Tiras de abrazaderas moldeadas.
Una hoja moldeada por inyección de tiras de abrazaderas (100) formadas integralmente,
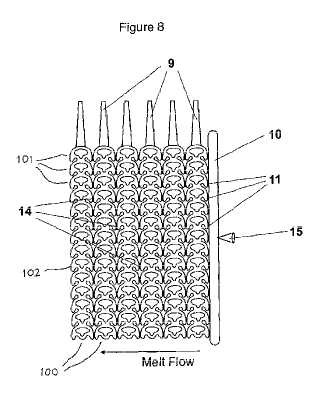
cada una comprendiendo una serie de partes de celda unitarias (101) con forma de lazo conectadas extremo con extremo, cada celda incluye unos miembros de enganche (103) que miran hacia atrás en los que las tiras se unen débilmente lado con lado, para formar una hoja que tiene la anchura de dos o más tiras, por medio de uniones o elevaciones (14, 17) entre los miembros de enganche (103) en sus puntos de contacto.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/GB2009/050993.
Solicitante: Harsley, Andrew John.
Nacionalidad solicitante: Reino Unido.
Dirección: 161 Queensway Grantham, Lincolnshire NG31 9RB REINO UNIDO.
Inventor/es: HARSLEY, ANDREW, JOHN.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C45/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06).
- B65D63/10 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › B65D 63/00 Elementos de embalaje flexibles alargados, p. ej. correas para liar o para sostener los objetos. › Correas, tiras o bandas no metálicas; Elementos filamentosos, p. ej. cordones, hilos o alambres; Uniones de sus extremos.
PDF original: ES-2384447_T3.pdf
Fragmento de la descripción:
Tiras de abrazaderas moldeadas Descripción
Ambito tecnico
La presente invención esta relacionada con la producción de tiras de abrazaderas de cadena continua como las utilizadas, por ejemplo, como abrazaderas de cables o abrazaderas de plantas horticolas.
Tecnica anterior
En la tecnica anterior se describen numerosas formas de tira de plastico de abrazaderas con muchas variedades que se fabrican mediante moldeo por inyección de materiales adecuados de polimero.
Las abrazaderas de cables (por ejemplo documento US 3.186.047, Schwester et al) son un ejemplo clasico de la tecnologia, como se muestra generalmente en la Figura 1. Tienen una cabeza y una cola plana larga, la cabeza tiene una correspondiente rendija por la que puede pasar la cola, con una disposición de trinquete para mantener la abrazadera en el sitio. Son producidos convencionalmente mediante procesos estandar de moldeo por inyección, utilizando sistemas de canales frios o calientes, el ultimo es comunmente el metodo mas adecuado para la producción a gran escala.
El proceso de moldeo para estas formas de abrazaderas normalmente es rellenar la cavidad de molde a traves de un solo orificio pequeno cortado en el molde conocido como un paso 1, el paso se situa generalmente en un extremo de la abrazadera (Figura 2) .
Esto permite a la masa fundida de polimero fluir al otro extremo de la pieza, llenando con ello la cavidad sin vacios.
Situando el paso en el extremo (una zona funcionalmente poco critica) , cualquier material residual o vestigio de paso en el punto de entrada no estorbara el enhebrar de la abrazadera cuando este en uso.
Una posición alternativa para el paso - especialmente en abrazaderas muy largas - es aproximadamente a medio camino por la longitud, como se muestra en 2. La masa fundida de polimero se bifurca entonces para fluir a cualquier extremo, dividiendo por la mitad de este modo la distancia que debe viajar y reduciendo con ello los requisitos de presión de inyección.
Normalmente tal paso estaria situado en un lugar que minimice cualquier vestigio de paso. A menudo esto es en el lado estrecho de la abrazadera, como se muestra con la referencia 3 en la Figura 3, con el paso mantenido tan pequeno como sea practico. En este sentido pueden emplearse pasos de pestana con minima zona elevada 4.
Como alternativa, el molde puede tener pasos en la superficie superior, Figura 4, y el paso puede sumergirse en la abrazadera 4 para mantener cualquier vestigio de paso debajo de la superficie de trabajo. Los pasos de espiga son el metodo usual empleado aqui.
Un tipo mas versatil de tira de abrazadera se describe en la tecnica anterior como documentos US 3.438.095 (Evans) , US 5.799.376 (Harsley) y WO 2004/108550 (Harsley) , el ultimo se ilustra en la Figura 5. La tira tiene una lengua o extremo de enhebrado relativamente corto 9, y una cola larga de anchura constante formada de una multitud de celdas identicas 101, la lengua puede pasar a traves de cualquiera de ellas, seguido por algunas celdas; cada una de las celdas tiene unos brazos o ganchos de retención 103 para mantener cerrada la abrazadera.
Estas formas de abrazadera tambien son producidas a menudo mediante moldeo por inyección, pero su geometria compleja tiene como resultado recorridos de flujo muy largos y sinuosos para la masa fundida de polimero. Esto lleva a dificultades de fabricación porque se necesitan presiones de inyección mucho mas altas.
Aunque un paso central reducira algo la presión de inyección necesaria (dividiendola por la mitad, en a una primera aproximación) , esto todavia no es suficiente para estos tipos de tiras de abrazadera.
Como las maquinas de moldeo por inyección tienen presiones de inyección y fuerzas de sujeción restrictivas, el numero total de cavidades que pueden llenarse disminuye a medida que aumenta la presión necesaria para llenarlas. Esto es, los requisitos de alta presión limitaran el numero de piezas que pueden hacerse en cada ciclo de 45 moldeo.
Por consiguiente, para una maquina dada, sólo puede obtenerse una productividad mejorada bajando las presiones de inyección, y esto requiere multiples pasos 5, como se muestra en la Figura 5.
Aparte del coste asociado de un sistema complejo de canal caliente y caida multiple, el problema practico con pasos adicionales es que se dejan vestigios 6 de paso por la longitud de trabajo de la tira, como se muestra en la Figura 6, 50 y estos pueden llevar a danos de las paredes delgadas 102 de la abrazadera durante la fijación o atado - vease la
Figura 7. Esto ocurre cuando se tira de las tiras a traves de una de las celdas para formar un lazo. Cualquier vestigio saliente de paso puede cortar el interior de las paredes, 7, y esto a menudo debilita o rompe la celda 8.
El avellanar los pasos superiores para evitar vestigios de paso sólo es practico en abrazaderas lo suficientemente gruesas, y, dado que tales abrazaderas tienen secciones mas grandes de pared, han mejorado las caracteristicas de flujo y de todos modos generalmente no necesitan tantos pasos. Tambien son mas escabrosos y menos propensos a danarse en primer lugar.
Por lo tanto es con las tiras de abrazaderas mas delgadas donde esta el problema; requieren mas pasos para llenar y son mas susceptibles a danarse con los salientes de vestigios resultantes. Ademas, el documento GB 1.133.159 describe una hoja hecha de tiras formadas integralmente, en lo que las tiras son separadas por lineas de pliegues o perforaciones.
Sumario de la presente invencian
La presente invención se propone proporcionar una hoja mejorada de tiras de abrazaderas y un metodo para producir tiras de abrazaderas de cadena larga para facilitar su fabricación mediante moldeo por inyección, sin dejar vestigios daninos de paso.
La invención proporciona una hoja moldeada por inyección de tiras de abrazaderas y un metodo para hacer tal hoja, como se define en las reivindicaciones adjuntas 1 y 14, respectivamente.
Cada una de las hojas de tiras de abrazaderas adyacentes separadas de cerca formadas integralmente, que consiste en una pluralidad de celdas separadas a lo largo de la longitud de la tira, es moldeada por inyección a lo largo de un canal a traves de una serie de pasos laterales de tal manera que unos segmentos de la tira mas exterior de abrazadera que es de una o mas celdas de longitud son llenados desde estos pasos y las subsiguientes tiras lateralmente adyacentes de abrazadera pueden ser llenadas desde su inmediata vecina a traves de pasos situados substancialmente de manera similar. Esto permite reducidas presiones de inyección. Las tiras moldeadas pueden romperse limpiamente, pueden ser estampadas o ser cortadas liberandolas entre si y de cualquier canal de alimentación por las uniones delgadas formadas por estos pasos para dejar minimos vestigios de paso en zonas criticas.
Se encuentra que utilizar varios pasos muy pequenos es mas efectivo para llenar una cavidad de tira de abrazadera de cadena larga que un pequeno numero de pasos mas grandes como se ejemplifica en la Figura 2. Esto es porque el factor mas responsable de reducir la presión de inyección y limitar la longitud de flujo son las secciones sinuosas de pared delgada empleadas por estas abrazaderas, no los pasos en si mismos.
Por lo tanto es ventajoso llenar individualmente las celdas de cualquier tira dada o en pequenos grupos a traves de pequenos pasos laterales transversales en vez de tratar e inyectar la cavidad entera longitudinalmente (ya sea desde un paso central o desde pasos en el extremo de la tira) , que puede tener como resultado piezas cortas. En la practica, esto tiene como resultado que la cavidad se llena en un barrido diagonal que irradia desde los principales puntos de entrada, en vez de una manera longitudinal lineal desde puntos singulares de entrada.
Ademas, como las presiones de inyección dentro de cada celda se disminuyen menos con esta tecnica que lo que se experimentaria por relleno longitudinal convencional, se pueden colocar una o mas cavidades adicionales junto a la primera, llenandose cada una desde la cavidad adyacente a traves de pasos similares.
En efecto, una herramienta con multiples cavidades se forma de este modo conectando celdas colindantes de lado a traves de estos pasos laterales. Por consiguiente, las abrazaderas ya no son moldeadas como unidades individuales de tira, sino en hojas facilmente separables de muchas tiras. De esta manera,... [Seguir leyendo]
Reivindicaciones:
1. Una hoja moldeada por inyección de tiras de abrazaderas (100) formadas integralmente, cada una comprendiendo una serie de partes de celda unitarias (101) con forma de lazo conectadas extremo con extremo, cada celda incluye unos miembros de enganche (103) que miran hacia atras en los que las tiras se unen debilmente lado con lado, para formar una hoja que tiene la anchura de dos o mas tiras, por medio de uniones o elevaciones (14, 17) entre los miembros de enganche (103) en sus puntos de contacto.
2. Una hoja segun la reivindicación 1, en la que las uniones o elevaciones tienen una sección transversal mas pequena o mas debil que las propias tiras.
3. Una hoja segun la reivindicación 1 o 2, en la que las uniones tienen una dimensión entre las tiras de no mas del 10% de la anchura de las tiras y preferiblemente no mas del 5% de la anchura de las tiras.
4. Una hoja segun cualquier reivindicación anterior, en la que las uniones tienen una dimensión de no mas de la mitad que las tiras en la dirección del grosor de las tiras.
5. Una hoja segun cualquier reivindicación anterior, en la que cada celda en la hoja se conecta a sus vecinas por una o mas uniones.
6. Una hoja de dos o mas tiras segun cualquiera de las reivindicaciones 1 a 4, en la que cada pocas celdas en la hoja una se conecta a sus vecinas por una o mas uniones (19) .
7. Una hoja segun cualquier reivindicación anterior y que contiene canales longitudinales adicionales (10) en la que hay cambios en el espaciamiento de celdas entre tiras adyacentes.
8. Una hoja segun cualquiera de las reivindicaciones 1 a 4, en la que todas las celdas tienen el mismo espaciamiento.
9. Un moldeo que comprende hojas individuales segun cualquier reivindicación anterior, en el que se producen hojas individuales a ambos lados del mismo canal (10) .
10. Un moldeo que comprende hojas individuales segun cualquiera de las reivindicaciones 1 a 8, en el que hojas individuales de tiras se unen extremo con extremo.
11. Un moldeo segun la reivindicación 9 o 10, en el que todas las hojas se conectan juntas.
12. Una hoja segun cualquiera de las reivindicaciones 1 a 8 y que tiene una pestana o lazo (22) moldeado en un extremo.
13. Una longitud prolongada de dos o mas hojas segun cualquiera de las reivindicaciones 1 a 8, unidas extremo con extremo.
14. Un metodo para hacer una hoja de tiras de abrazaderas cada una comprendiendo una serie de celdas unitarias unidas, en la que las cavidades de molde de tira se disponen lado con lado con uniones o perforaciones entre las cavidades de tira, y el material de moldeo es inyectado en la hoja para pasar lateralmente desde una cavidad de molde de tira a la próxima, a traves de las uniones o perforaciones que sirven como pasos.
15. Un metodo segun la reivindicación 14, en el que el espaciamiento entre las cavidades adyacentes de tira es inferior al 10%, preferiblemente inferior al 5%, de la anchura de cavidad.
16. Un metodo segun la reivindicación 14 o 15, en el que el espaciamiento entre las cavidades adyacentes de tira es inferior a aproximadamente 1000 Im, preferiblemente inferior a 500 Im, idealmente inferior a 200 Im.
17. Un metodo segun cualquiera de las reivindicaciones 14 a 16, en el que la hoja es moldeada por inyección desde el lateral a lo largo de un canal (10) .
18. Un metodo segun cualquiera de las reivindicaciones 14 a 17, en el que una hoja es moldeada en orden sobre el extremo de una hoja anterior para formar longitudes continuas de hojas de tiras de abrazadera.
Patentes similares o relacionadas:
Métodos, composiciones y mezclas para formar artículos que tienen resistencia al resquebrajamiento por estrés ambiental mejorada, del 15 de Julio de 2020, de VIVA HEALTHCARE PACKAGING LIMITED: Un proceso para la fabricación de artículos flexibles de paredes delgadas que comprende las etapas de moldeo por inyección de una mezcla de polímeros que tiene un MFI > […]
Métodos para formar artículos que tienen resistencia al agrietamiento por tensión ambiental, del 8 de Julio de 2020, de VIVA HEALTHCARE PACKAGING LIMITED: Un proceso para la fabricación de un artículo de paredes delgadas flexible, dicho proceso comprende moldear por inyección una mezcla de (a) por lo […]
Un método de fabricación de un sistema de apertura para un recipiente, del 13 de Mayo de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Un método de fabricación de un sistema de apertura para un recipiente, comprendiendo el recipiente un material de envasado que tiene un exterior […]
Composiciones de polietileno, procesos y cierres, del 15 de Abril de 2020, de NOVA CHEMICALS (INTERNATIONAL) S.A.: Un cierre, comprendiendo dicho cierre una composición de polietileno bimodal que comprende: del 10 al 70 % en peso de un primer copolímero de etileno que tiene […]
Manija flexible con superficie parcialmente texturada, del 8 de Abril de 2020, de Eaton Intelligent Power Limited: Manija moldeada para un mango de herramienta destinada para ser agitada con fuerza y velocidad, comprendiendo: un elemento tubular formado […]
Método para fabricar un elemento de conexión, del 8 de Abril de 2020, de GOTTLIEB BINDER GMBH & CO. KG: Método para fabricar un elemento de conexión usando un método de moldeo por inyección de espuma, en donde una parte de sujeción con elementos […]
Herramienta de moldeo por inyección de plástico para la fabricación de un elemento de moldeo por inyección multicomponente, del 8 de Abril de 2020, de B. BRAUN MELSUNGEN AG: Herramienta de moldeo por inyección de plástico para la fabricación de un elemento de moldeo por inyección multicomponente con un componente […]
Aditivo para prevenir la separación de fases de aditivo de perfil bajo en composiciones de poliéster termoendurecido insaturado, del 8 de Abril de 2020, de LUBRIZOL ADVANCED MATERIALS, INC.: Una composición de moldeo de resina insaturada que comprende (a) un aditivo para evitar la separación de fases; (b) un polímero polimerizado […]