Proceso de soldadura por fricción.
Un proceso de soldadura por fricción lineal que comprende las etapas de proporcionar una primera pieza de trabajo (10) que comprende una primera zona de soldadura (11) que tiene una primera superficie de soldadura (16) y una segunda pieza de trabajo (12) que comprende una segunda zona de soldadura (19) que tiene una segunda superficie de soldadura (18),
en cuyas zonas de soldadura (11, 19) se pueden soldar juntas las piezas de trabajo (10, 12), disponiendo las piezas de trabajo (10, 12) en acoplamiento entre sí en dichas superficies de soldadura (16, 18), efectuando un movimiento oscilante de las piezas de trabajo (10, 12) una con respecto a la otra, de tal manera que al menos una superficie de soldadura (16) se mueve a través de la otra (18), elevando de esta manera la temperatura en dichas superficies de soldadura (16, 18) para crear una interfaz de soldadura, y cesando dicho movimiento oscilante y permitiendo que la superficie de soldadura (16, 18) se refrigere la soldar la primera y segunda piezas de trabajo (10, 12) juntas en dicha interfaz, en el que la primera zona de soldadura (11) tiene una porción (15) que se extiende hacia fuera y la primera superficie de soldadura (16) está prevista sobre la porción (15) que se extiende hacia fuera, y en el que la primera superficie de soldadura (16) es alargada y la dirección de dicho movimiento oscilante lineal es transversal a la primera superficie de soldadura (16), caracterizado porque la porción (15) que se extiende hacia fuera tiene un perfil generalmente triangular formado por dos caras laterales (20, 22) que se estrechan cónicamente con relación a una región de vértice (16) que se acopla con la segunda superficie de soldadura (18), en el que las caras laterales se estrecha cónicamente a lo largo de la dirección del movimiento oscilante y el ángulo de las superficies cónicas (20, 22) es suficiente para proporcionar un intersticio entre las caras laterales (20, 22) y la segunda superficie de soldadura (18), siendo el intersticio mencionado anteriormente suficiente para permitir que el material de soldadura a tope por fricción y calentamiento eléctrico formado durante dicho movimiento oscilante pase desde la interfaz de soldadura a través de dicho intersticio para expulsar anomalías y defectos de soldadura desde la interfaz de soldadura.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E04257917.
Solicitante: ROLLS-ROYCE PLC.
Nacionalidad solicitante: Reino Unido.
Dirección: 65 BUCKINGHAM GATE LONDON, SW1E 6AT REINO UNIDO.
Inventor/es: Brownell,John Barry, Throssell,Jonathan Peter, Bray,Simon Edward.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23K20/12 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 20/00 Soldadura no eléctrica por percusión u otra forma de presión, con o sin calentamiento, p. ej. revestimiento o chapeado. › siendo producido el calor por fricción; Soldadura por fricción.
PDF original: ES-2377646_T3.pdf
Fragmento de la descripción:
Proceso de soldadura por fricción Esta invención se refiere a procesos de soldadura por fricción. La soldadura por fricción lineal es el proceso para soldar juntos dos cuerpos o piezas de trabajo convirtiendo energía mecánica en energía térmica por la fricción entre las superficies de acoplamiento de soldadura de las dos piezas de trabajo. El proceso implica efectuar un movimiento lineal relativo entre las dos piezas de trabajo, mientras las superficies de soldadura permanecen en acoplamiento entre sí. Se conoce a partir del documento US-B-6 524 072
un proceso de soldadura por fricción lineal.
La soldadura por fricción lineal en una atmósfera normal da como resultado la formación de productos de reacción atmosféricos debido a las altas temperaturas. Adicionalmente, la contaminación de la superficie de las interfaces de soldadura puede dar lugar también a anomalías en la soldadura. Debido a los regímenes de flujo del material de soldadura a tope por presión y calentamiento eléctrico entre las dos piezas de trabajo durante el movimiento recíproco de soldadura por fricción lineal, la contaminación de la soldadura no se puede expulsar fuera de la zona de soldadura por el flujo de material de soldadura a tope por presión y calentamiento eléctrico. A altos niveles de contaminación de soldadura, puede producirse una reducción en la resistencia y en la vida útil de la soldadura y se puede provocar que el producto soldado no cumpla las normas de calidad requeridas por uniones de alta integridad.
De acuerdo con esta invención, se proporciona un proceso de soldadura por fricción de acuerdo con la reivindicación 1.
La primera y la segunda superficies de soldadura pueden ser curvilíneas.
La amplitud máxima de oscilación es con preferencia la mitad de la anchura de la primera superficie de soldadura más la mitad de la anchura de la segunda superficie de soldadura. Con esta finalidad, la amplitud de la oscilación se define como el desplazamiento máximo desde el centro de oscilación.
Una o cada superficie lateral puede estrecharse cónicamente desde la región de vértice en un ángulo en el intervalo de 6º a 12º , de manera conveniente sustancialmente 8º .
El tamaño del intersticio es mayor que el espesor del material de soldadura a tope por presión y calentamiento eléctrico. Donde el intersticio está formado por la o por cada pared lateral cónica, el ángulo de la o de cada cara lateral con respecto a la segunda superficie de soldadura es con preferencia mayor que el ángulo formado con respecto a la interfaz de soldadura por el espesor del material de soldadura a tope por presión y calentamiento eléctrico.
En algunas formas de realización, el material de soldadura a tope por presión y calentamiento eléctrico puede formar regiones sucesivas de manos o menor espesor. Con preferencia, el ángulo de la o de cada cara lateral con respecto a la segunda superficie de soldadura es mayor que el ángulo formado en la interfaz de soldadura por la región de espesor mayor del material de soldadura a tope por presión y calentamiento eléctrico más próxima a la interfaz de soldadura.
45 De acuerdo con la invención, la porción que se extiende hacia fuera proporciona la ventaja de que el régimen de flujo de material de soldadura a tope por presión y calentamiento eléctrico durante el proceso de soldadura es diferente del régimen de flujo cuando las superficies de soldadura están generalmente paralelas. En la forma de realización preferida, se crea una zona de soldadura central entre las dos superficies y el régimen de flujo creado con la porción que se extiende hacia fuera ayuda a la expulsión de anomalías de soldadura fuera de la zona de 50 soldadura central. Además, en la forma de realización preferida, la porción que se extiende hacia fuera actúa para expulsar anomalías de soldadura que o bien están presentes sobre las superficies o que se forman en regiones de la superficie abiertas a la atmósfera.
Esta invención proporciona la ventaja de que una región que se estrecha cónicamente hacia arriba en la interfaz de 55 soldadura expulsa defectos desde la interfaz cambiando el régimen de flujo con respecto al que sería previsible por el uso de superficies planas.
A continuación se describirán formas de realización de la invención solamente a modo de ejemplo con referencia a los dibujos que se acompañan en los que:
60 La figuras 1A es una vista extrema de la primera y la segunda piezas de trabajo que están sometidas a un proceso de soldadura por fricción, en el que la dirección del movimiento de oscilación lineal no es transversal a la primera superficie de soldadura y que, por lo tanto, no está cubierto por las reivindicaciones. La figura 1B es una vista en planta de la primera pieza de trabajo mostrada en la figura 1A.
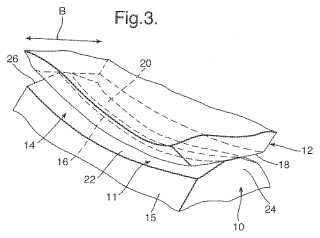
La figura 2 es una vista lateral de un plano de soldadura curvilíneo entre la primera y la segunda pieza de trabajo. La figura 3 es una vista en perspectiva de la primera y segunda piezas de trabajo mostradas en la figura 2. La figura 4 es una vista en planta de una parte de la primera pieza de trabajo mostrada en la figura 2; y La figura 5 es una vista en perspectiva de una pala que se aplica a un disco.
Con referencia a la figura 1A, se muestra primera y segunda piezas de trabajo 10, 12 que son sometidas a un proceso de soldadura por fricción lineal. La primera y la segunda piezas de trabajo 10, 12 pueden ser cualquier cuerpo adecuado de un material, que es adecuado para soldadura por un proceso de soldadura por fricción, tal como soldadura por fricción lineal. En particular, en la forma de realización, la primera y la segunda piezas de trabajo 10, 12 son, respectivamente, un disco y un pilar de borde que deben utilizarse en la fabricación de un disco de turbina. La primera pieza de trabajo 10 comprende una zona de soldadura 11 que tiene una porción que se extiende hacia fuera en forma de una porción1 4 que se estrecha cónicamente hacia arriba que tiene prevista encima una primera superficie de soldadura 16. La primera superficie de soldadura 16 es, en la forma de realización mostrada, alargad ay tiene una anchura de sustancialmente 1 mm. La porción cónica 14 tiene una línea central 17 (ver la figura 1B) .
La primera pieza de trabajo 10 se muestra en vista en planta en la figura 1B e incluye una parte en proyección 15 desde la que se extiende la porción cónica 14. La superficie de soldadura 16 es una región de vértice de la porción cónica 14 y es generalmente de configuración plana. La superficie de soldadura 16 sigue sustancialmente la línea central 17.
La segunda pieza de trabajo 12 comprende una segunda superficie de soldadura 18, que comprende una segunda zona de soldadura 19.
La primera y la segunda zonas de soldadura 11, 19 sobre la primera y la segunda pieza de trabajo 10, 12 respectiva son las zonas de las dos piezas de trabajo, en las que se sueldan juntas, como se describe a continuación.
La porción cónica 14 comprende primera y segunda caras laterales cónicas opuesta 20, 22 que se extienden hacia fuera desde la superficie de soldadura 16 que es también el vértice de la porción cónica 14. Además, la porción cónica 14 comprende primera y segunda caras extremas 24, 26 que están generalmente perpendiculares a la superficie de soldadura 16 desde los lados opuestos de la superficie de soldadura 16 de la porción cónica 14. Las caras laterales 20, 22 se extienden desde la superficie de soldadura 15 en un ángulo ! en la región entre 6º y 12º .
En la forma de realización mostrada en las figuras 1A y 1B, la primera y segunda piezas de trabajo 10, 12 están en forma de componentes antes de la mecanización. En cada caso, las líneas discontinuas 23 representan la configuración del producto final.
No obstante, se apreciará que, si se desea, la primera y segunda piezas de trabajo 10, 12 podrían estar en forma de los productos finales, que ya han sido mecanizados.
Las figuras 2, 3 y 4 muestran una forma de realización de la presente invención que comprende muchas de las características mostradas en las figuras 1A y 1B. Estas características han sido designadas con los mismos números de referencia.
La forma de realización mostrada en las figuras 2, 3 y 4 difiere del ejemplo mostrado en las figuras 1A y 1B porque la forma de realización mostrada en las figuras 2, 3 y 4 tiene superficies de soldadura curvilíneas 16, 18. Como resultado, la... [Seguir leyendo]
Reivindicaciones:
1. Un proceso de soldadura por fricción lineal que comprende las etapas de proporcionar una primera pieza de trabajo (10) que comprende una primera zona de soldadura (11) que tiene una primera superficie de soldadura (16) y una segunda pieza de trabajo (12) que comprende una segunda zona de soldadura (19) que tiene una segunda superficie de soldadura (18) , en cuyas zonas de soldadura (11, 19) se pueden soldar juntas las piezas de trabajo (10, 12) , disponiendo las piezas de trabajo (10, 12) en acoplamiento entre sí en dichas superficies de soldadura (16, 18) , efectuando un movimiento oscilante de las piezas de trabajo (10, 12) una con respecto a la otra, de tal manera que al menos una superficie de soldadura (16) se mueve a través de la otra (18) , elevando de esta manera la temperatura en dichas superficies de soldadura (16, 18) para crear una interfaz de soldadura, y cesando dicho movimiento oscilante y permitiendo que la superficie de soldadura (16, 18) se refrigere la soldar la primera y segunda piezas de trabajo (10, 12) juntas en dicha interfaz, en el que la primera zona de soldadura (11) tiene una porción (15) que se extiende hacia fuera y la primera superficie de soldadura (16) está prevista sobre la porción (15) que se extiende hacia fuera, y en el que la primera superficie de soldadura (16) es alargada y la dirección de dicho movimiento oscilante lineal es transversal a la primera superficie de soldadura (16) , caracterizado porque la porción (15) que se extiende hacia fuera tiene un perfil generalmente triangular formado por dos caras laterales (20, 22) que se estrechan cónicamente con relación a una región de vértice (16) que se acopla con la segunda superficie de soldadura (18) , en el que las caras laterales se estrecha cónicamente a lo largo de la dirección del movimiento oscilante y el ángulo de las superficies cónicas (20, 22) es suficiente para proporcionar un intersticio entre las caras laterales (20, 22) y la segunda superficie de soldadura (18) , siendo el intersticio mencionado anteriormente suficiente para permitir que el material de soldadura a tope por fricción y calentamiento eléctrico formado durante dicho movimiento oscilante pase desde la interfaz de soldadura a través de dicho intersticio para expulsar anomalías y defectos de soldadura desde la interfaz de soldadura.
2. Un proceso de soldadura por fricción lineal de acuerdo con la reivindicación 1, caracterizado porque la amplitud máxima del movimiento oscilante es la mitad de la anchura de la primera superficie (16) más la motad de la anchura de la segunda superficie de soldadura (18) , donde la amplitud de oscilación es el desplazamiento máximo desde el centro de la oscilación.
3. Un proceso de soldadura por fricción lineal de acuerdo con la reivindicación 1 ó 2, caracterizado porque la porción (15) que se extiende hacia fuera tiene una configuración curvada.
4. Un proceso de soldadura por fricción lineal de acuerdo con una cualquiera de las reivindicaciones 1 a 3, caracterizado porque una o ambas caras laterales (20, 22) se estrechan cónicamente con relación a la región de vértice (16) en un ángulo entre sustancialmente 6º y sustancialmente 12º .
5. Un proceso de soldadura por fricción lineal de acuerdo con la reivindicación 4, caracterizado porque una o ambas caras laterales (20, 22) se estrechan cónicamente con relación a la región de vértice (16) en un ángulo de sustancialmente 8º .
6. Un proceso de soldadura por fricción lineal de acuerdo con una cualquiera de las reivindicaciones anteriores, caracterizado porque la primera y segunda superficies de soldadura (16, 18) son curvilíneas.
7. Un proceso de soldadura por fricción lineal de acuerdo con una cualquiera de las reivindicaciones anteriores, caracterizado porque la segunda pieza de trabajo (12) tiene una porción que se extiende hacia fuera y la segunda superficie de soldadura (18) está prevista sobre la porción que se extiende hacia fuera de la segunda pieza de trabajo (12) .
Patentes similares o relacionadas:
Procedimiento para la producción de una unión de soldadura por fricción para la unión de, como mínimo, dos componentes de tipo placa, del 8 de Julio de 2020, de EJOT GMBH & CO. KG: Procedimiento para la producción de una unión de soldadura por fricción para la unión de, como mínimo, dos componentes de tipo placa, […]
Cabezal de soldadura por fricción agitación con unos órganos de acoplamiento y por lo menos un elemento elástico, del 8 de Abril de 2020, de Ecole Normale Superieure De Rennes: Cabezal de soldadura por fricción agitación, destinado a ser fijado sobre una máquina para realizar una soldadura por fricción agitación […]
Aleación resistente al calor y método de fabricación de la misma, del 26 de Febrero de 2020, de A.L.M.T. CORP: Una aleación resistente al calor caracterizada por consistir en una primera fase que es una fase de metal de W, una segunda fase de Mo5SiB2, y una tercera fase de carbonitruro […]
Aparato y método de soldadura por fricción, del 5 de Febrero de 2020, de THE BOEING COMPANY: Un aparato de soldadura por fricción que comprende: un alojamiento de husillo ; una herramienta de pasador concéntrica con un eje […]
Dispositivo de soldadura por presión y procedimiento de soldadura por presión, del 1 de Enero de 2020, de KUKA Deutschland GmbH: Dispositivo de soldadura por presión con un dispositivo de plastificación y un dispositivo de recalcado así como también alojamientos para componentes […]
Método para unir dos piezas mediante soldadura por fricción-agitación, del 20 de Noviembre de 2019, de RUAG Aerospace Structures GmbH: Un método para unir dos piezas mediante soldadura por fricción-agitación, comprendiendo el método las etapas de: proporcionar una primera […]
Procedimiento para fabricar un elemento de conexión eléctrico, del 13 de Noviembre de 2019, de AUTO-KABEL MANAGEMENT GMBH: Procedimiento para fabricar un elemento de conexión eléctrico , que comnprende - proporcionar una primera pieza plana de un sustrato […]
Dispositivo para la unión de componentes, especialmente mediante perforación directa, en especial perforación de agujeros de flujo o mediante soldadura por fricción, así como procedimiento para la unión de componentes, especialmente mediante atornillado directo o soldadura por fricción, del 30 de Octubre de 2019, de DEPRAG Schulz GmbH u. Co: Dispositivo para la unión de componentes , especialmente mediante perforación directa, en especial perforación de agujeros de flujo, o también mediante soldadura […]