Rascador y procedimiento para la fabricación de rascadores.
Procedimiento para la fabricación de rascadores (600) hechos de metal,
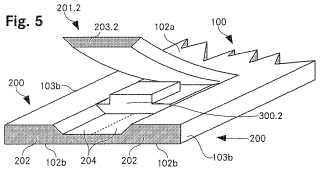
sobre todo de acero; en este caso, los rascadores (600, que han de ser fabricados, tienen dentro de una zona (204) en el borde de trabajo (601) un más reducido grosor del material, siendo este grosor del material principalmente constante dentro de esta zona (204), y un proceso de cepillado es aplicado en un cuerpo de base (100) con un grosor del material, el cual es esencialmente constante, esto con el objeto de producir la zona (204) del más reducido grosor del material; procedimiento éste que está caracterizado porque por medio de un único proceso de cepillado en un cuerpo de base (100) es producida una ininterrumpida zona (204) de un más reducido grosor del material, y la extensión de esta zona corresponde a la extensión del conjunto de las zonas (204) de un más reducido grosor del material de cada vez dos tiras de rascadores (200) que están situadas juntas; así como caracterizado porque a continuación del proceso de cepillado tiene lugar un proceso de separación dentro de la zona (204), cuyo material tiene un más reducido grosor, siendo separadas entra si mediante este proceso de separación las tiras de rascadores (200) que están situadas juntas.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E10405039.
Solicitante: DAETWYLER SWISSTEC AG.
Nacionalidad solicitante: Suiza.
Dirección: Flugplatz 3368 Bleienbach SUIZA.
Inventor/es: DAETWYLER, PETER, BRUDERMANN,HANS JÖRG.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B22F3/15 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B22 FUNDICION; METALURGIA DE POLVOS METALICOS. › B22F TRABAJO DE POLVOS METALICOS; FABRICACION DE OBJETOS A PARTIR DE POLVOS METALICOS; FABRICACION DE POLVOS METALICOS (fabricación de aleaciones mediante metalurgia de polvos C22C ); APARATOS O DISPOSITIVOS ESPECIALMENTE ADAPTADOS PARA POLVOS METALICOS. › B22F 3/00 Fabricación de piezas a partir de polvos metálicos, caracterizada por el modo de compactado o sinterizado; Aparatos especialmente concebidos para esta fabricación. › Compresión isostática en caliente.
- B22F3/18 B22F 3/00 […] › utilizando rodillos compresores.
- B22F3/24 B22F 3/00 […] › Tratamiento ulterior de las piezas u objetos.
- B22F5/00 B22F […] › Fabricación de piezas o de objetos a partir de polvos metálicos caracterizada por la forma particular del producto a realizar.
- B31F1/14 B […] › B31 FABRICACION DE ARTICULOS DE PAPEL, DE CARTON O DE MATERIAL TRABAJADO DE FORMA ANÁLOGA AL PAPEL; TRABAJO DEL PAPEL, DELCARTON O DE MATERIAL TRABAJADO DE FORMA ANÁLOGA AL PAPEL. › B31F TRABAJO O DEFORMACION MECANICA DEL PAPEL, DEL CARTONO DE MATERIAL TRABAJADO DE MANERA ANÁLOGA AL PAPEL (fabricación de productos estratificados incluyendo otras materias además del papel o del cartón B32B). › B31F 1/00 Deformación mecánica sin eliminación de materia, p. ej. en combinación con laminación o estratificación. › con ayuda de rasquetas colocadas en el sentido transversal de la banda.
- D21G3/00 TEXTILES; PAPEL. › D21 FABRICACION DEL PAPEL; PRODUCCION DE LA CELULOSA. › D21G CALANDRIAS; ACCESORIOS PARA MAQUINAS DE FABRICAR EL PAPEL (bobinadoras o rebobinadoras para productos acabados, medios para ajustar los pliegues o extensiones en anchura B65H). › Rasquetas.
PDF original: ES-2390420_T3.pdf
Fragmento de la descripción:
Rascador y procedimiento para la fabricación de rascadores
Campo de aplicación
(0001) La presente invención se refiere a un rascador y a un procedimiento para la fabricación de rascadores hechos de metal; en este caso, los rascadores a fabricar tienen un más reducido grosor del material dentro de la zona de un borde de trabajo, siendo el grosor del material principalmente constante dentro de esta zona.
Estado de la técnica
(0002) Los rascadores son usados para la distribución y la separación de unas sustancias líquidas y pastosas. Los mismos se llegan a emplear, entre otras finalidades, en la impresión por huecograbado de embalajes, en la impresión por huecograbado para fines ilustrativos y decorativos, en la flexografía, en la flexografía de tipo UV, en la aniloxo-impresión offset , en la impresión por tampón, en la impresión rotativa por tamiz de seda así como en algunos procedimientos para el recubrimiento. En el caso de la impresión por huecograbado, por ejemplo, el exceso de la tinta tipolitográfica es separado de los nervios del cilindro de imprenta por medio de un rascador dentro de la zona de un borde de trabajo, de tal manera que solamente las pequeñas cubetas se encuentren llenas de la tinta (eliminación mediante rascado) . En la impresión por tamiza de seda, en cambio, el rascador es empleado para empujar la tinta tipolitográfica a través de las aberturas en el tamiz y por encima del material a imprimir. El rascador puede estar realizado en forma de una banda de acero, afilada al estilo de un cuchillo; no obstante, también se conocen rascadores hechos de materiales plásticos ó de unos materiales compuestos.
(0003) Debido al perfil de su sección transversal, los rascadores pueden ser diferenciados principalmente en tres grupos:
1. Los rascadores en la configuración de cuñas (rascadores cuneiformes) tienen una superficie de sección transversal en forma de un trapecio con dos ángulos rectos. En este caso, el borde de trabajo también puede ser de forma aplanada ó redondeada.
2. Los rascadores con unos cantos redondos tienen una superficie de sección transversal que es principalmente en forma de un rectángulo, estando redondeado también el borde de trabajo.
3. Los rascadores de láminas tienen una superficie de sección transversal en la configuración de un rectángulo, con una escotadura que - partiendo de una esquina - es principalmente de forma rectangular; en este caso, puede estar redondeada la parte cóncava del rascador de láminas, y su borde de trabajo es, por regla general, también de forma redondeada.
(0004) El perfil de los rascadores de láminas es conseguido normalmente por medio de un proceso de afilado en el cual un movimiento de corte es producido a través de la rotación de una herramienta de corte con respecto a la pieza de trabajo, que se encuentra sujetada. A continuación de la fase del fresado es efectuado un retoque de las superficies con el fin de eliminar las rugosidades que se producen a causa del proceso del fresado. Estos retoques tienen lugar, por regla general, por medio de un proceso de pulimentado y/ó mediante un proceso de bruñido.
(0005) La Patente Británica Núm. GB 1.289.609 se refiere a unos rascadores resistentes al desgaste. Estos rascadores comprenden unas zonas de un material duro así como otras zonas de un material más blando. El rascador de metal tiene, por una superficie lateral suya, una alargada escotadura, plana y estrecha, que se extiende de forma paralela al borde de trabajo. Dentro de esta escotadura se encuentra cogida una tira de un material que es resistente al desgaste y cuya dureza es mayor que la dureza de los materiales del entorno. Esta escotadura puede ser realizada por cepillado, fresado, rectificado ó mediante una conformación.
(0006) La Patente Núm. 2008/0096037 A1 se refiere a una banda de acero para la fabricación de rascadores; en este caso, el acero empleado tiene una composición del 1 hasta el 3 % de peso de carbono; del 4 hasta el 10 % de peso de cromo; del 1 hasta el 8 % de peso de molibdeno; del 2, 5 hasta el 10 % de peso de vanadio, siendo el resto hierro, y esta banda de acero es fabricada por un procedimiento con polvos metalúrgicos. Durante la fabricación del rascador, los bordes de la banda pueden ser mecanizados mediante cepillado y/ó fresado con el fin de poder conseguir el deseado perfil de los bordes.
(0007) La Patente Alemana Núm. DE - OS 1 807 325 tiene por objeto un procedimiento - que no está relacionado con lo indicado en el preámbulo de la reivindicación de patente1) - para la fabricación de rascadores (sobre todo cuchillos rascadores de papel) y se refiere a los rascadores en forma de cuña. La superficie oblicua de los rascadores es fabricada por cepillarse el rascador en la dirección longitudinal. De este modo, se pretende conseguir un mejor alisado, mientras que al mismo tiempo puedan ser reducidos los costos de fabricación, en comparación con los costos de fabricación de los rascadores convencionales, que son mecanizados mediante un rectificado y bruñido. Según esta Patente, es de especial importancia que quede impedida la formación de unas estrías transversales que, a causa del cepillado, se suelen producir dentro de la zona del borde de trabajo. El mecanizado es llevado a efecto preferentemente por medio de un cepillado y con el desprendimiento de una sola viruta, siendo empleada para ello una sola cuchilla de cepillado que está hecha de metal duro. También las superficies que son colindantes con la superficie oblicua son mecanizadas, de forma preferente, en la dirección longitudinal.
(0008) Son lentos y costosos los procedimientos conocidos para la fabricación de rascadores de laminas con una zona, cuyo grosor del material se reduce de forma constante.
Presentación de la invención
(0009) La presente invención tiene el objeto de proporcionar un procedimiento que forma parte del campo de aplicación mencionado al principio y que se refiere a un procedimiento para la fabricación de rascadores con una zona cuyo grosor del material se reduce de forma constante; procedimiento éste que ha de ser tanto eficiente como favorable en cuanto a los costos.
(0010) La solución de este problema queda definida por las características de la reivindicación de patente 1) . Según la presente invención, la zona de un más reducido grosor del material es producida a través de un proceso de cepillado en un cuerpo de base, cuyo grosor del material es principalmente constante.
(0011) Un cuerpo de base de esta clase se compone con preferencia de un metal, sobre todo de acero; en este caso, tampoco pueden ser excluidos otros materiales. La configuración de este cuerpo de base corresponde principalmente a la configuración de una banda, cuya superficie de sección transversal tiene - en ángulo recto con respecto a la dirección longitudinal - preferentemente una forma rectangular, no pudiendo ser excluidas otras formas para esta superficie de sección transversal. A título de ejemplo, la superficie de sección transversal también podría tener la forma de un trapecio ó ser de forma triangular.
(0012) Una vez cepillado el cuerpo de base, se obtiene, en primer lugar, una tira del rascador, la cual se diferencia del cuerpo de base principalmente por su superficie de sección transversal. Mientras que el cuerpo de base tiene, por regla general, una superficie rectangular en su sección transversal, la tira del rascador tiene ahora una superficie de sección transversal de forma rectangular con una escotadura dentro de la zona de una primera esquina del cuerpo de base.
(0013) Esta escotadura puede ser de forma rectangular; no obstante, la misma también puede tener otras configuraciones. La escotadura puede tener la forma de, por ejemplo, un trapecio que tiene dos ángulos rectos; en este caso, un lado mas largo así como otro lado, que forma un ángulo recto con el lado más largo, se encuentran en correspondencia con los respectivos lados de la superficie de sección transversal del cuerpo de base sin mecanizar. Además, puede estar previsto también un redondeado de la zona de la primera esquina opuesta; este redondeado no ha de tener forzosamente la configuración de una pieza de arco circular, sino el mismo puede ser de cualquier forma. Sin embargo, la configuración de la escotadura es preferentemente de forma convexa, y la misma comprende dos cantos que están dispuestos entre si en el sentido vertical y se extienden en paralelo a los cantos... [Seguir leyendo]
Reivindicaciones:
1ª. Procedimiento para la fabricación de rascadores (600) hechos de metal, sobre todo de acero; en este caso, los rascadores (600, que han de ser fabricados, tienen dentro de una zona (204) en el borde de trabajo (601) un más reducido grosor del material, siendo este grosor del material principalmente constante dentro de esta zona (204) , y un proceso de cepillado es aplicado en un cuerpo de base (100) con un grosor del material, el cual es esencialmente constante, esto con el objeto de producir la zona (204) del más reducido grosor del material; procedimiento éste que está caracterizado porque por medio de un único proceso de cepillado en un cuerpo de base (100) es producida una ininterrumpida zona (204) de un más reducido grosor del material, y la extensión de esta zona corresponde a la extensión del conjunto de las zonas (204) de un más reducido grosor del material de cada vez dos tiras de rascadores (200) que están situadas juntas; así como caracterizado porque a continuación del proceso de cepillado tiene lugar un proceso de separación dentro de la zona (204) , cuyo material tiene un más reducido grosor, siendo separadas entra si mediante este proceso de separación las tiras de rascadores (200) que están situadas juntas.
2ª. Procedimiento conforme a la reivindicación 1) y caracterizado porque después del proceso del cepillado no es efectuado ningún trabajo de retoque en la superficie principal de la zona (204) con el más reducido grosor del material
3ª. Procedimiento conforme a las reivindicaciones 1) ó 2) y caracterizado porque por medio de un único proceso de cepillado en un cuerpo de base (100) se producen varias ininterrumpidas zonas (204) con un más reducido grosor, las cuales están situadas de forma paralela entre si y las extensiones de las mismas corresponden a la extensión de conjunto de las zonas (204) , que tienen un más reducido grosor del material, de cada vez dos tiras de rascadores (200) que están situadas juntas; así como caracterizado porque a continuación del proceso de cepillado tiene lugar un proceso de separación dentro de las zonas (204) de un más reducido grosor del material así como dentro de las regiones que están situadas entre las zonas (204) de un más reducido grosor del material, por lo cual quedan separadas entre si las tiras de rascadores (200) que están situadas juntas.
4ª. Procedimiento conforme a una de las reivindicaciones 1) hasta 3) y caracterizado porque el proceso de separación es efectuado mediante un corte por láser ó por un chorro de agua.
5ª. Procedimiento conforme a una de las reivindicaciones 1) hasta 4) y caracterizado porque el proceso de la separación es efectuado dentro de la misma fase de trabajo del proceso de cepillado.
6ª. Procedimiento conforme a una de las reivindicaciones 1) hasta 5) y caracterizado porque la zona del borde de trabajo (601) es sometida a un trabajo de retoque mediante un redondeado y/ó un bruñido y/ó un pulimentado.
7ª. Procedimiento conforme a la reivindicación 6) y caracterizado porque el trabajo de retoque del borde de trabajo
(601) es efectuado por medio de un adicional proceso de cepillado.
8ª. Procedimiento conforme a la reivindicación 6) y caracterizado porque el trabajo de retoque del borde de trabajo
(601) es efectuado, durante la fabricación de cada tira de rascadores (200) , a través del mismo proceso de cepillado.
9ª. Procedimiento conforme a la reivindicación 1) ó a una de las reivindicaciones 3) hasta 8) y caracterizado porque el rascador (600 está provisto de un recubrimiento.
Patentes similares o relacionadas:
Dispositivo de rasqueta, del 13 de Mayo de 2020, de Cs Produktion Aktiebolag: Dispositivo de rasqueta con una rasqueta alargada destinada a operar continuamente contra una superficie de rodillo y/o una superficie de cilindro […]
Soporte de rasqueta para un cilindro y sistema que comprende un cilindro y un soporte de rasqueta, del 1 de Mayo de 2019, de ORADOC S.R.L: Soporte de rasqueta para una rasqueta adaptada para interaccionar con una superficie cilíndrica (1S) de un cilindro giratorio , […]
Sistema de soporte de cuchilla rascadora, del 22 de Noviembre de 2018, de Kadant Inc: Un sistema de soporte de cuchilla rascadora, que comprende: a) una estructura de soporte de cuchilla rascadora que incluye una ranura alargada para recibir una cuchilla […]
Cuchilla de crepado revestida de cermet de larga duración, del 15 de Junio de 2016, de voestalpine Precision Strip AB: Cuchilla para crepado de una banda de papel a partir de una superficie de cilindro Yankee, comprendiendo dicha cuchilla un sustrato de acero que tiene […]
Procedimiento de ajuste preparatorio de herramientas, del 29 de Julio de 2015, de Masterwork Machinery Co., Ltd: Procedimiento de ajuste preparatorio de herramientas de una máquina de troquelado y/o gofrado de pliegos en lecho plano con al menos […]
 Dispositivo de soporte para la cuchilla de una máquina para la producción de material en forma de banda de papel, del 13 de Noviembre de 2013, de ORADOC S.R.L: Dispositivo de soporte para la cuchilla de una máquina para la producción de material enforma de banda de papel, del tipo que comprende […]
Dispositivo de soporte para la cuchilla de una máquina para la producción de material en forma de banda de papel, del 13 de Noviembre de 2013, de ORADOC S.R.L: Dispositivo de soporte para la cuchilla de una máquina para la producción de material enforma de banda de papel, del tipo que comprende […]
Adyuvante de separación del crespado, del 7 de Marzo de 2013, de CALGON CORPORATION: Un método para crespar papel tisú en la fabricación de dicho papel, que comprende: (a) aplicar a un cilindro rotativo de crespado un adhesivo de crespado y un adyuvante […]
 CUCHILLA DE CREPADO, del 23 de Mayo de 2011, de BTG ECLEPENS S.A.: Una cuchilla para crepar un rollo de papel continuo de una superficie del secador, teniendo dicha cuchilla una superficie de deslizamiento […]
CUCHILLA DE CREPADO, del 23 de Mayo de 2011, de BTG ECLEPENS S.A.: Una cuchilla para crepar un rollo de papel continuo de una superficie del secador, teniendo dicha cuchilla una superficie de deslizamiento […]