Sistema para la producción de pilas de láminas de cartón corrugado o similares.
Dispositivo para apilar láminas de cartón o similares, que comprende:
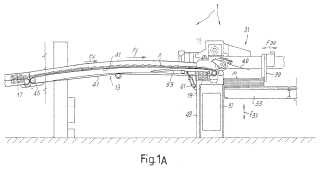
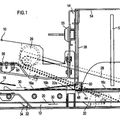
- una sección de entrada (3) en la que las láminas son alimentadas y dispuestas en una disposición superpuesta, con un grado variable recíproco de solapamiento; - una estación apiladora (31), en la que las cantidades predeterminadas de láminas son apiladas sobre una mesa de recogida (33) para formar pilas de láminas; - una serie de transportadores (9, 11, 13) para transportar las láminas desde dicha sección de entrada a dicha estación apiladora; en el que por lo menos el extremo de descarga del último transportador (13) de dicha serie presenta una inclinación ajustable como una función de las condiciones de funcionamiento del dispositivo, para reducir la variación del ángulo de incidencia de las láminas con respecto a la mesa apiladora (33) cuando varían dichas condiciones de funcionamiento; caracterizado porque dicho transportador (13) comprende un elemento flexible (41) continuo, que se desliza sobre una superficie de soporte (45), presentando dicha superficie de soporte (45) una conformación variable para modificar la configuración de dicho elemento flexible (41).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E05425197.
Solicitante: FOSBER S.P.A..
Nacionalidad solicitante: Italia.
Dirección: VIA PROV.LE PER CAMAIORE, 27/28 55060 MONSAGRATI/PESCAGLIA, LU ITALIA.
Inventor/es: ADAMI, MAURO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B65H29/18 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65H MANIPULACION DE MATERIALES DELGADOS O FILIFORMES, p. ej. HOJAS, BANDAS, CABLES. › B65H 29/00 Entrega o avance de los artículos a la salida de las máquinas; Avance de los artículos hacia las pilas o cuando ya están en ellas (unión, colocación o agrupación de artículos B65H 39/00; combinaciones de operaciones de apilado y de sacado de artículos que presentan otro interés que la operación individual de apilado o de sacado de artículos B65H 83/00; recirculación de artículos B65H 85/00; para artículos que no están definidos por la nota (3) (i) de la presente subclase, ver B65G). › y que introducen los artículos en una pila.
Fragmento de la descripción:
Sistema para la producción de pilas de láminas de cartón corrugado o similares.
Campo técnico
La presente invención se refiere a sistemas para apilar láminas, por ejemplo láminas de cartón corrugado o similares.
La invención se refiere, además, a un procedimiento para formar pilas o bloques de láminas, en particular, aunque no de manera exclusiva, láminas de cartón corrugado, alimentados continuamente desde una línea de fabricación.
Técnica anterior
La producción de cartón corrugado tiene lugar por medio de líneas que funcionan continuamente. Las bandas continuas de cartón alimentadas desde bobinas que se desenrollan y se unen juntas con una banda continua corrugada interpuesta entre dos láminas o bandas continuas lisas denominadas caras. Por razones técnicas, la producción de cartón corrugado tiene lugar a una velocidad esencialmente constante. Una banda continua de cartón corrugado, es, a continuación, marcado y cortado longitudinalmente en tiras de la anchura deseada en correspondencia con la anchura de las láminas acabadas que debe obtenerse a la entrega desde la línea de fabricación. Cada banda es también dividida, en sentido transversal, para obtener las láminas individuales que se alimentan esencialmente de forma continua al denominado apilador.
Esta sección de la línea de fabricación presenta una primera zona en la que las láminas están parcialmente solapadas entre sí, es decir, dispuestas en una disposición superpuesta. Las láminas así dispuestas se alimentan a lo largo de una serie de transportadores, que pueden tener una velocidad de alimentación variable, a una mesa de recogida. Esta mesa de recogida se hace descender gradualmente a medida que la pila o conjunto ordenado de láminas se forma en dicha mesa. Una vez que el número deseado de láminas se ha alcanzado sobre cada pila única, la última se debe desplazar hacia fuera para dejar libre la mesa sobre la que se forma la siguiente pila.
Esta operación para retirar la pila formada no debe influir en la velocidad de alimentación de la banda continua de cartón corrugado y, en consecuencia, sobre la velocidad de producción de láminas individuales. Por lo tanto, con el fin de ocasionar una interrupción temporal en el flujo de láminas que alcanzan la zona de apilamiento, la velocidad de avance de las cintas transportadoras individuales que se extienden desde la zona de superposición de las láminas a la zona de apilamiento, se modifica de una forma controlada. Las últimas láminas que deben recogerse, sobre una pila que se está completando, se desplazan hacia fuera desde las láminas destinadas para formar el comienzo de la pila siguiente, debido a la diferencia en la velocidad de las láminas a lo largo del recorrido definido por los transportadores. Las láminas que descienden lentamente para producir esta interrupción en el flujo se superponen entre sí en una extensión superior, con lo que la misma cantidad de láminas por unidad de tiempo son esencialmente alimentadas al apilador, mientras que en el lado de salida de la primera sección del apilador (en el que las láminas están dispuestas en una disposición cortada) hacia los transportadores que transportan las láminas a la zona de apilamiento, las láminas se hacen descender y se superponen entre sí en una mayor extensión. Esta fase transitoria cesa cuando la pila o rimero formada ha sido retirada y la mesa apiladora ha sido devuelta a la altura correcta para recibir las primeras láminas de la siguiente pila.
Varios sistemas han sido producidos para realizar estas operaciones, difiriendo, por ejemplo, en la secuencia de velocidades establecidas en los transportadores, en los medios para retener las láminas, en la variación en el grado de superposición de las láminas y en otras características conocidas por los expertos en la materia.
Por ejemplo, el documento US-A-5.415.389 describe un sistema en el que las láminas destinadas a formar la nueva pila se hacen descender y elevar desde el transportador inferior por medio de un elemento de agarre que se desplaza a lo largo del recorrido de alimentación de las láminas. Con este objetivo, el elemento de agarre está montado sobre un carro o deslizadera que se controla con un movimiento alternativo. Un sistema adicional, que utiliza un elemento de agarre móvil para controlar láminas, se describe en el documento US-A-5.829.951.
El documento US-A-4.200.276 describe un sistema diferente de superposición y apilamiento de láminas.
La patente US-A-4.313.600 describe un apilador en el que la serie de láminas destinadas a formar una nueva pila se desacelera temporalmente y se controla por una cadena transportadora que eleva las láminas haciéndolas avanzar más lentamente con respecto a la velocidad de alimentación de la cinta transportadora situada debajo, que acaba alimentando las últimas láminas a la pila casi completada.
El documento EP-A-0427324 describe otro apilador en el que las velocidades variables de los transportadores permiten la separación en el flujo de láminas durante la fase transitoria para completar una pila y empezar a formar la pila siguiente.
El documento US-A-4.273.325 describe un apilador para láminas de cartón corrugado caracterizado por una disposición particular de los elementos para controlar las láminas descargadas desde la serie de cintas transportadoras en la pila que se está formando.
El documento US-A-4.598.901 describe un apilador caracterizado por una particular disposición de los elementos que realizan la superposición de las láminas, es decir, que las coloca en una disposición parcialmente solapada para alimentarlas en la serie de transportadores que descargan las láminas en la pila.
Otro ejemplo de un dispositivo para realizar la superposición de las láminas se describe en el documento US-A
4.776.577.
Ejemplos adicionales de apiladores se describen en los documentos US-A-4.188.861; DE-AS-1148437; EP-A0802025; US-A-3.834.288; US-A-4.040.618; US-A-3.938.674; US-A-3.995.540 y US-A-4.133.523.
El tipo de secuencia de velocidad y de mecanismos utilizados para obtener la variación en la superposición de las láminas, durante la fase transitoria, para retirar una pila y empezar a formar la siguiente, no representa un aspecto específico de la presenta invención, puesto que dicha invención se puede aplicar a cualquier tipo de apilador en el que se requiere una variación en el grado de superposición en la fase transitoria.
Para obtener un apilamiento correcto de las láminas, impidiendo el deslizamiento de las láminas cuando se descargan desde las cintas transportadoras sobre la pila que se está formando, debido a, por ejemplo, al cojín neumático que se forma entre la superficie superior de la pila y la superficie inferior de la lámina que se está descargando sobre dicha pila, es necesario, para las láminas descargadas desde la última cinta transportadora sobre la pila que se está formando, tener un ángulo específico con respecto a la horizontal, es decir, con respecto a la superficie superior de la pila. Con este objetivo, el ángulo de descarga de la última cinta transportadora se elige, en particular, para descargar correctamente las láminas sobre la pila.
No obstante, una vez que se haya establecido el ángulo de descarga del último transportador del apilador, el ángulo efectivo de incidencia con el que la lámina se descarga sobre la pila que se está formando depende, además, del grado de superposición, es decir, del mayor o menor solapamiento de las láminas en los transportadores. Esto significa que, en la fase transitoria, en la que las láminas son solapadas, en mayor medida, entre sí en el recorrido de alimentación a la zona de apilamiento, el ángulo de incidencia con el que las láminas son descargadas en la pila ya no coincide con el ángulo óptimo elegido al diseñar el apilador y definido por la inclinación de la sección final de la última cinta transportadora.
Por lo tanto, existe un riesgo de deslizamiento de las láminas por lo menos en la fase transitoria inicial para formar una pila.
El documento WO-A-8810227 da a conocer un apilador de acuerdo con el preámbulo de la reivindicación 1, en el que el último transportador presenta una inclinación que se puede ajustar en función de las condiciones de funcionamiento del dispositivo, para reducir la variación del ángulo de incidencia de las láminas con respecto a la mesa apiladora cuando varían las condiciones de funcionamiento.
...
Reivindicaciones:
1. Dispositivo para apilar láminas de cartón o similares, que comprende:
- una sección de entrada (3) , en la que las láminas son alimentadas y dispuestas en una disposición superpuesta, con un grado variable recíproco de solapamiento; -una estación apiladora (31) , en la que cantidades predeterminadas de láminas son apiladas sobre una mesa de recogida (33) para formar pilas de láminas;
- una serie de transportadores (9, 11, 13) para transportar las láminas desde dicha sección de entrada hasta dicha estación apiladora; presentando por lo menos el extremo de descarga del último transportador (13) de dicha serie una inclinación ajustable en función de las condiciones de funcionamiento del dispositivo, para reducir la variación del ángulo de incidencia de las láminas con respecto a la mesa apiladora (33) cuando varían dichas condiciones de funcionamiento;
caracterizado porque dicho transportador (13) comprende un elemento flexible (41) continuo, que se desliza sobre una superficie de soporte (45) formada por una placa elásticamente deformable, presentando dicha superficie de soporte (45) una conformación variable para modificar la configuración de dicho elemento flexible (41) ; porque debajo de dicha superficie de soporte (45) está dispuesto un soporte móvil (51, 53, 55) , que actúa sobre dicha placa deformable (45) desde el lado opuesto hasta el lado sobre el cual se desliza dicho elemento flexible.
2. Dispositivo para apilar láminas de cartón o similares, que comprende:
- una sección de entrada (3) , en la que las láminas son alimentadas y dispuestas en una disposición superpuesta, con un grado variable recíproco de solapamiento;
- una estación apiladora (31) , en la que cantidades predeterminadas de láminas son apiladas sobre una mesa de recogida (33) para formar pilas de láminas, pudiendo desplazarse dicha mesa de recogida (33) verticalmente y siendo descendida gradualmente a medida que se forma una pila de láminas alimentadas sobre la misma;
- una serie de transportadores (9, 11, 13) para transportar las láminas desde dicha sección de entrada hasta dicha estación apiladora; presentando por lo menos el extremo de descarga del último transportador (13) de dicha serie una inclinación ajustable en función de las condiciones de funcionamiento del dispositivo, para reducir la variación del ángulo de incidencia de las láminas con respecto a la mesa apiladora (33) cuando dichas condiciones de funcionamiento varían;
caracterizado porque dicho último transportador (13) comprende un elemento flexible (41) continuo, que se desliza sobre una superficie de soporte (45) , formada en parte por una placa, cuya forma y posición son modificadas según las condiciones de funcionamiento del apilador (1) , presentando, de este modo, dicha superficie de soporte (45) una conformación variable para modificar la configuración de dicho elemento flexible (41) .
3. Dispositivo según la reivindicación 1 o 2, caracterizado porque comprende una unidad de control, programada para regular dicha inclinación en función del grado de superposición de las láminas que están siendo alimentadas a lo largo de dicha serie de transportadores.
4. Dispositivo según la reivindicación 2, caracterizado porque dicha superficie de soporte (45) está formada por una placa que se puede deformar elásticamente.
5. Dispositivo según una o más de las reivindicaciones anteriores, caracterizado porque dicha superficie de soporte
(45) comprende por lo menos un canal de guiado (45E) para dicho elemento flexible (41) .
6. Dispositivo según la reivindicación 5, caracterizado porque dicha superficie de soporte (45) está formada por una placa plegada para definir dicho canal de guiado (45E) , que presenta una pluralidad de ranuras alineadas a lo largo del sentido de avance de dichas láminas, para mantener la flexibilidad de dicha placa.
7. Dispositivo según la reivindicación 2, caracterizado porque, debajo de dicha superficie de soporte (45) , con conformación variable, está dispuesto un soporte móvil, que actúa sobre dicha superficie desde el lado opuesto al lado en el que se desliza dicho elemento flexible (41) .
8. Dispositivo según una o más de las reivindicaciones 1, 3 a 7, caracterizado porque dicho soporte móvil comprende una serie de elementos alargados (53) , orientados según el sentido de avance de dicho elemento flexible (41) .
9. Dispositivo según una o más de las reivindicaciones 1, 3 a 8, caracterizado porque dichos elementos alargados
(53) forman una sola pieza entre sí.
10. Dispositivo según una o más de las reivindicaciones 1, 3 a 9, caracterizado porque dicho soporte móvil presenta una superficie de soporte curvada, contra la que se deforma la superficie deslizante del elemento flexible (41) del transportador.
11. Dispositivo según una o más de las reivindicaciones 1, 3 a 10, caracterizado porque dicho soporte móvil oscila alrededor de un eje (A-A) transversal con respecto al sentido de avance de dicho elemento flexible.
12. Dispositivo según la reivindicación 11, caracterizado porque dicho soporte oscila alrededor de un eje (A-A) de rotación de un rodillo de suministro (59) de las láminas, dispuesto corriente abajo del último transportador (13) con respecto al sentido de avance de las láminas.
13. Dispositivo según una o más de las reivindicaciones 1, 3 a 12, caracterizado porque dicho soporte móvil es controlado por un accionador (61) .
14. Dispositivo según una o más de las reivindicaciones 1, 3 a 13, caracterizado porque un primer extremo (45A) de dicha superficie está sujeto a una estructura fija (47) que soporta dichos transportadores y un segundo extremo (45B) está unido a dicho soporte móvil.
15. Dispositivo según la reivindicación 14, caracterizado porque está prevista una unión entre el segundo extremo (45B) de dicha superficie (45) y dicho soporte móvil para permitir un movimiento relativo entre dicho soporte móvil y dicho extremo (45B) .
16. Dispositivo según una o más de las reivindicaciones 1, 3 a 15, caracterizado porque dicho soporte móvil forma una sola pieza con otra superficie de soporte (71) con inclinación variable, formando una continuación de la superficie de soporte (45) con conformación variable.
17. Dispositivo según la reivindicación 16, caracterizado porque dicha otra superficie de soporte (71) es una superficie plana.
18. Dispositivo según una o más de las reivindicaciones anteriores, caracterizado porque dicha inclinación está controlada para asumir una pluralidad de valores discretos en función de las condiciones de funcionamiento del dispositivo.
19. Dispositivo según una o más de las reivindicaciones anteriores, caracterizado porque dicha inclinación es controlada para ser modificada continuamente en función de dichas condiciones de funcionamiento, manteniendo esencialmente constante el ángulo de incidencia de las láminas con respecto a la mesa apiladora (33) .
Patentes similares o relacionadas:
Apilador de láminas y método para formar pilas de láminas de paquetes de láminas escalonados, del 22 de Abril de 2020, de Guangdong Fosber Intelligent Equipment Co., Ltd: Un apilador de láminas que comprende: - una disposición de transportador de láminas , configurada para alimentar una pluralidad de láminas (C) sucesivamente en una […]
Sistema para embalaje automático de revistas y periódicos para cada vendedor de prensa individual, del 12 de Febrero de 2020, de Klotzner, Stefan: Sistema para embalaje automático de revistas y periódicos que consta de: - un módulo de suministro que se encuentra colocado al comienzo del sistema […]
Disposición de depósito de pliegos, del 18 de Septiembre de 2019, de BHS CORRUGATED MASCHINEN- UND ANLAGENBAU GMBH: Disposición de depósito de pliegos para depositar pliegos en pilas de pliegos, que comprende a) al menos un dispositivo de depósito de pliegos i) con una […]
Apilador de láminas y procedimiento para formar pilas de láminas que contienen diferentes trabajos de láminas, del 7 de Agosto de 2019, de FOSBER S.P.A.: Apilador de láminas que comprende: - una disposición de transportador de láminas , configurada para alimentar una pluralidad de láminas (C) en […]
Aparato y método para apilar material en lámina corrugado, del 28 de Marzo de 2018, de Alliance Machine Systems International, LLC: Un aparato para apilar material en lámina recibido desde una máquina transformadora, que comprende: una sección de recorte para recibir una […]
 MÉTODO Y APARATO PARA FORMAR PILAS UNIFORMES DE OBJETOS DESIGUALES SUSTANCIALMENTE PLANOS, del 11 de Febrero de 2011, de KIN MACHINEBOUW RIJEN B.V: Método para formar pilas uniformes de objetos sustancialmente planos que no tienen el mismo espesor en toda su superficie, que comprende […]
MÉTODO Y APARATO PARA FORMAR PILAS UNIFORMES DE OBJETOS DESIGUALES SUSTANCIALMENTE PLANOS, del 11 de Febrero de 2011, de KIN MACHINEBOUW RIJEN B.V: Método para formar pilas uniformes de objetos sustancialmente planos que no tienen el mismo espesor en toda su superficie, que comprende […]
DISPOSITIVO PARA APILAR UN FLUJO ENTRANTE DE PLIEGOS., del 16 de Noviembre de 2006, de E.C.H. WILL GMBH: Dispositivo para apilar un flujo entrante de pliegos, en particular, para apilar pliegos conformados en dispositivos de corte de formato […]
 DISPOSITIVO PARA EL ARCHIVO ORDENADO DE TARJETAS DE IDENTIFICACION (ID), del 1 de Junio de 2008, de WINCOR NIXDORF GMBH & CO KG: Dispositivo para el archivo ordenado de tarjetas de identificación (ID) , comprendiendo un contenedor con al menos dos paredes laterales , una pared […]
DISPOSITIVO PARA EL ARCHIVO ORDENADO DE TARJETAS DE IDENTIFICACION (ID), del 1 de Junio de 2008, de WINCOR NIXDORF GMBH & CO KG: Dispositivo para el archivo ordenado de tarjetas de identificación (ID) , comprendiendo un contenedor con al menos dos paredes laterales , una pared […]