Procedimiento y dispositivo para sellar una lámina desgarrable sobre un elemento de embalaje.
Procedimiento para formar una costura de sellado entre una lámina desgarrable (12),
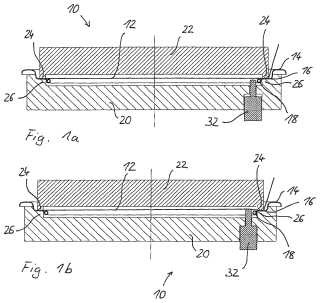
la cual está provista de unalengüeta de desgarre, y un elemento de embalaje (14), el cual comprende por lo menos una etapa de sellado, en lacual el elemento de embalaje (14) y la lámina (12) son comprimidos entre una herramienta inferior (20), que aloja elelemento de embalaje (14), y una herramienta superior (22), de tal manera que en las zonas de borde de la lámina(12) y del elemento de embalaje (14) se forme una costura de sellado (28) perimetral, siendo la costura de sellado(28) parcialmente destruida o debilitada por su borde interior (30) en la zona de una lengüeta de desgarre duranteuna etapa de sellado o en una etapa posterior sin sellado, caracterizado porque durante una etapa de sellado odespués de la misma, en la cual el elemento de embalaje y la lámina son comprimidos entre la herramienta superiory la herramienta inferior, la lámina (12) es abombada o elevada por una zona interior, circundada por la costura desellado (28), en el sentido de su cara superior opuesta al elemento de embalaje (14).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E09009023.
Solicitante: Rainer Naroska Verpackungsmaschinen GmbH & Co. KG.
Nacionalidad solicitante: Alemania.
Dirección: Platanenstr. 7 32108 Bad Salzuflen ALEMANIA.
Inventor/es: Naroska,Marcus.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B65B61/18 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 61/00 Dispositivos accesorios diversos que operan sobre hojas, cintas, bandas, ataduras, receptáculos o paquetes, no previstos en otro lugar. › para aplicar o incorporar elementos de apertura o de desembalado de paquetes, p. ej. bandas de desgarre.
- B65B7/28 B65B […] › B65B 7/00 Cierre de los receptáculos o recipientes después del llenado. › aplicando cierres separados preformados, p. ej. cubiertas, capuchones.
PDF original: ES-2395600_T3.pdf
Fragmento de la descripción:
Procedimiento y dispositivo para sellar una lámina desgarrable sobre un elemento de embalaje.
La presente invención se refiere a un procedimiento para formar una costura de sellado entre una lámina desgarrable y un elemento de embalaje, según el preámbulo de la reivindicación 1, así como a un dispositivo correspondiente según el preámbulo de la reivindicación 8.
La patente US nº 4.948.441 describe un procedimiento y un dispositivo para la fabricación de una tapa de recipiente que hay que abrir, en la cual se forma un punto de rotura controlada mediante un resalto en la herramienta superior en la superficie de troquelado durante el procedimiento de sellado.
Un gran número de productos de consumo se ofrece en embalajes, los cuales están obturados mediante lámina desgarrable. Por ejemplo, se sellan recipientes de tipo de copa con una lámina de aluminio, plástico o un material compuesto. Este sellado tiene lugar, normalmente, gracias a que el recipiente de embalaje y la lámina que reposa encima son introducidos entre dos herramientas y son comprimidos entre estas, de manera que un revestimiento de sellado fusible de la lámina puede formar, con el borde del embalaje, una unión de material.
En esta etapa de sellado se puede comprimir por ejemplo la herramienta superior desde arriba contra la herramienta inferior que acoge el recipiente de embalaje, o la herramienta inferior es elevada, sin embargo, contra la herramienta superior. Es posible también una combinación de movimientos de herramienta axiales de este tipo como está representado, por ejemplo, en el documento EP 1 990 281 A2. Las designaciones de herramienta superior e inferior no deberían entenderse en lo que viene a continuación como limitantes para una orientación espacial de la disposición de herramientas, sino que se orientan únicamente a que el embalaje esté dispuesto de manera adecuada en la herramienta dispuesta abajo. Además, debe designar en lo que viene a continuación el concepto de “elemento de embalaje” tanto los recipientes de embalaje que hay que sellar así como las copas o similares, así como también partes de ellos. Usualmente hay que sellar por ejemplo únicamente una parte del embalaje, tal como por ejemplo un anillo intermedio, de la manera descrita más arriba con una lámina y conectar este anillo intermedio, a continuación, mediante rebordeado u otro procedimiento, con el resto del embalaje para dar un recipiente.
Mediante el sellado se forma, en las zonas del borde de la lámina y del elemento de embalaje, una costura de sellado estanca completamente circundante. Esta costura de sellado debe ser suficientemente fuerte para conseguir una obturación fiable del embalaje. Un procedimiento conocido prevé p. ej., después de una primera etapa de sellado, una o varias etapas de sellado adicionales, en las cuales en caso de una compresión adicional de la lámina y del elemento de embalaje la costura de sellado es ensanchada o se mejora la adherencia de sellado. Las medidas que aumentan la resistencia de la costura sellada, como por ejemplo un ensanchamiento de la costura, conducen sin embargo, por otro laso, a un desgarre dificultado. Por este motivo se desea formar la costura de tal manera que, por un lado, resista una presión interior elevada y, por el otro, se reduzcan las fuerzas de desagarre máximas que aparecen.
Al inicio del procedimiento de apertura aparecen, en la lengüeta de desgarre, por regla general las fuerzas de desgarre por regla general mayores. Si se desgarra, por ejemplo, una costura en forma de arco desde el exterior, aumenta fuertemente de forma muy rápida la longitud del canto de desgarre transversalmente con respecto a la dirección de desgarre, es decir a lo largo de la anchura del embalaje. Es posible reducir las fuerzas de desgarre mediante recortes en forma de entalladuras o arcos en el borde exterior de la costura de sellado, como por ejemplo está representado en el documento EP 0 344 340 A1 y en el CH 680 422 A5. Las soluciones mostradas allí se concentran, esencialmente, en una reducción de las fuerzas al desgarrar la costura, no en una reducción dela fuerzade desgarre máxima. Ésta se aumenta, con frecuencia, mediante amontonamientos de material de sellado en los bordes de la costura, que se forman gracias a que, en caso de compresión del elemento de embalaje con la lámina, es empujado material de sellado hacia la zona interior y exterior del embalaje. El sellado en la zona de los amontonamientos es especialmente fuerte y debe ser roto en la pared interior, de forma desfavorable, precisamente en el momento en que se alcanza la longitud máxima del canto de desgarre más allá de la costura de sellado. Los problemas que aparecen a causa de este efecto ni se mencionan ni se resuelven en el estado de la técnica citado con anterioridad.
Por lo tanto, el problema que se plantea la presente invención es, continuar desarrollando un procedimiento para el sellado de una lámina desgarrable sobre un elemento de embalaje en el cual la fuerza de desgarre máxima sea reducida durante el desgarre de la lámina, sin que la geometría de la costura de sellado o las formas de las superficies de troquelado de las herramientas para la compresión del elemento de embalaje con la lámina tengan que ser modificadas de manera esencial. La invención se plantea en especial el problema de impedir que la fuerza de desgarre máxima sea aumentada adicionalmente mediante amontonamientos de material de sellado en la zona del borde interior de la costura sellada.
Otro problema adicional consiste en la creación de un dispositivo correspondiente para la formación de una costura sellada entre la lámina desgarrable y un elemento de embalaje, que cumpla el planteamiento de objetivos descrito con anterioridad.
Estos problemas se resuelven según la invención mediante un procedimiento con las características de la reivindicación 1 así como mediante un dispositivo con las características de la reivindicación 7.
En el procedimiento según la invención la costura de sellado es, durante una etapa de sellado o una etapa siguiente sin sellado, en la cual el elemento de embalaje y la lámina son comprimidas entre la herramienta superior y la inferior, destruida o debilitada parcialmente en su borde interior. La sujeción entre la lámina y el elemento de embalaje es, por consiguiente, debilitada por lo menos fuertemente en esta zona del borde interior, ventajosamente en la zona perimétrica en la cual está dispuesta la lengüeta de desgarre, o es eliminada por completo en una zona parcial que se extiende radialmente desde dentro en la costura de sellado.
Esta destrucción o debilitamiento parcial de la costura de sellado puede tener lugar mediante diferentes medidas, que están descritas en las reivindicaciones subordinadas 2 a 6.
Según una forma de realización preferida, se abomba o eleva la lámina, durante o después de una etapa de sellado, en una zona interior perimetral desde la costura de sellado en el sentido de su cara superior opuesta al elemento de embalaje.
Este abombamiento o esta elevación desde la posición apoyada plana sobre el elemento de embalaje conduce a que el contacto entre la lámina y el elemento de embalaje sea debilitado por lo menos en el borde interior de la costura de sellado. El abombamiento o la elevación tiene lugar después de que la costura sellada haya sido formada por completo. Con ello ésta es destruida de nuevo parcialmente, desde el borde interior, y la adhesión entre la lámina y el elemento de embalaje es por lo menos debilitada en el borde interior de la costura de sellado.
El abombamiento o la elevación tiene lugar preferentemente mediante el ejercicio de una presión mecánica contra la cara inferior de la lámina.
Esta presión mecánica es ejercida, preferentemente, mediante un empujador previsto en la herramienta inferior.
Según una forma de realización preferida el empujador está dispuesto de forma móvil en la herramienta inferior y se puede elevar, mediante un accionamiento de elevación, en el sentido de la herramienta superior.
Esta movilidad del empujador permite una elevación de la zona interior de la lámina durante una etapa de sellado. Al mismo tiempo la lámina es comprimida, apoyada en primer lugar plana sobre el elemento de embalaje, con éste, con lo cual se forma una costura de sellado perimetral. El abombamiento de la lámina tiene lugar justo después en la herramienta todavía cerrada. Esto tiene lugar con la ayuda de una accionamiento, el cual presiona el empujador desde abajo contra la zona interior de la lámina y, por consiguiente, destruye o debilita parcialmente la costura de sellado en su borde interior.
Este empujador está dispuesto, según otra forma de... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para formar una costura de sellado entre una lámina desgarrable (12) , la cual está provista de una lengüeta de desgarre, y un elemento de embalaje (14) , el cual comprende por lo menos una etapa de sellado, en la cual el elemento de embalaje (14) y la lámina (12) son comprimidos entre una herramienta inferior (20) , que aloja el elemento de embalaje (14) , y una herramienta superior (22) , de tal manera que en las zonas de borde de la lámina
(12) y del elemento de embalaje (14) se forme una costura de sellado (28) perimetral, siendo la costura de sellado
(28) parcialmente destruida o debilitada por su borde interior (30) en la zona de una lengüeta de desgarre durante una etapa de sellado o en una etapa posterior sin sellado, caracterizado porque durante una etapa de sellado o después de la misma, en la cual el elemento de embalaje y la lámina son comprimidos entre la herramienta superior y la herramienta inferior, la lámina (12) es abombada o elevada por una zona interior, circundada por la costura de sellado (28) , en el sentido de su cara superior opuesta al elemento de embalaje (14) .
2. Procedimiento según la reivindicación 1, caracterizado porque el abombamiento o la elevación tienen lugar ejerciendo una presión mecánica contra la cara inferior de la lámina (12) .
3. Procedimiento según la reivindicación 2, caracterizado porque la presión mecánica es ejercida mediante un empujador (32) previsto en la herramienta inferior (20) .
4. Procedimiento según la reivindicación 3, caracterizado porque el empujador (32) está dispuesto de forma móvil en la herramienta inferior (20) y se puede elevar, mediante un accionamiento de elevación en el sentido de la herramienta superior (22) .
5. Procedimiento según la reivindicación 3, caracterizado porque el empujador (32) está dispuesto de manera fija en la herramienta inferior (20) .
6. Procedimiento según la reivindicación 2, caracterizado porque la presión mecánica es ejercida accionando la cara inferior de la lámina (12) con una sobrepresión de gas o la cara superior de la lámina (12) con una depresión de gas.
7. Dispositivo para sellar una lámina desgarrable sobre un elemento de embalaje, con una herramienta inferior (20) para alojar un elemento de embalaje (16) y una herramienta superior (22) , cuya herramienta inferior (20) y herramienta superior (22) se pueden mover de manera axial una contra otra para comprimir la lámina (12) con el elemento de embalaje (14) , caracterizado porque la herramienta inferior (20) está provista, en el canto interior de su superficie de troquelado (26) o en la proximidad del mismo, de un empujador (32) que se puede presionar contra la lámina.
8. Dispositivo según la reivindicación 7, caracterizado porque el empujador (32) es axialmente móvil entre una posición retraída, en la cual su extremo está retraído con respecto a su superficie de troquelado (26) , y una posición extendida, en la cual su extremo sobresale, por encima de la superficie de troquelado (26) , en el sentido de la herramienta (22) opuesta y porque el dispositivo comprende un accionamiento para mover el empujador (32) con respecto a su herramienta (20) .
9. Dispositivo según la reivindicación 7, caracterizado porque el empujador (32) está dispuesto de manera fija y su extremo sobresale, por encima de la superficie de troquelado (24) , en el sentido de la herramienta (22) opuesta.
10. Dispositivo según una de las reivindicaciones 7 a 9, caracterizado porque la herramienta (22) opuesta al empujador (32) en la zona del empujador (32) está provista de una escotadura (38) en el canto interior de su superficie de troquelado (26) .
Patentes similares o relacionadas:
MÁQUINA PARA DECORAR TAPAS DE ENVASES, del 25 de Junio de 2020, de TECOMSA MAQUINARIA INDUSTRIAL DEL LEVANTE, S.L.U: 1. Máquina para decorar tapas de envases que está caracterizada porque comprende un chasis que aloja una cinta transportadora que alimenta a una […]
Sistema y proceso de envasado por soplado, llenado y sellado en frío, del 15 de Abril de 2020, de R.P. SCHERER TECHNOLOGIES, LLC: Un método para el envasado por soplado, llenado y sellado de un producto sensible al calor que está sujeto a la desnaturalización y/o precipitación en el caso de que el […]
Procedimiento para el llenado aséptico de bolsas, del 8 de Abril de 2020, de Scholle IPN Corporation: Un procedimiento para llenar una bolsa aséptica que comprende los pasos de: - proporcionar una bolsa , incluyendo la bolsa un cuerpo que tiene una pluralidad […]
 Método para producir y llenar un recipiente de envase, del 29 de Enero de 2020, de Å&R Carton Lund AB: Un método para producir y llenar un recipiente de envase de cartón con material pulverulento en donde el método comprende las etapas […]
Método para producir y llenar un recipiente de envase, del 29 de Enero de 2020, de Å&R Carton Lund AB: Un método para producir y llenar un recipiente de envase de cartón con material pulverulento en donde el método comprende las etapas […]
Miembro de obturación con lengüeta, laminado para cortar con troquel el miembro de obturación con lengüeta a partir del mismo y un método de fabricación del miembro de obturación con lengüeta, del 15 de Enero de 2020, de SELIG SEALING PRODUCTS, INC.: Un miembro de obturación con lengüeta para unirse con un borde que rodea una abertura de recipiente, comprendiendo el miembro de obturación con lengüeta : […]
Cabeza de obturación, y recipiente obturado utilizando dicha cabeza de obturación, del 8 de Enero de 2020, de SUNTORY HOLDINGS LIMITED: Una cabeza de obturación que incluye, en su extremo delantero, una parte extrema de presión para presionar un miembro de tapa […]
Máquina de embalaje por embutición profunda con soporte de paquetes flexible, del 25 de Diciembre de 2019, de MULTIVAC Sepp Haggenmüller SE & Co. KG: Máquina de embalaje por embutición profunda , que comprende una estación de conformado para fabricar piezas cóncavas de embalaje a partir […]
Elemento de cierre, del 27 de Noviembre de 2019, de Save-Ty Can Cap B.V: Unidad de cierre para una abertura de paso de flujo de un recipiente de bebida , comprendiendo la unidad de cierre: - […]