Método de fabricación que utiliza las mismas características de datos de referencia sobre piezas de trabajo.
Un método para el montaje de una pluralidad de unidades aerodinámicas diferentes,
en el cual cada unidadaerodinámica se somete a una o más etapas de fabricación para llevara a una forma terminada, caracterizado porque
el método comprende la etapa de provisión de una característica de dato de referencia sobre una porción de raíz de cada una de las unidades aerodinámicas, en la cual cada característica de dato de referencia es de idéntica forma y dimensión, y sobresale desde la porción de raíz, una tras otra:
a) la colocación de la característica de dato de referencia de una primera de las unidades aerodinámicas en un accesorio de montaje complementario para asegurar la unidad aerodinámica diferente,
b) la realización de por lo menos una etapa de fabricación sobre la unidad aerodinámica diferente asegurada,
c) la extracción de la unidad aerodinámica diferente del accesorio de montaje,
d) la colocación de la característica de dato de referencia de otra de las unidades aerodinámicas en el accesorio de montaje complementario para asegurar la unidad aerodinámica diferente,
e) la realización de por lo menos una etapa de fabricación sobre la unidad aerodinámica diferente asegurada,
f) la extracción de la unidad aerodinámica diferente del accesorio de montaje.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/GB2008/001714.
Solicitante: ROLLS-ROYCE PLC.
Nacionalidad solicitante: Reino Unido.
Dirección: 65 Buckingham Gate London SW1E 6AT REINO UNIDO.
Inventor/es: HIGH,COLIN JOHN.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23P15/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23P OTROS PROCEDIMIENTOS PARA EL TRABAJO DEL METAL NO PREVISTOS EN OTRO LUGAR; OPERACIONES MIXTAS; MAQUINAS HERRAMIENTAS UNIVERSALES (dispositivos para el copiado o el control B23Q). › B23P 15/00 Fabricación de objetos determinados por medio de operaciones no cubiertas en alguna sola de las otras subclases o por algún grupo de esta subclase. › de paletas de turbinas u órganos equivalentes, de una sola pieza.
PDF original: ES-2392567_T3.pdf
Fragmento de la descripción:
Método de fabricación que utiliza las mismas características de datos de referencia sobre piezas de trabajo.
Esta invención se refiere a un método para el montaje de una pluralidad de artículos diferentes, por ejemplo durante la fabricación de componentes aerodinámicos para una turbina de gas. Particularmente, se forma una característica de referencia sobre cada artículo para proporcionar un dato de referencia para la fabricación con precisión del artículo. (Véase, por ejemplo, el documento US – 2007 / 0107181) .
La Figura 1 muestra una unidad de álabe 2 de un compresor convencional. La unidad de álabe comprende una porción aerodinámica 4 y una porción de raíz 6. La porción de raíz asegura el álabe de forma segura en el interior de un disco rotor, encajando la forma de la raíz en una ranura formada de manera correspondiente en el disco. La porción aerodinámica 4 está formada para impeler el fluido hacia atrás y, en combinación con un estátor no giratorio, comprimir el fluido.
La unidad de álabe está ubicada sobre el disco al igual que una cantidad de otras unidades de álabe idénticas para formar una unidad de rotor que tiene una serie de unidades de álabe que se extienden circunferencialmente.
Una unidad de compresor está compuesta por una o más etapas, comprendiendo cada etapa una unidad de rotor y una unidad de estátor – el cual es una serie de estátores no giratorios que se extienden circunferencialmente. Mientras que cada unidad de álabe dentro de una etapa es de un diseño idéntico, las unidades de álabe pueden diferir entre etapas. Son posibles una cantidad significativa de estructuras de álabe, incluyendo: álabes apoyados, álabes en voladizo, vanos variables, así como una cantidad similar de estructuras de estátor tales como de una cara
o de doble cara. Las unidades de álabe y las estructuras del estátor pueden describirse como unidades aerodinámicas.
Las unidades álabe terminadas son componentes precisos de una turbina de gas. Las unidades de álabe se forman, ya sea mediante fundición o mediante forjado. En el proceso de fundición, se forma una carcasa de cerámica hueca a través de un proceso con cera perdida y se llena con metal fundido, el cual se enfría para crear un componente.
Para lograr los ajustes de precisión demandados por una turbina de gas, se requiere el mecanizado para proporcionar tanto una superficie aerodinámica aceptable para su propósito aerodinámico, como una porción de raíz correctamente conformada para acoplarse a su característica de soporte complementaria en el disco rotor, o conformada de manera tal que la superficie aerodinámica pueda asegurarse a una unidad de disco de manera unitaria.
Los métodos de fabricación de artículos complejos pueden implicar que el artículo sea marcado con una o más marcas de referencia para establecer un dato de referencia.
El documento GB2428396 enseña un método como tal, en el cual un disco con álabes tiene un dato de referencia permanente creado al inicio de la secuencia de fabricación y que forma parte del componente terminado para ayudar en la fabricación y en la reparación. El dato de referencia ayuda a una referencia exacta pero no es suficientemente robusto para soportar o asegurar la parte durante el mecanizado.
El documento US4576551 divulga un método que incluye tres protuberancias en forma de cono mecanizadas de forma integral sobre el álabe, las cuales se utilizan para su colocación en un accesorio de montaje. La colocación de las protuberancias y la presencia del accesorio de montaje impiden seriamente las siguientes operaciones de mecanizado sobre el álabe. Adicionalmente, cada uno de los datos de referencia es específico de cada álabe, y el álabe y los rotores de cada etapa requieren un montaje específico que es caro de producir.
Es un objetivo de la presente invención intentar lograr una característica de dato de referencia mejorado.
Según un primer aspecto de la invención, se proporciona un método como el definido en la reivindicación 1.
El método puede comprender además las etapas de g) colocación de la característica de dato de referencia del primero de los artículos en un segundo accesorio de montaje complementario para asegurar el artículo diferente, h) la realización de por lo menos una etapa de fabricación sobre el artículo diferente asegurado, y i) la extracción el artículo diferente del accesorio de montaje.
Preferentemente, las etapas de fabricación son elegidas a partir de un grupo consistente en fresado, amolado, torneado, mecanizado químico, pulido e inspección.
Los artículos diferentes son unidades aerodinámicas. Las unidades aerodinámicas pueden ser diferentes en forma y / o en tamaño. La característica de dato de referencia se proporciona sobre una porción de raíz de las unidades aerodinámicas y sobresalen desde la porción de raíz. Preferentemente, la característica de dato de referencia tiene
una pluralidad de superficies de referencia. Preferentemente, la característica de dato de referencia tiene una sección transversal asimétrica.
Ahora se describirán realizaciones de la invención sólo a modo de ejemplo, con referencia a los dibujos adjuntos, en los cuales:
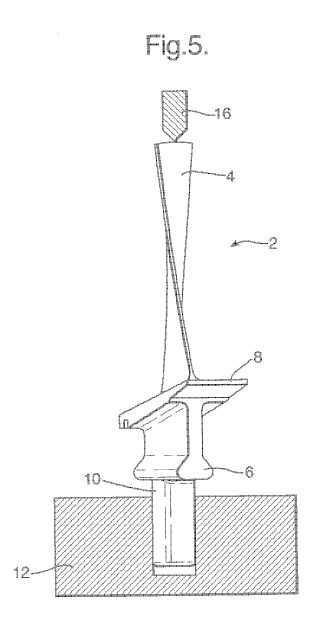
la Figura 2 representa un perfil aerodinámico con un dato de referencia de acuerdo con la invención; la Figura 3 representa una vista desde abajo del perfil aerodinámico de la Figura 2 de acuerdo con la invención; la Figura 4 muestra una vista en perspectiva del perfil aerodinámico de la Figura 2; la Figura 5 muestra el perfil aerodinámico de la invención asegurado en un accesorio de montaje.
La Figura 2 representa un perfil aerodinámico con una característica de dato de referencia o fijación 10 ubicado sobre el mismo. La forma general de la fijación 10 es realizada preferentemente durante el proceso de fundición o forjado mediante el cual se fabrica el perfil aerodinámico. En la realización preferida la fijación 10 está ubicada sobre la porción de raíz de la unidad de álabe 2. La colocación de la fijación de este modo permite que la fijación sea utilizada tanto como un dato de referencia, como un mecanismo de soporte para la unidad de álabe durante la fabricación, sin impedir ninguna operación de mecanizado que pueda requerirse sobre la unidad de álabe.
La fijación preferida pende de la raíz de la unidad de álabe en una dirección que es opuesta a la del perfil aerodinámico. La fijación es suficientemente robusta para soportar la unidad de álabe en un soporte a través de una
o más etapas de procesamiento.
Cuando la fijación se realiza durante la etapa de fundición o forjado, generalmente no es suficientemente precisa para ser calificada como un dato de referencia y ésta puede ser mecanizada para proporcionar un dato de referencia.
Si la fijación requiere mecanizado, el mecanizado se logra mediante una máquina de control numérico CNC de tres ejes. La superficie de la raíz forjada es sujetada en un accesorio de montaje utilizando mordazas y se utiliza un programa de control numérico CNC para mecanizar los lados y la superficie de extremo de la fijación.
El dato de referencia mecanizado tiene varias superficies y es, generalmente, en forma de columna. En sección transversal, la fijación es asimétrica, lo cual ayuda a la alineación correcta de la unidad de álabe dentro del soporte de la fijación. La fijación tiene por lo menos tres superficies de dato de referencia que, en la Figura 2 y en la Figura 3, se muestran como d1, d2 y d3. El dato de referencia d1 es la superficie de la fijación en el extremo opuesto de la fijación a la raíz de álabe. Los datos de referencia d2 y d3 son superficies que se extienden perpendiculares al dato de referencia d1.
El dato de referencia d1 de la fijación se ubica contra una superficie inferior correspondiente del soporte de la fijación y es mantenido contra esta superficie inferior por el peso de la unidad de álabe o alguna otra fuerza de carga. Las superficies de los datos de referencia d2 y d3 se ubican contra las paredes laterales correspondientes del accesorio de montaje mediante una superficie desviada dentro del accesorio de montaje.
Como se expuso anteriormente en la realización preferida, la fijación es asimétrica y tiene una superficie d4 a 45º... [Seguir leyendo]
Reivindicaciones:
1. Un método para el montaje de una pluralidad de unidades aerodinámicas diferentes, en el cual cada unidad
aerodinámica se somete a una o más etapas de fabricación para llevara a una forma terminada, caracterizado 5 porque
el método comprende la etapa de provisión de una característica de dato de referencia sobre una porción de raíz de cada una de las unidades aerodinámicas, en la cual cada característica de dato de referencia es de idéntica forma y dimensión, y sobresale desde la porción de raíz, una tras otra: a) la colocación de la característica de dato de referencia de una primera de las unidades
aerodinámicas en un accesorio de montaje complementario para asegurar la unidad aerodinámica diferente, b) la realización de por lo menos una etapa de fabricación sobre la unidad aerodinámica diferente asegurada, c) la extracción de la unidad aerodinámica diferente del accesorio de montaje, d) la colocación de la característica de dato de referencia de otra de las unidades aerodinámicas en el accesorio de montaje complementario para asegurar la unidad aerodinámica diferente, e) la realización de por lo menos una etapa de fabricación sobre la unidad
aerodinámica diferente asegurada, f) la extracción de la unidad aerodinámica diferente del accesorio de montaje.
2. Un método según la reivindicación 1, en el cual el método comprende además las etapas de g) colocación de la característica de dato de referencia de la primera de las unidades aerodinámicas en un segundo accesorio de montaje complementario para asegurar la unidades aerodinámica diferentes, h) realización de por lo menos una
etapa de fabricación sobre la unidad aerodinámica diferente asegurada, y i) extracción del artículo diferente del accesorio de montaje.
3. Un método según la reivindicación 1 o la reivindicación 2, en el cual las etapas de fabricación son elegidas a partir de un grupo consistente en fresado, amolado, torneado, mecanizado químico, pulido e inspección.
4. Un método según cualquiera de las reivindicaciones precedentes, en el cual las unidades aerodinámicas son diferentes en forma y / o en tamaño.
5. Un método según cualquiera de las reivindicaciones precedentes, en el cual la característica de dato de referencia30 tiene una sección transversal asimétrica.
6. Un método según cualquiera de las reivindicaciones precedentes, en el cual la característica de dato de referencia tiene una o más superficies de referencia.
7. Un método según cualquiera de las reivindicaciones precedentes, en el cual la característica de dato de referencia es forjada o fundida durante el proceso de forjado o fundición mediante el cual se fabrica el perfil aerodinámico.
8. Un método según cualquiera de las reivindicaciones precedentes, en el cual la característica de dato de referencia es mecanizada después de su fabricación, antes de su colocación en el accesorio de montaje complementario.
Patentes similares o relacionadas:
Procedimiento y dispositivo de fabricación de álabes de turbinas, del 20 de Marzo de 2019, de Mecachrome France: Procedimiento de fabricación de álabes de turbinas en aleación metálica a partir de una barra maciza, caracterizado por que dicha barra maciza es una barra […]
 Procedimiento de torneado con arranque de virutas y dispositivo de torneado, del 10 de Febrero de 2016, de J.G. WEISSER SÖHNE GMBH & CO. KG: Procedimiento de torneado con arranque de virutas de una pieza de trabajo alargada que presenta un eje longitudinal, cuya pieza de trabajo se sujeta […]
Procedimiento de torneado con arranque de virutas y dispositivo de torneado, del 10 de Febrero de 2016, de J.G. WEISSER SÖHNE GMBH & CO. KG: Procedimiento de torneado con arranque de virutas de una pieza de trabajo alargada que presenta un eje longitudinal, cuya pieza de trabajo se sujeta […]
Sistema que comprende un impulsor de mezcla con un borde de ataque en espiral, procedimiento de formación de dicho sistema, y procedimiento de tratamiento de un material utilizando dicho sistema, del 18 de Septiembre de 2013, de SPX CORPORATION: Un sistema, que comprende: una cuchilla del impulsor , un buje , un eje , y un recipiente, estando dicho sistema caracterizado porque la […]
 Procedimiento para la fabricación de una pieza forjada a partir de una aleación gamma a base de titanio-aluminio, del 18 de Septiembre de 2013, de Böhler Schmiedetechnik GmbH & Co KG: Procedimiento para fabricar una pieza forjada, en particular una paleta de turbina, a partir de una aleación gammaa base de titanio-aluminio, […]
Procedimiento para la fabricación de una pieza forjada a partir de una aleación gamma a base de titanio-aluminio, del 18 de Septiembre de 2013, de Böhler Schmiedetechnik GmbH & Co KG: Procedimiento para fabricar una pieza forjada, en particular una paleta de turbina, a partir de una aleación gammaa base de titanio-aluminio, […]
Método de fabricación de un borde delantero metálico de un álabe de ventilador de una turbina, del 5 de Abril de 2013, de TURBINE ENGINE COMPONENTS TECHNOLOGIES CORPORATION: Un método de fabricación de un borde delantero metálico de un álabe de ventilador de turbina, caracterizadoporque comprende: proporcionar una pieza metálica alargada […]
Procedimiento de fabricación de un álabe hueco, del 20 de Marzo de 2012, de SNECMA: Procedimiento de fabricación de un alabe hueco para turbomaquina que consiste en formar canales en una pieza en bruto del alabe, en colocar insertos en los canales […]
UN METODO PARA EXCLUIR CONTAMIENANTES DE ARTICULOS HUECOS DURANTE LA FABRICACION,, del 1 de Abril de 1992, de UNITED TECHNOLOGIES CORPORATION: UN METODO PARA EXCLUIR CONTAMINANTES DE ARTICULOS HUECOS DURANTE LA FABRICACION. DURANTE EL PROCESO DE FABRICACION DE PALETAS Y ASPAS DE TURBINA, ENTRE […]
 PRENSA PARA EL MANTENIMIENTO Y PRENSADO DE UNA PIEZA, del 16 de Abril de 2008, de SNECMA MOTEURS: Prensa, que comprende un primer elemento y un segundo elemento de mantenimiento y de prensado entre ellos de una pieza que […]
PRENSA PARA EL MANTENIMIENTO Y PRENSADO DE UNA PIEZA, del 16 de Abril de 2008, de SNECMA MOTEURS: Prensa, que comprende un primer elemento y un segundo elemento de mantenimiento y de prensado entre ellos de una pieza que […]