MÉTODO Y APARATO PARA FORMAR PILAS UNIFORMES DE OBJETOS DESIGUALES SUSTANCIALMENTE PLANOS.
Método para formar pilas uniformes (2) de objetos (3) sustancialmente planos que no tienen el mismo espesor en toda su superficie,
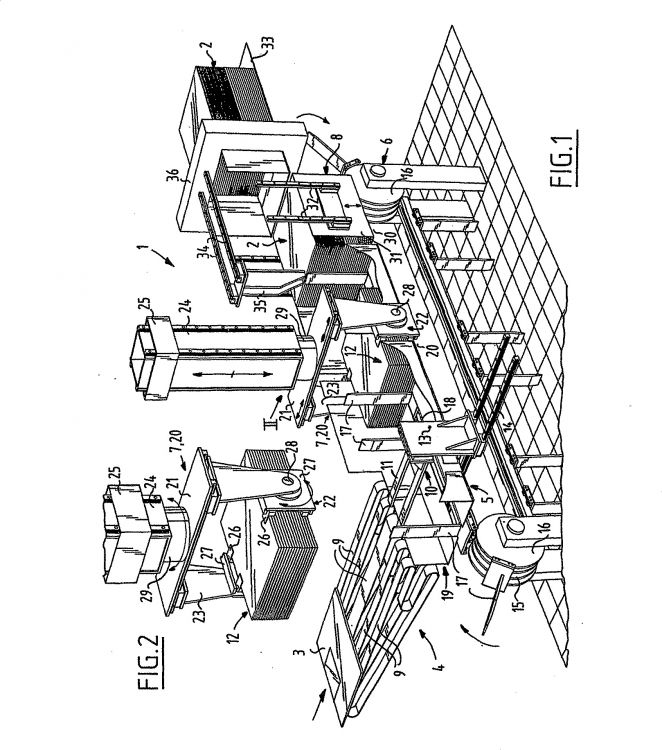
que comprende las 5 operaciones de: alimentar los objetos (3), apilar los objetos suministrados (3) unos sobre otros en al menos dos pilas parciales (12) sustancialmente iguales, transportar las pilas parciales (12) a un lugar (30) de combinación y combinar las pilas parciales (12) en una pila uniforme (2) en este lugar (30), en donde durante el transporte al menos una de las pilas parciales (12) es separada, girada selectivamente un ángulo determinado sobre un eje (28) sustancialmente paralelo al plano principal de los objetos apilados (3) y/o un eje (29) sustancialmente perpendicular a dicho plano principal, colocado atrás y transportado de nuevo une vez más
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/NL2002/000232.
Solicitante: KIN MACHINEBOUW RIJEN B.V.
Nacionalidad solicitante: Países Bajos.
Dirección: STEDENBAAN 15 5121 DP RIJEN PAISES BAJOS.
Inventor/es: VAN DER POEL,CORNELIS,LUDOVICUS,MARIA.
Fecha de Publicación: .
Fecha Solicitud PCT: 10 de Abril de 2002.
Clasificación Internacional de Patentes:
- B65H15/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65H MANIPULACION DE MATERIALES DELGADOS O FILIFORMES, p. ej. HOJAS, BANDAS, CABLES. › B65H 15/00 Vuelco de artículos. › Vuelco de pilas.
- B65H29/18 B65H […] › B65H 29/00 Entrega o avance de los artículos a la salida de las máquinas; Avance de los artículos hacia las pilas o cuando ya están en ellas (unión, colocación o agrupación de artículos B65H 39/00; combinaciones de operaciones de apilado y de sacado de artículos que presentan otro interés que la operación individual de apilado o de sacado de artículos B65H 83/00; recirculación de artículos B65H 85/00; para artículos que no están definidos por la nota (3) (i) de la presente subclase, ver B65G). › y que introducen los artículos en una pila.
- B65H31/04 B65H […] › B65H 31/00 Receptores de pilas (soportes utilizados para unión, colocación o agrupación de artículos B65H 39/00; combinaciones de operaciones de apilado y de sacado de artículos que presentan otro interés que la operación individual de apilado o de sacado de artículos B65H 83/00). › con soporte de extremo móvil dispuesto para recular a medida que la pila se forme.
- B65H31/30 B65H 31/00 […] › Disposiciones para quitar las pilas completadas (correa, cadena o dispositivos de recepción móviles análogos B65H 31/28).
- B65H33/02 B65H […] › B65H 33/00 Formación de lotes contados en las pilas o en la corriente de entrega de artículos. › desplazando una lámina o pieza análoga en la pila.
Clasificación PCT:
- B65H15/02 B65H 15/00 […] › Vuelco de pilas.
- B65H29/18 B65H 29/00 […] › y que introducen los artículos en una pila.
- B65H31/04 B65H 31/00 […] › con soporte de extremo móvil dispuesto para recular a medida que la pila se forme.
- B65H31/30 B65H 31/00 […] › Disposiciones para quitar las pilas completadas (correa, cadena o dispositivos de recepción móviles análogos B65H 31/28).
- B65H33/02 B65H 33/00 […] › desplazando una lámina o pieza análoga en la pila.
Clasificación antigua:
- B65H15/02 B65H 15/00 […] › Vuelco de pilas.
- B65H29/18 B65H 29/00 […] › y que introducen los artículos en una pila.
- B65H31/04 B65H 31/00 […] › con soporte de extremo móvil dispuesto para recular a medida que la pila se forme.
- B65H31/30 B65H 31/00 […] › Disposiciones para quitar las pilas completadas (correa, cadena o dispositivos de recepción móviles análogos B65H 31/28).
- B65H33/02 B65H 33/00 […] › desplazando una lámina o pieza análoga en la pila.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
La invención se refiere a un método para formar pilas uniformes de objetos desiguales sustancialmente planos y a un aparato para ejecutar este método. Diferentes métodos y aparatos son ya conocidos para formar pilas uniformes de tales objetos que no tienen el mismo espesor en toda su superficie, tales como por ejemplo cajas de empaquetado aplastadas. La formación de tales pilas uniformes es importante cuando estas cajas de empaquetado en el estado aplastado han de ser empaquetadas en un paquete exterior o deben ser dispuestas en pilas, por ejemplo, para ser entregadas a un usuario final.
10 Un aparato es conocido por US-A-3 970 202 para formar pilas uniformes de tales objetos. Este conocido aparato se proporciona con un transportador de alimentación que es giratorio sobre un eje horizontal entre dos posiciones. En cada una de estas posiciones el transportador accede a un lugar de apilamiento. El aparato se proporciona además con un mecanismo sujetador con un brazo giratorio sobre un
15 eje horizontal. Este mecanismo recoge una pila de uno de los lugares de apilamiento y la mueve con un movimiento de giro a través de 180º al otro lugar de apilamiento, en el que las dos pilas dispuestas en direcciones opuestas son combinadas para formar una pila única uniforme. En US-A-4 264 265 se describe un aparato con el mismo propósito que tiene un transportador de alimentación que conduce a una primera estación de apilamiento. Esta estación de apilamiento se proporciona con una base desmontable, mediante la cual una pila puede ser bajada a una segunda estación de apilamiento situada bajo la primera. Esta segunda estación de apilamiento puede ser girada 180º alrededor de un eje vertical. Después de la rotación de la pila sobre la segunda estación de apilamiento, una segunda pila puede ser bajada desde la primera estación de apilamiento y colocada sobre la primera pila girada, de modo que se forma también una pila uniforme.
En un aparato similar conocido por el documento US-A-4 474 521 el transportador de alimentación sale en una estación de apilamiento única. De esta 30 estación las pilas son recogidas por medios sujetadores suspendidos de un transportador sin fin. El transportador transporta los sujetadores con las pilas en los mismos a un lugar en el que las dos pilas son combinadas en una pila única. Los medios sujetadores son aquí girados alternativamente a través de 180º y no girados durante el transporte, de modo que las pilas sucesivas se enfrentan en direcciones opuestas.
En US-A-5 078 260 se describe un aparato en el que el transportador de alimentación está provisto de dos transportadores separados, extendiéndose cada uno a través de unta trayectoria curvilínea. Las trayectorias de los transportadores se escogen en esta memoria de modo que los artículos que corren a lo largo de una trayectoria son girados a lo largo de 180º con relación a los artículos en la otra trayectoria. Ambas trayectorias de transporte conducen a apiladores colocados mutuamente adyacentes, siendo ambas pilas combinadas inmediatamente para formar una `pila uniforme única.
Finalmente, otro aparato es conocido por US-A-5 396 752 en el que las pilas que se forman sobre el lado de alimentación interior que es entonces transportado entre dos correas transportadoras. Una sección de las dos correas transportadoras es entonces recibida en un bastidor inclinable alrededor de un eje paralelo a la dirección de transporte. Mediante el giro alternativo a través de 180º y la ausencia de giro del bastidor con las correas transportadoras, sucesivos apilamientos son colocados en
15 direcciones opuestas entre sí. Después del transporte, estas pilas son combinadas en direcciones opuestas dentro de una pila uniforme única. El documento EP-A-0 337 039 describe un método para preparar la formación de pilas uniformes de objetos sustancialmente planos que no tienen el mismo espesor en la totalidad de la superficie, tales como por ejemplo sacos o bolsas. El método comprende las operaciones de alimentar los objetos, apilar los objetos suministrados unos sobre otros en al menos dos pilas de partes sustancialmente iguales, transportar las pilas de partes a un lugar de combinación, en el que durante el transporte al menos una de las pilas de partes se hace girar a lo largo de un ángulo determinado sobre un eje sustancialmente perpendicular al plano principal de los objetos apilados y una vez
25 más transportados de nuevo. El documento de la técnica anterior describe también un aparato para preparar la formación de pilas uniformes de objetos sustancialmente planos que no tienen el mismo espesor sobre la totalidad de su superficie. Este aparato de la técnica anterior comprende medios para alimentar los objetos, medios para apilar los objetos suministrados unos sobre otros en al menos dos pilas parciales sustancialmente iguales, medios para el transporte de las pilas parciales a un lugar de combinación, medios dispuestos entre los medios de apilamiento y el lugar de combinación para hacer girar al menos una de las partes apiladas sobre los medios de transporte a lo largo de un ángulo predeterminado, en el que los medios de giro comprenden al
menos un miembro de sujeción que es giratorio sobre un eje sustancialmente perpendicular al plano principal de los objetos apilados. En US-A-4 655 663 se describe una máquina para apilar libros, que comprende un transportador horizontal y una plataforma giratoria dispuesta encima del transportador. La plataforma puede ser bajada para que recoja un libro del transportador, el cual puede se girado sobre un eje vertical y devuelto al transportador. Los libros son entonces apilados con sus dorsos en direcciones opuestas.
En IT-B-1 237 280 se describe un aparato para apiñar bolsas que incluye una mesa giratoria dispuesta entre dos transportadores horizontales. Pilas parciales de 10 bolsas se turnan sobre un eje vertical y son entonces apiladas con los mangos de las
bolsas en direcciones opuestas.
Finalmente, US-A-6 128 887 describe un método y un aparato para apilar envolturas en los cuales las pilas parciales de envolturas son suministradas en posición erecta, recogidas por sujetadores y hachas girar un ángulo de 90º sobre un eje perpendicular a su plano principal para colocarlas sobre otro borde. Durante este movimiento algunos de las pilas parciales son también giradas a lo largo de un ángulo de 180 grados sobre un eje paralelo al plano principal de las envolturas, para colocar las pilas de partes adyacentes de las envolturas con sus extremos más gruesos en direcciones opuestas.
20 La invención tiene ahora el objeto mejorar los métodos existentes de formación de pilas uniformes sobre una base de objetos plana de espesor desigual. Se comprende aquí que una pila significa no solamente un apilamiento vertical de objetos orientados horizontalmente, sino también un apilamiento de objetos adyacentes erectos.
25 Según un primer aspecto, la invención proporciona para este propósito un método para formar pilas uniformes de objetos sustancialmente planos que no tienen el mismo espesor en la totalidad de su superficie, que comprende las operaciones de alimentar los objetos, apilar los objetos suministrados unos encima de otros en al menos dos pilas parciales sustancialmente iguales, transportar las pilas parciales a un lugar de combinación y combinar las pilas parciales en una pila uniforme en ese lugar, en el que durante el transporte al menos una de las pilas parciales es separada, girada selectivamente a lo largo de un ángulo predeterminado sobre un eje sustancialmente paralelo al plano principal de los objetos apilados y/o sobre un eje sustancialmente perpendicular a dicho plano principal, colocada de nuevo y una vez de nuevo transportada además.
Puesto que la parte apilada para ser girada es separada durante el transporte, el movimiento giratorio puede ser efectuado de manera sencilla, porque no es necesario mantener mucho espacio limpio para este propósito. Además, la duración del ciclo es por tanto difícilmente influenciada por el movimiento giratorio.
5 La al menos una pila parcial puede por tanto ser girada sobre un eje sustancialmente paralelo al plano principal de los objetos apilados, por lo que la parte apilada pasa por tanto a extenderse con un lado diferente que mira hacia fuera. En adición o alternativamente, también es posible para al menos una parte apilada ser girada sobre un eje sustancialmente perpendicular al plano principal de los objetos
10 apilados. El mismo lado de la pila permanece por tanto mirando hacia...
Reivindicaciones:
1. Método para formar pilas uniformes (2) de objetos (3) sustancialmente
planos que no tienen el mismo espesor en toda su superficie, que comprende las 5 operaciones de:
alimentar los objetos (3), apilar los objetos suministrados (3) unos sobre otros en al menos dos pilas parciales (12) sustancialmente iguales, transportar las pilas parciales (12) a un lugar (30) de combinación y combinar las pilas parciales (12) en una pila uniforme (2) en este lugar (30), en donde durante el transporte al menos una de las pilas parciales (12) es separada, girada selectivamente un ángulo determinado sobre un eje (28) sustancialmente paralelo al plano principal de los objetos apilados (3) y/o un eje (29) sustancialmente perpendicular a dicho plano principal, colocado atrás y transportado de nuevo une vez más.
2. Método según la reivindicación 1, caracterizado porque la al menos una pila parcial (12) se hace girar un ángulo de sustancialmente 180º.
3. Método según se reivindica en las reivindicaciones 1 ó 2, caracterizado porque las pilas parciales (12) son encerradas sustancialmente sobre todos los lados durante las diferentes operaciones.
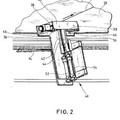
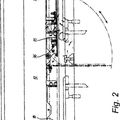
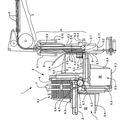
medios (4) para alimentar los objetos (3), medios (5) para apilar los objetos suministrados (3) unos sobre otros en al 35 menos dos pilas parciales (12) sustancialmente iguales, medios (6) para transportar las pilas parciales (12) a un lugar (30) de combinación. medios (20) para combinar las pilas parciales (12) dentro de una pila uniforme (2) en este lugar (30), y medios (7) dispuestos entre los medios apilados (5) y el lugar (30) de combinación para separar al menos una de las pilas parciales (12) de los medios (6) de transporte, haciendo girar dicha pila parcial (12) a través de un ángulo determinado y colocando dicha pila parcial (12) de nuevo sobre los medios (6) de transporte. en donde dichos medios (7) giratorios y de separación comprenden al menos un 10 miembro (22) de sujeción para la al menos una pila parcial (12), dicho al menos un miembro (22) de sujeción que es selectivamente giratorio sobre un eje (28) sustancialmente paralelo al plano principal de los objetos (12) seleccionados y/o sobre un eje (29) sustancialmente perpendicular a dicho plano principal. 15 6. Aparato (1) según la reivindicación 5, caracterizado porque el al menos un miembro (22) de sujeción es movible sustancialmente de modo transversal a la dirección de transporte. 7. Aparato (1) según la reivindicación 5, caracterizado porque los medios de 20 separación y giratorios (7) están integrados con los medios (20) de combinación. 8. Aparato (1) según se reivindica en cualquiera de las reivindicaciones 5-7, caracterizado porque los medios (5) de apilamiento comprenden al menos un miembro portador (10) movible de modo sustancialmente transversal a la dirección de 25 transporte. 9. Aparato (1) según la reivindicación 8, caracterizado porque el al menos un miembro portador (10) es movible en una primera dirección para la formación de las pilas parciales (12), y es movible en una segunda dirección para la transferencia de las 30 pilas parciales (12) formadas para los medios (6) de transporte. 10. Aparato (1) según cualquiera de las reivindicaciones 5-9, caracterizado por al menos un miembro de separación movible que actúa conjuntamente con los medios (4) de alimentación y para la colocación en la trayectoria, de los objetos suministrados 35 (3). 11. Aparato (1) según cualquiera de las reivindicaciones 5-10, caracterizado por medios (8) para descargar las pilas (2) uniformes formadas, cuyos medios de descarga (8) comprenden al menos un miembro portador (31) movible sustancialmente de modo transversal a la dirección de transporte. 12. Aparato (1) según cualquiera de las reivindicaciones 5-11, caracterizado porque los medios (5) de apilamiento, los medios (6) de transporte, los medios (7) de separación y giratorios y/o los medios (20) de combinación están adaptados ara 10 encerrar las pilas parciales sustancialmente sobre todos los lados. 13. Aparato (1) según la reivindicación 12, caracterizado porque los medios (6) de transporte comprenden un transportador (15) guiado entre caídas y que tiene enganches (17) de desplazamiento que sobresalen. 25 4. Método según se reivindica en cualquiera de las reivindicaciones anteriores, caracterizado porque el transporte de las pilas parciales (12) continúa escalonadamente, y la separación y rotación de las al menos una pila parcial (12) tiene lugar entre dos etapas de transporte.
30 5. Aparato (1) para formar pilas uniformes (2) de objetos (3) sustancialmente planos que no tienen el mismo espesor en toda su superficie, que comprende:
Patentes similares o relacionadas:
Dispositivo para separar paquetes de productos laminares y máquina que utiliza dicho dispositivo, del 18 de Marzo de 2019, de FABIO PERINI S.P.A.: Dispositivo para dividir una pila (P, P1, P2) de productos laminares en paquetes (M, M1, M2) y para separar dichos paquetes uno de otro, que comprende: un […]
Procedimiento y dispositivo para la formación de pilas de productos a partir de cortes de productos plegados y no plegados de papel, celulosa o similares, del 5 de Octubre de 2016, de Winkler + Dünnebier GmbH: Procedimiento para la formación de pilas de productos de cortes de productos plegados o no plegados de papel, celulosa o similares, en el que los cortes […]
Sistema para la separación, distribución y empaquetado de montones de láminas de papel, del 31 de Diciembre de 2014, de CISATEC, COOP.V: Sistema para la separación, distribución y empaquetado de láminas de papel, aplicable a servilletas, etiquetas, pañuelos, toallitas y demás láminas susceptibles de realizarse […]
 Transporte de bandas de material de múltiples capas de la industria transformadora de papel o transformadora de cartón, del 22 de Agosto de 2012, de E.C.H. WILL GMBH: Procedimiento para el transporte de una banda de material movida de la industria transformadora de papal o transformadora de cartOn, en el que la banda de material […]
Transporte de bandas de material de múltiples capas de la industria transformadora de papel o transformadora de cartón, del 22 de Agosto de 2012, de E.C.H. WILL GMBH: Procedimiento para el transporte de una banda de material movida de la industria transformadora de papal o transformadora de cartOn, en el que la banda de material […]
 ESTACION DE RECEPCION DE PRENSA DE CONFORMACION, del 7 de Enero de 2010, de BOBST S.A.: Estación de recepción de prensa de conformación de hojas de papel o de cartón para formar pilas de pliegos separadas y estables por debajo de los útiles de la prensa, con […]
ESTACION DE RECEPCION DE PRENSA DE CONFORMACION, del 7 de Enero de 2010, de BOBST S.A.: Estación de recepción de prensa de conformación de hojas de papel o de cartón para formar pilas de pliegos separadas y estables por debajo de los útiles de la prensa, con […]
MAQUINA PARA EL TROQUELADO DE PIEZAS., del 16 de Enero de 2007, de BOBST S.A.: Máquina para el troquelado de piezas en hojas de papel, cartón o material análogo, que comprende un puesto de alimentación en hojas , un marginado un puesto de troquelado […]
DISPOSITIVO Y PROCEDIMIENTO PARA LA SEPARACION DE PAQUETES DE PRODUCTOS LAMINARES ENTRE SI., del 16 de Febrero de 2006, de FABIO PERINI S.P.A.: Dispositivo para dividir una pila de productos laminares en paquetes y para separar dichos paquetes (M1-Mn) entre sí, que comprende un recorrido de avance de dicha […]
 METODO Y DISPOSITIVO PARA FORMAR PILAS DE OBJETOS PLANOS LIBERADOS DE FORMA CONTINUA, del 2 de Septiembre de 2009, de FERAG AG: Procedimiento para la formación de pilas de objetos planos, alimentándose los objetos imbricados unos en otros y en lo esencial erguidos […]
METODO Y DISPOSITIVO PARA FORMAR PILAS DE OBJETOS PLANOS LIBERADOS DE FORMA CONTINUA, del 2 de Septiembre de 2009, de FERAG AG: Procedimiento para la formación de pilas de objetos planos, alimentándose los objetos imbricados unos en otros y en lo esencial erguidos […]