Dispositivo para transportar piezas de trabajo.
Dispositivo (1) para transportar piezas de trabajo para una máquina de mecanizado para mecanizar piezas detrabajo conformadas con forma de placa o de manera tridimensional que preferentemente,
al menos por secciones,están compuestas de madera, materiales derivados de madera, plástico o similares con:
al menos un primer y un segundo elemento (11, 12) rotativo sin fin que tienen un recorrido respectivamentecomo un anillo cerrado para transportar las piezas de trabajo (5), que se accionan en el mismo sentido de giroy que, al menos por secciones, tienen un recorrido esencialmente en paralelo entre sí; y
al menos un primer accionamiento (21) principal que acciona el primer elemento (11) rotativo sin fin y elsegundo elemento (12) rotativo sin fin o un primer accionamiento (21) principal que acciona el primerelemento (11) rotativo sin fin y al menos un segundo accionamiento (22) controlable independientemente delprimer accionamiento (21) principal, que acciona el segundo elemento (12) rotativo sin fin, caracterizadoporque el dispositivo presenta un primer accionamiento (31) auxiliar, que acciona o frena el primer elemento(11) rotativo sin fin, y al menos un segundo accionamiento (32) auxiliar controlable independientemente delprimer accionamiento (31) auxiliar, que acciona o frena el segundo elemento (12) rotativo sin fin paraconseguir un sincronismo de los elementos (11, 12) rotativos sin fin.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E10159878.
Solicitante: HOMAG HOLZBEARBEITUNGSSYSTEME AG.
Nacionalidad solicitante: Alemania.
Dirección: HOMAGSTRASSE 3-5 72296 SCHOPFLOCH ALEMANIA.
Inventor/es: RATHGEBER, PETER.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B27D5/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B27 TRABAJO O CONSERVACION DE LA MADERA O DE MATERIALES SIMILARES; MAQUINAS PARA CLAVAR, GRAPAR O COSER EN GENERAL. › B27D TRABAJO DEL CHAPADO O DEL CONTRACHAPADO DE LA MADERA (aplicación de líquidos u otros materiales fluidos a las superficies en general B05; apomazado, tratado con arena o pulido de la madera B24; aplicación de adhesivos o de cola a las superficies de madera B27G 11/00; fabricación de hojas de madera chapadas B27L 5/00). › Trabajo del chapado o del contrachapado por medio de otras operaciones especialmente adaptadas al chapado o al contrachapado (trabajo de las lengüetas de manera análoga al trabajo de la caña B27J).
- B65G23/28 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65G DISPOSITIVOS DE TRANSPORTE O ALMACENAJE, p. ej. TRANSPORTADORES PARA CARGAR O BASCULAR, SISTEMAS TRANSPORTADORES PARA TALLERES O TRANSPORTADORES NEUMATICOS DE TUBOS (embalajes B65B; manipulación de material delgado o filiforme, p. ej. hojas de papel o fibras B65H; grúas B66C; aparatos de elevación o arrastre,p. ej. montacargas, B66D; dispositivos para elevar o bajar mercancías para carga y descarga, p. ej. carretillas elevadoras, B66F 9/00; vaciado de botellas, jarras, latas, barricas, barriles o contendores similares, no previstos en otro lugar, B67C 9/00; distribución o trasvase de líquidos B67D; llenado o descarga de contenedores para gases licuados, solidificados o comprimidos F17C; sistemas de conducción para fluídos F17D). › B65G 23/00 Mecanismos de accionamiento para transportadores sin fin; Dispositivos de tensión de correas o cadenas. › Disposiciones para igualar el accionamiento de varios elementos.
- B65G23/36 B65G 23/00 […] › que tienen dos o más motores de accionamiento, estando cada uno acoplado con un elemento de accionamiento separado, p. ej. en cada una de las extremidades de los transportadores.
PDF original: ES-2391530_T3.pdf
Fragmento de la descripción:
Dispositivo para transportar piezas de trabajo
Campo técnico
La presente invención se refiere a un dispositivo para transportar piezas de trabajo para una máquina de mecanizado para mecanizar piezas de trabajo conformadas con forma de placa o de manera tridimensional que preferentemente, al menos por secciones, están compuestas de madera, de plástico o similares.
Para el transporte de piezas de trabajo en máquinas de paso continuo, tales como, por ejemplo, perfiladoras dobles
o encoladoras de cantos, se emplean habitualmente elementos rotativos sin fin. Además de correas, por ejemplo, correas dentadas, se usan fundamentalmente cadenas transportadoras. Sobre estas cadenas están previstos frecuentemente arrastradores en forma de, por ejemplo, talones o placas de cadena para mantener las piezas de trabajo en su posición en las cadenas transportadoras y hacerlas avanzar por la máquina. Por norma general, a este respecto, el mecanizado longitudinal se lleva a cabo sin y el mecanizado transversal con arrastradores en forma de talones. Además están previstas varias cadenas transportadoras, por ejemplo, dos, que tienen un recorrido esencialmente en paralelo entre sí. Para sujetar las piezas de trabajo en las placas de cadena durante el mecanizado se usan sistemas de presión superior, tales como, por ejemplo, correas periféricas que presionan las piezas de trabajo contra las cadenas durante el paso.
Puesto que en tales máquinas a día de hoy se realizan tramos de transporte muy grandes, se obtiene una gran longitud de las cadenas transportadoras. Sin embargo, las cadenas transportadoras presentan solo una rigidez limitada. Además puede aparecer también una holgura en las articulaciones de los eslabones individuales de la cadena debido al desgaste. A causa de la limitada rigidez y la holgura en los eslabones de la cadena, el transporte de las piezas de trabajo se realiza solo de modo relativamente impreciso.
Debido a esta imprecisión del transporte de las piezas de trabajo resultan imprecisiones de fabricación durante el mecanizado de las piezas de trabajo. Estas imprecisiones aumentan con el tramo de transporte creciente, es decir, también la longitud de cadenas transportadoras creciente.
Otro problema es consecuencia de que las piezas de trabajo se presionan firmemente contra las cadenas transportadoras mediante el sistema de presión superior, de modo que existe una unión no positiva entre las cadenas y las piezas de trabajo. Las cadenas quedan así acopladas cinemáticamente entre sí a través de las piezas de trabajo. Si las cadenas transportadoras presentan ahora una extensión diferente, esto conduce a un atirantado en las cadenas. La carga de tracción de la cadena más extendida a este respecto aumenta, puesto que por la extensión la misma obtiene una velocidad de giro aumentada, mientras que la carga de tracción de la cadena menos extendida disminuye, puesto que la misma por así decirlo es empujada por la otra cadena. Esto puede conducir incluso a que la rueda de cadena de accionamiento de la cadena transportadora menos extendida, que aplica la fuerza de tracción en la cadena transportadora, quede completamente descargada cuando la cadena transportadora se hace avanzar una cierta magnitud sobre las piezas de trabajo. Esto tiene varias desventajas como consecuencia. Por un lado se produce una mayor carga de la cadena transportadora de empuje más extendida y, por otro lado, en la cadena menos cargada no existe ninguna situación de carga definida. La cadena menos cargada por ello puede salirse incluso de la rueda de cadena de accionamiento.
Estado de la técnica
El accionamiento principal de ambos elementos rotativos sin fin, en particular, cadenas transportadoras, se realiza hoy en día principalmente por un accionamiento, estando unidas las dos ruedas de accionamiento o de cadena a través de un árbol. Esta solución se reemplaza cada vez más por accionamientos separados para cada elemento rotativo sin fin o para cada cadena transportadora. En este caso, los accionamientos están acoplados entonces por norma general electrónicamente.
Por el documento DE 197 26 206 A1 se conoce un dispositivo de acuerdo con el preámbulo de la reivindicación 1 con dos elementos rotativos sin fin, que se pueden accionar mediante dos accionamientos principales controlables independientemente uno de otro.
Por el documento DE 100 51 758 A1 se conoce un dispositivo de colocación y un procedimiento de trabajo que se puede ejecutar con el mismo, con los que se puede realizar una colocación rápida con una exactitud muy alta de colocación sin vibraciones en la colocación final a lo largo de un camino de traslación largo. El medio de tracción del carro de transporte consta a este respecto de al menos una correa dentada y el dispositivo de colocación presenta dos motores de accionamiento controlables por separado y provistos de reguladores, estando provista la segunda correa dentada paralela a la primera correa dentada de ruedas de accionamiento separadas.
Representación de la invención
Por tanto, es objetivo de la presente invención proporcionar un dispositivo para transportar piezas de trabajo del tipo mencionado anteriormente, que posibilite que elementos rotativos sin fin, en particular, cadenas transportadoras, se
sincronicen entre sí de modo que se pueda compensar una extensión diferente y una carga diferente de los elementos rotativos sin fin. En particular, es objetivo de la presente invención evitar o disminuir un empuje de uno de los elementos rotativos sin fin sobre las piezas de trabajo por el otro elemento rotativo sin fin y, así, una descarga de la aplicación de fuerza de tracción en uno de los elementos rotativos sin fin por un empuje sobre las piezas de trabajo por el otro elemento rotativo sin fin. Además, es objetivo de la presente invención posibilitar que en ambos accionamientos de elementos rotativos sin fin siempre haya un par de carga debido al elemento rotativo sin fin.
Según la invención, este objetivo se resuelve por un dispositivo para transportar piezas de trabajo de acuerdo con la reivindicación 1 y un procedimiento para hacer funcionar un dispositivo de este tipo de acuerdo con la reivindicación
6. Formas de realización ventajosas de la presente invención están indicadas en las reivindicaciones dependientes.
Un dispositivo de acuerdo con la invención para transportar piezas de trabajo para una máquina de mecanizado para mecanizar piezas de trabajo conformadas con forma de placa o de manera tridimensional que preferentemente, al menos por secciones, están compuestas de madera, materiales derivados de madera, plástico o similares, presenta al menos un primer y un segundo elemento rotativo sin fin que tiene un recorrido respectivamente como anillo cerrado para transportar las piezas de trabajo, que se accionan en el mismo sentido de giro y que al menos por secciones tienen un recorrido esencialmente paralelo entre sí. Los elementos rotativos sin fin están configurados de forma particularmente preferente como cadenas transportadoras y preferentemente como cintas transportadoras. Las cintas transportadoras posibilitan a este respecto un funcionamiento con particularmente poco ruido y suponen poco mantenimiento. Las cadenas transportadoras ofrecen una mayor rigidez y posibilitan así un transporte de las piezas de trabajo más preciso, en particular, para piezas de trabajo pesadas o tramos de transporte largos.
Además, un dispositivo de acuerdo con la invención para transportar piezas de trabajo presenta al menos un primer accionamiento principal, que acciona el primer elemento rotativo sin fin y el segundo elemento rotativo sin fin, o al menos un primer accionamiento principal que acciona el primer elemento rotativo sin fin y al menos un segundo accionamiento principal controlable independientemente del primer accionamiento principal, que acciona el segundo elemento rotativo sin fin. Si el primer accionamiento principal acciona ambos elementos rotativos sin fin, el dispositivo se puede realizar de modo simple en el sentido de que se puede prescindir del segundo accionamiento principal. La configuración con un primer accionamiento principal y un segundo accionamiento principal posibilita una introducción de potencia aditiva a través de ambos accionamientos principales y además la posibilidad de regular en su movimiento ambos elementos rotativos sin fin de forma individual a través de ambos accionamientos principales independientes.
Reivindicaciones:
1. Dispositivo (1) para transportar piezas de trabajo para una máquina de mecanizado para mecanizar piezas de trabajo conformadas con forma de placa o de manera tridimensional que preferentemente, al menos por secciones, están compuestas de madera, materiales derivados de madera, plástico o similares con:
al menos un primer y un segundo elemento (11, 12) rotativo sin fin que tienen un recorrido respectivamente como un anillo cerrado para transportar las piezas de trabajo (5) , que se accionan en el mismo sentido de giro y que, al menos por secciones, tienen un recorrido esencialmente en paralelo entre sí; y al menos un primer accionamiento (21) principal que acciona el primer elemento (11) rotativo sin fin y el segundo elemento (12) rotativo sin fin o un primer accionamiento (21) principal que acciona el primer elemento (11) rotativo sin fin y al menos un segundo accionamiento (22) controlable independientemente del primer accionamiento (21) principal, que acciona el segundo elemento (12) rotativo sin fin, caracterizado porque el dispositivo presenta un primer accionamiento (31) auxiliar, que acciona o frena el primer elemento
(11) rotativo sin fin, y al menos un segundo accionamiento (32) auxiliar controlable independientemente del primer accionamiento (31) auxiliar, que acciona o frena el segundo elemento (12) rotativo sin fin para conseguir un sincronismo de los elementos (11, 12) rotativos sin fin.
2. Dispositivo de acuerdo con la reivindicación 1,
caracterizado porque
el primer elemento (11) rotativo sin fin y el segundo elemento (12) rotativo sin fin están acoplados mediante un árbol
(15) de accionamiento común.
3. Dispositivo de acuerdo con la reivindicación 1 o 2,
caracterizado porque
en los elementos (11, 12) rotativos sin fin están dispuestos arrastradores (40) para arrastrar las piezas de trabajo (5) mediante unión positiva y/o unión no positiva.
4. Dispositivo de acuerdo con una de las reivindicaciones anteriores,
caracterizado porque
está previsto un sistema (50) de presión superior para presionar verticalmente las piezas de trabajo (5) contra los elementos (11, 12) rotativos sin fin.
5. Dispositivo de acuerdo con una de las reivindicaciones anteriores,
caracterizado porque
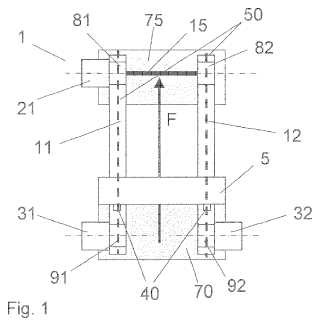
los elementos (11, 12) rotativos sin fin forman un tramo (F) de transporte para las piezas de trabajo, que tiene un recorrido desde una zona (70) de entrada de piezas de trabajo, que está prevista para alojar las piezas de trabajo, hasta una zona (75) de salida de piezas de trabajo que forma la zona final del tramo (F) de transporte, y a los accionamientos (21, 22) principales y los accionamientos (31, 32) auxiliares están asociadas ruedas (81, 82, 91, 92) de accionamiento de los elementos rotativos sin fin para transmitir la fuerza al elemento (11, 12) rotativo sin fin respectivo, estando dispuestas las ruedas (81, 82) de accionamiento de los elementos rotativos sin fin de los accionamientos (21, 22) principales en una zona (75) de salida de piezas de trabajo y las ruedas (91, 92) de accionamiento de los elementos rotativos sin fin de los accionamientos (31, 32) auxiliares, en una zona (70) de entrada de piezas de trabajo.
6. Procedimiento para hacer funcionar un dispositivo de acuerdo con una de las reivindicaciones 1 a 5,
caracterizado porque
se registran al menos un parámetro (BH) de funcionamiento, en particular, un par de torsión (MH1, MH2) y/o una posición angular (WH1, WH2) y/o un consumo de corriente (IH1, IH2) de los accionamientos (21, 22) principales y/o un parámetro (NH) de funcionamiento, en particular, un par de torsión (MN1, MN2) y/o una posición angular (WN1, WN2) y/o un consumo de corriente (IN1, IN2) de los accionamientos (31, 32) auxiliares y se transmiten a un control (S) .
7. Procedimiento de acuerdo con la reivindicación 6,
caracterizado porque
se registran cronológicamente los pares de torsión (MH1, MH2) y/o las posiciones angulares (WH1, WH2) y/o los consumos de corriente (IH1, IH2) de los accionamientos (21, 22) principales y/o los pares de torsión (MN1, MN2) y/o las posiciones angulares (WN1, WN2) y/o los consumos de corriente (IN1, IN2) de los accionamientos (31, 32) auxiliares.
8. Procedimiento de acuerdo con la reivindicación 6 o 7,
caracterizado porque
los pares de torsión (MH1, MH2) de los accionamientos (21, 22) principales y los pares de torsión (MN1, MN2) de los accionamientos (31, 32) auxiliares se controlan por parejas respectivamente de tal manera que tengan sentido contrario.
9. Procedimiento de acuerdo con una de las reivindicaciones 6 a 8,
caracterizado porque
los pares de torsión (MH1, MH2) de los accionamientos (21, 22) principales y los pares de torsión (MN1, MN2) de los accionamientos (31, 32) auxiliares se controlan por parejas respectivamente de tal manera que ambos elementos (11, 12) rotativos sin fin incluso con carga desigual giran de forma sincrónica entre sí.
10. Procedimiento de acuerdo con una de las reivindicaciones 6 a 9,
caracterizado porque al superar el par de torsión (MH1, MH2) un valor límite (MHmax) y/o un consumo de corriente un valor límite (IHmax) en uno de los accionamientos (21, 22) principales se inicia un programa de emergencia y/o se emite un aviso.
11. Procedimiento de acuerdo con una de las reivindicaciones 6 a 10,
caracterizado porque
con un comportamiento en el tiempo de par de torsión fijado del par de torsión (MH1, MH2) y/o un comportamiento en el tiempo de número de revoluciones de un número de revoluciones (DH1, DH2) o un comportamiento en el tiempo de consumo de corriente del consumo de corriente (IH1, IH2) de uno de los accionamientos (21, 22) principales se inicia un programa de emergencia o se emite un aviso.
12. Procedimiento de acuerdo con una de las reivindicaciones 6 a 11,
caracterizado porque los pares de torsión (MN1, MN2) de los accionamientos (31, 32) auxiliares se controlan de tal manera que la fuerza (FM) de arrastre transmitida desde un elemento (11, 12) rotativo sin fin a través de al menos una pieza de trabajo (5) fijada en ambos elementos (11, 12) rotativos sin fin hasta el respectivamente otro elemento (11, 12) rotativo sin fin se compensa por el segundo accionamiento (31, 32) auxiliar asociado al respectivamente otro elemento (11, 12)
rotativo sin fin mediante un correspondiente par de torsión (MN1, MN2) negativo.
Patentes similares o relacionadas:
Sistema, máquina de recubrimiento así como disposición de aprovisionamiento, del 15 de Julio de 2020, de HOMAG GmbH: Sistema con al menos una unidad de transporte para alojar unidades de almacenamiento de material y con un dispositivo de alimentación para material […]
Tablero de construcción ligera y procedimiento para la fabricación de un tablero de construcción ligera, del 8 de Julio de 2020, de Fritz Egger GmbH ; Co. OG: Tablero de construcción ligera , - con dos capas de cubierta , - con una estructura en forma de panal como capa central , dispuesta entre las […]
Procedimiento para fijar estructuras laminares en forma de tira, en particular bandas de canto a lados estrechos de piezas de trabajo, del 15 de Abril de 2020, de Karau, Michael: Procedimiento para fijar estructuras laminares en forma de tira, en particular bandas de canto a lados estrechos de piezas de trabajo, en particular placas de muebles, mediante […]
Procedimiento de tratamiento para revestir una sección de superficie, del 15 de Abril de 2020, de HOMAG GmbH: Procedimiento para revestir una sección de superficie, en particular una sección de superficie estrecha, de una pieza de trabajo con forma de tablero con un material […]
Procedimiento para el mecanizado de los bordes de piezas de trabajo en forma de placa, del 19 de Febrero de 2020, de IMA Schelling Deutschland GmbH: Procedimiento para el mecanizado de los bordes de piezas de trabajo en forma de placa, donde las piezas de trabajo se suministran en un circuito […]
Disposición de herramientas para el mecanizado de placas de materia derivada de la madera, del 8 de Enero de 2020, de SWISS KRONO Tec AG: Disposición de herramienta para el mecanizado de la superficie lateral de una placa de materia derivada de la madera con un soporte y con […]
Método para aplicar un elemento de banda de canto a un panel ligero, del 12 de Diciembre de 2019, de Samec S.p.A: Un método para aplicar un elemento de banda de borde (B) a una porción de borde de un panel ligero provisto de una primera capa exterior (101, […]
Módulo de activación para un dispositivo de recubrimiento con un dispositivo de recubrimiento, del 30 de Octubre de 2019, de IMA Schelling Deutschland GmbH: Módulo de activación con un dispositivo para recubrir una zona superficial de una pieza de trabajo con un material de recubrimiento […]