MOLDEO POR COMPRESIÓN DE MATERIAL CELULÓSICO APELUSADO.
Un procedimiento para producir al menos un producto o al menos un objeto partiendo de un material celulósico fibroso apelusado por medio de un procedimiento (8) de moldeo por compresión utilizando al menos dos piezas de moldeo,
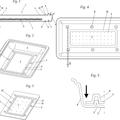
una pieza hembra (80) y una pieza macho (81), dispuestas de forma amovible aproximándose entre sí, y alejándose entre sí, por lo que cuando dichas piezas de molde se encuentran en una posición cerrada, se define una cavidad interna (70), que presenta las secciones de pared o superficies (80a, 81a), siguiendo la forma de dicho producto (10) o dicho objeto (100), por lo que:
a) se introduce una capa de estructura (20) de material celulósico fibroso apelusado y un contenido líquido (30) de cola escogido entre las piezas abiertas (80, 81) de molde;
b) se mueven dichas piezas (80, 81) de molde aproximándose entre sí en la posición cerrada para encerrar dicha estructura (20) de material apelusado y el contenido líquido (30) de cola escogido,
c) se desplazan dicha estructura (20) de material celulósico fibroso apelusado y dicho contenido líquido (30) de cola hacia dicha cavidad (70), y dentro de la misma, para presionar dicha estructura (20) de material celulósico apelusado y dicho contenido líquido (30) de cola formando una estructura comprimida (20') de material celulósico por medio de una sección (81a) de pared relacionada con una pieza macho (81) contra una sección (80a) de pared o superficie interna de dicha pieza hembra (80), y
d) se mueven las piezas (80, 81) de molde hacia una posición abierta, para exponer y extraer dicho producto (10) o dicho objeto (100), caracterizado porque cuando dichas piezas (80, 81) de molde son movidas hasta dicha posición cerrada y definen dicha cavidad (70), se escoge el volumen de dicha cavidad (70) para que sea menor que el volumen de dicha estructura (20) de material celulósico fibroso apelusado y que el volumen de dicho contenido líquido (30) de cola escogido, y porque se escoge dicho contenido líquido (30) de cola para que sea suficiente, bajo presión de dichas piezas (80, 81) de molde, para impregnar completamente dicha estructura comprimida (20') de material celulósico, por lo que se escoge en exceso dicho contenido líquido (30) de cola sobrante, de forma que el contenido líquido (30a) de cola sobrante rezuma fuera de la cavidad (70) cuando dichas piezas de molde se encuentran en la posición cerrada.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2007/001724.
Solicitante: PAPER TECHNOLOGIES S.R.L.
Nacionalidad solicitante: Italia.
Dirección: VIA PRIVATA CESARE BATTISTI, 1 20122 MILANO ITALIA.
B29C43/00TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › Moldeo por compresión, es decir, aplicando una presión externa para hacer que fluya el material de moldeo; Aparatos a este efecto.
B29C51/14B29C […] › B29C 51/00 Conformación por termoformación, p. ej. conformación de hojas en los moldes en dos partes o por embutido profundo; Aparatos a este efecto. › de preformas o de hojas multicapas.
B65D1/34B […] › B65TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › B65D 1/00 Recipientes rígidos o semirrígidos que tienen cuerpos formados en una sola pieza, p.ej. por moldeo de un material en metal, por moldeo de un material plástico, por soplado de un material vítreo, por moldeo de un material en cerámica, por moldeo de un material fibroso cocido, por estirado de un material en hoja (Enrollando, curvando o plegando el papel B65D 3/00, B65D 5/00; especialmente concebidos para ser abiertos por corte, perforado o desgarre de partes de la pared B65D 17/00; palés rígidos con paredes laterales B65D 19/02). › Bandejas o recipientes análogos poco profundos.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
La presente invención versa, en general, acerca de un procedimiento para producir al menos un producto u objeto y una disposición para el mismo, como se define en el preámbulo de las reivindicaciones 1 o 14. Tal procedimiento o disposición es conocido por el documento WO-A-02/42070. Se pretende que el término producto en el presente texto abarque una estructura semielaborada, que debe ser tratada adicionalmente en una o más etapas de procesamiento para formar un objeto, y se pretende que la expresión objeto en el presente texto abarque un objeto acabado o completado listo para su uso previsto. Más precisamente, la presente invención versa acerca de un procedimiento para formar al menos un producto en un procedimiento de moldeo por compresión o una etapa que utiliza únicamente una pieza hembra y únicamente una pieza macho correspondiente, y cuando se encuentran estas piezas en una posición completamente unida y de interacción forman un espacio, mencionado en la siguiente descripción y las siguientes reivindicaciones como una cavidad, que tiene una forma interna similar, o correspondiente, a la forma o el diseño externo e interno de dicho producto o de dicho objeto. Se sugiere especialmente que el procedimiento estará basado en las siguientes etapas: a) se debe introducir entre piezas abiertas de molde una capa de una estructura de material apelusado a la que se añade y/o se mezcla un contenido líquido de cola, b) a partir de entonces se mueven una o ambas piezas de molde aproximándose entre sí, para encerrar una sección de dicha estructura de material apelusado y un contenido líquido de cola escogido, c) se provoca que dicha estructura de material apelusado y dicho contenido líquido de cola sea desplazada hacia dicha cavidad, y dentro de la misma, para comprimir dicha porción de estructura de material apelusado y dicho contenido líquido de cola por medio de dicha pieza macho y sus secciones relacionadas de pared contra las superficies internas de dicha pieza hembra, y su sección relacionada de pared. d) a partir de entonces, se trasladan o se vuelven a mover ambas piezas de molde hacia una posición inicial abierta, y hasta la misma. Antecedentes de la invención En la técnica son conocidos anteriormente procedimientos, disposiciones y diseños de la naturaleza esbozados anteriormente en una pluralidad de distintas realizaciones. Como primer ejemplo del estado de la técnica y del campo técnico con los que se relaciona la presente invención, se puede hacer referencia al contenido de la solicitud de patente internacional PCT/SE01/02582 (número de publicación WO-A1-02/42070), en la que se muestra y se da a conocer un procedimiento y una disposición para producir uno o varios productos, por medio de un procedimiento de moldeo por compresión, utilizando al menos dos piezas de molde dispuestas para moverse aproximándose y alejándose entre sí. Teniendo dicho producto una estructura o un soporte constituido por un material fibroso, estando cubierta al menos una pieza de superficie, cuando es necesario, por medio de una capa que crea una barrera, tal como una lámina o una película resistente a un gas o humedad, por ejemplo, una lámina o película de plástico, y dichas piezas de molde, cuando están unidas por completo, exponen una cavidad interna, definiendo superficies externa e interna siguiendo parcial o completamente la forma de un producto o un objeto producido. Las etapas sucesivas relacionadas con el procedimiento conocido son: a) que se permita que una lámina o una película alargada, con una capa de un material de compresión, formada creando una estructura de material apelusado, como una porción de reposo sobre la misma, sea introducida entre piezas abiertas de molde, b) que las piezas de molde sean unidas o movidas aproximándose entre sí para encerrar una porción de lámina o película y una porción correspondiente de material apelusado y comprimir una estructura de material apelusado como una cuerda, rodeando dicha porción de lámina o película contra una línea o un área delimitantes, y a lo largo de la misma, correspondiente a una línea o área delimitante orientada hacia un borde para el producto o el objeto, c) se provoca que dicha porción de lámina o de película, con una porción de estructura de material apelusado aplicada y soportada sobre la misma, y rodeada por dichas piezas de molde, sea desplazada hacia una 2 E07722977 28-11-2011 cavidad, y dentro de la misma, formada en una de las piezas (pieza hembra) utilizadas de molde que tenga una forma interna correspondiente de forma parcial o completa a la forma externa del producto u objeto, mediante un medio que influye en la porción de lámina o de película, para comprimir dicha porción de estructura de material apelusado dentro de la superficie interna, y contra la misma, de la pieza hembra dejando el molde al descubierto, y d) que las piezas de molde, la pieza hembra y la pieza de lámina o de película, son trasladadas o movidas a partir de entonces hacia su posición inicial abierta, para la exposición de un producto no deformable comprimido o productos u objetos no deformables. Especialmente, se da a conocer que dicho medio, según la etapa c, está constituido por una porción de lámina o de película elástica, influida por aire o gas bajo una presión positiva, para comprimir la estructura de material apelusado dentro de una sección de pared interna, y hacia la misma, relacionada con dicha pieza hembra. Considerando los objetos relacionados con la presente invención también se deben mencionar distintos procedimientos para la producción de uno o más de una pluralidad de distintos productos u objetos de pared delgada, tales como objetos de embalaje, que se prevé que encierren uno o varios artículos, en los que el material de los objetos puede ser material de aluminio, de plástico y/o de fibra. Dado que la presente invención está basada principalmente en la producción de productos u objetos de embalaje de tipo desechable, y hace uso de una estructura de material fibroso como un material de partida y de estructura o de soporte, solo se considerará en detalle esta aplicación. Por lo tanto, ya son conocidos diversos procedimientos para producir productos u objetos de embalaje de distintas formas de un material fibroso, tal como fibra de madera. El procedimiento escogido para esto depende de la elección del material de partida, de la velocidad deseada de producción, de la estructura y forma deseadas del producto u objeto final, al igual que otros criterios. Un procedimiento de ese tipo conocido anteriormente para producir productos a partir de un material fibroso de pasta de madera está basado en una técnica que puede ser denominada moldeo de pulpa y está basado en un procedimiento en mojado. En un procedimiento establecido este moldeo de pulpa se lleva a cabo utilizando una pasta papelera o molienda, un material de fibra de madera o un material similar, disuelto en agua, junto con aditivos seleccionados, tales como adhesivo, etc., por medio de una herramienta para perfilar, que tiene una forma complementaria a la forma externa del producto u objeto, adhiriéndose el material fibroso de madera a la superficie de la herramienta, mientras que el agua que disuelve la pasta papelera pasa a través de las perforaciones en la herramienta para perfilar. Es aquí habitual que la concentración de fibra de madera sea tan baja como 0,5-1%, lo que significa que se debe tratar entre 200 y 100 veces más de agua. Además, en esta tecnología conocida, las herramientas para perfilar deben estar fabricadas de un material inoxidable. La herramienta para perfilar también debe estar dotada de perforaciones distribuidas de manera uniforme en forme de pequeños agujeros para el paso de dicha agua blanca. La experiencia ha demostrado que, para una función satisfactoria, estos agujeros deben estar taladrados muy cerca unos de otros y bien distribuidos, con un diámetro de aproximadamente 1 a 2 mm. Además, el uso de tales herramientas para perfilar requiere una superficie complementaria orientada al producto que va a ser cubierto con una red o tela metálica y esta, también, tiene que ser material inoxidable. Es conocido que la perforación de todos estos pequeños agujeros, al igual que la formación y la aplicación de una estructura de red o tela metálica, requiere una mano de obra manual cara y cualificada. Tal herramienta debe soportar agua, fibras, productos químicos, vacío y al menos una cierta cantidad de presión. La red o tela metálica también debe estar dimensionada con tal resistencia que el producto u objeto producido, en forma de torta fibrosa, pueda ser liberado de la red o tela. Por lo tanto, es considerable la necesidad de limpiar la estructura de red o tela metálica, etc., al igual que el resto de la herramienta para perfilar. Después de este tipo de moldeo, se debe transferir, o... [Seguir leyendo]
Reivindicaciones:
1. Un procedimiento para producir al menos un producto o al menos un objeto partiendo de un material celulósico fibroso apelusado por medio de un procedimiento (8) de moldeo por compresión utilizando al menos dos piezas de moldeo, una pieza hembra (80) y una pieza macho (81), dispuestas de forma amovible aproximándose entre sí, y alejándose entre sí, por lo que cuando dichas piezas de molde se encuentran en una posición cerrada, se define una cavidad interna (70), que presenta las secciones de pared o superficies (80a, 81a), siguiendo la forma de dicho producto (10) o dicho objeto (100), por lo que: a) se introduce una capa de estructura (20) de material celulósico fibroso apelusado y un contenido líquido (30) de cola escogido entre las piezas abiertas (80, 81) de molde; b) se mueven dichas piezas (80, 81) de molde aproximándose entre sí en la posición cerrada para encerrar dicha estructura (20) de material apelusado y el contenido líquido (30) de cola escogido, c) se desplazan dicha estructura (20) de material celulósico fibroso apelusado y dicho contenido líquido (30) de cola hacia dicha cavidad (70), y dentro de la misma, para presionar dicha estructura (20) de material celulósico apelusado y dicho contenido líquido (30) de cola formando una estructura comprimida (20) de material celulósico por medio de una sección (81a) de pared relacionada con una pieza macho (81) contra una sección (80a) de pared o superficie interna de dicha pieza hembra (80), y d) se mueven las piezas (80, 81) de molde hacia una posición abierta, para exponer y extraer dicho producto (10) o dicho objeto (100), caracterizado porque cuando dichas piezas (80, 81) de molde son movidas hasta dicha posición cerrada y definen dicha cavidad (70), se escoge el volumen de dicha cavidad (70) para que sea menor que el volumen de dicha estructura (20) de material celulósico fibroso apelusado y que el volumen de dicho contenido líquido (30) de cola escogido, y porque se escoge dicho contenido líquido (30) de cola para que sea suficiente, bajo presión de dichas piezas (80, 81) de molde, para impregnar completamente dicha estructura comprimida (20) de material celulósico, por lo que se escoge en exceso dicho contenido líquido (30) de cola sobrante, de forma que el contenido líquido (30a) de cola sobrante rezuma fuera de la cavidad (70) cuando dichas piezas de molde se encuentran en la posición cerrada. 2. Un procedimiento según la reivindicación 1, caracterizado porque dicho al menos un producto está sometido a un tratamiento adicional (9, 9a), para crear la forma externa y/o interna del producto, para formar un objeto (100). 3. Un procedimiento según la Reivindicación 1, caracterizado porque dicho contenido líquido de cola y dicha estructura compresible de material apelusado están distribuidos como capas sobre un material portador flexible. 4. Un procedimiento según la Reivindicación 1, caracterizado por la formación de una semielaboración de dicho producto o dicho objeto, impregnado hasta un nivel de saturación, y la colocación de dicho producto u objeto semielaborado (10) en un equipo subsiguiente (9, 9a) para secar y/o endurecer dicho contenido líquido de cola para formar un producto u objeto sólido. 5. Un procedimiento como se reivindica en la Reivindicación 1 precedente, caracterizado porque se selecciona un contenido líquido de cola utilizado para que tenga una viscosidad inferior a 500 mPas, tal como entre 50 y 200 mPas. 6. Un procedimiento como se reivindica en la Reivindicación 1, caracterizado porque dicha pieza macho está adaptada para ser desplazada hacia arriba, para elevar una sección portadora flexible con una estructura asociada de material apelusado impregnado, encerrada entre dichas piezas de molde, dentro de una pieza hembra, y hacia la misma, ubicada encima de dicha sección portadora, o dicha pieza macho está adaptada para ser desplazada hacia abajo, para empujar a una estructura de material apelusado y a un contenido líquido de cola, encerrados entre las piezas de molde, y una sección portadora flexible hacia abajo y hacia una pieza hembra, y dentro de la misma, ubicada debajo de dicha sección portadora. 7. Un procedimiento como se reivindica en la Reivindicación 1, caracterizado porque se forma finalmente un producto semielaborado y/o un producto semielaborado seco, como un objeto completado, por medio de una o más estaciones orientadas subsiguientemente de compresión y/o de troquelado. 8. Un procedimiento como se reivindica en la Reivindicación 1, caracterizado porque, en una etapa subsiguiente de procesamiento, se fija una película plástica, además de dicho material portador, a un lado de un producto semielaborado secado y ya tratado, para formar un producto u objeto sólido. 11 E07722977 28-11-2011 9. Un procedimiento como se reivindica en la Reivindicación 9, caracterizado porque se fija una película plástica adicional subsiguiente y una sección portadora de dicho material portador, por medio de un proceso de calentamiento de dicho producto semielaborado, y en el que una fuerza de compresión, contra una porción interna de dicho producto semielaborado, tiene lugar en una disposición de presión de aire excesiva. 10. Un procedimiento como se reivindica en la Reivindicación 1, caracterizado porque dicha estructura de material apelusado está seleccionada de un material constituido por una estructura de material celulósico apelusado puro y/o una mezcla de uno o más materiales celulósicos apelusados y/o un material seleccionado de relleno, y como tal se selecciona creta, material de fibra sintética o similar como material de relleno. 11. Un procedimiento como se reivindica en la Reivindicación 1, caracterizado porque dicha estructura de material apelusado está estratificado con capas orientadas interpuestas de contenido líquido de cola y/o capas de refuerzo. 12. Un procedimiento según cualquiera de las reivindicaciones anteriores, en el que el contenido líquido (30a) de cola sobrante rezuma fuera a través de agujeros (80b) en la sección (80a) de pared de las piezas de molde. 13. Un procedimiento según la reivindicación 1, en el que el volumen escogido del contenido líquido de cola está escogido para que sea suficiente para llenar esencialmente todos los poros en la porosidad del material apelusado en su forma comprimida (20), de forma que las superficies externas e internas de dicho producto están intactas. 14. Una disposición para producir al menos un producto o al menos un objeto partiendo de un material celulósico fibroso apelusado por medio de un procedimiento de moldeo por compresión, utilizando al menos dos piezas de molde, una pieza hembra y una pieza macho, dispuestas de forma amovible mediante un primer medio aproximándose entre sí, y alejándose entre sí, por lo que cuando dichas piezas de molde se encuentran en una posición cerrada, hay definida una cavidad interna (70), presentando secciones de pared o superficies, siguiendo la forma de dicho producto o dicho objeto, por lo que, a) se introduce una capa de una estructura (20) de material celulósico fibroso apelusado y un contenido líquido (30) de cola escogido, mediante un segundo medio, entre las piezas abiertas (80, 81) de molde, b) se mueven dichas piezas de molde, mediante un tercer medio, aproximándose entre sí en la posición cerrada para encerrar dicha estructura de material celulósico fibroso apelusado y el contenido líquido de cola escogido, c) se desplazan dicha estructura de material celulósico fibroso apelusado y dicho contenido líquido de cola, mediante un cuarto medio, hacia dicha cavidad, y dentro de la misma, para presionar dicha estructura (20) de material celulósico fibroso apelusado y dicho contenido líquido (30) de cola formando una estructura comprimida (20) de material celulósico por medio de una sección de pared relacionada con una pieza macho, contra una sección de pared o superficie interna de dicha pieza hembra, y d) las piezas de molde son movidas, mediante dicho primer medio hacia una posición abierta, para exponer y extraer dicho producto o dicho objeto caracterizada porque cuando dichas piezas de molde son movidas, mediante dicho primer medio hasta dicha posición cerrada y definen dicha cavidad, siendo el volumen de dicha cavidad menor que el volumen de dicha estructura de material celulósico fibroso apelusado y el volumen de dicho contenido líquido de cola escogido, y porque se escoge dicho contenido líquido de cola para que sea suficiente para impregnar completamente, bajo presión de dichas piezas de molde, dicha estructura comprimida de material celulósico, por lo que se escoge en exceso dicho contenido líquido (30) de cola, de forma que el contenido líquido (30a) de cola sobrante rezuma fuera de la cavidad (70) cuando dichas piezas de molde se encuentran en la posición cerrada y el contenido líquido (30a) de cola sobrante rezuma fuera a través de los agujeros (80b) en la sección (80a) de pared de las piezas de molde. 12 E07722977 28-11-2011 13 E07722977 28-11-2011 14 E07722977 28-11-2011
Patentes similares o relacionadas:
Envase recerrable y máquina de envasado, del 22 de Julio de 2020, de Ulma Packaging Technological Center, S.Coop: 1. Máquina termoformadora para fabricar un envase recerrable, que comprende
- una estación de termoconformado en la que a partir de un segmento de una primera lámina […]
Recipiente con recubrimiento, del 18 de Diciembre de 2019, de Graphic Packaging International, LLC: Una pieza en bruto para formar un recipiente para almacenar un artículo, comprendiendo la pieza en bruto:
una porción de pared y una porción de […]
Bandeja de drenaje mejorada para contener alimentos frescos, del 27 de Noviembre de 2019, de Bianucci di Bianucci S. & C. SNC: Bandeja de drenaje mejorada para contener alimentos frescos, que comprende:
- una primera capa inferior y paredes laterales elevadas ;
- una […]
Método y aparato para la embutición profunda de una bandeja a partir de un material de lámina, del 31 de Julio de 2019, de STORA ENSO OYJ: Un método de embutición profunda de una bandeja a partir de material de lámina seleccionado de un grupo que consiste en papel, cartoncillo, […]
Bandeja de papel de embutición profunda, método y aparato para fabricarla y envase de producto en forma de bandeja, del 17 de Julio de 2019, de STORA ENSO OYJ: Un método de fabricación de una bandeja de cartón por embutición profunda, comprendiendo el método las etapas de colocar una pieza en bruto de cartulina […]
Bandeja de soporte de endoscopio y método para almacenar y transportar endoscopios, del 10 de Julio de 2019, de Meditech Endoscopy Limited: Una bandeja rígida de soporte de endoscopio para el transporte y almacenamiento de un endoscopio, la bandeja rígida de soporte de endoscopio que […]
Kit para pizza para llevar, del 10 de Julio de 2019, de Food Delivery Packaging S.r.l: Una bandeja en forma de caja tipo cuenco hecha de material sintético para llevar pizza que tiene dos primeras paredes opuestas y dos segundas paredes […]
Envase compuesto, del 13 de Marzo de 2019, de Graphic Packaging International, LLC: Construcción compuesta, que comprende:
una pared lateral que se extiende, por lo menos parcialmente, alrededor del interior de la construcción compuesta;
[…]
Utilizamos cookies para mejorar nuestros servicios y mostrarle publicidad relevante. Si continua navegando, consideramos que acepta su uso. Puede obtener más información aquí. .
 Bandeja de drenaje mejorada para contener alimentos frescos, del 27 de Noviembre de 2019, de Bianucci di Bianucci S. & C. SNC: Bandeja de drenaje mejorada para contener alimentos frescos, que comprende:
- una primera capa inferior y paredes laterales elevadas ;
- una […]
Bandeja de drenaje mejorada para contener alimentos frescos, del 27 de Noviembre de 2019, de Bianucci di Bianucci S. & C. SNC: Bandeja de drenaje mejorada para contener alimentos frescos, que comprende:
- una primera capa inferior y paredes laterales elevadas ;
- una […]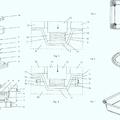 Método y aparato para la embutición profunda de una bandeja a partir de un material de lámina, del 31 de Julio de 2019, de STORA ENSO OYJ: Un método de embutición profunda de una bandeja a partir de material de lámina seleccionado de un grupo que consiste en papel, cartoncillo, […]
Método y aparato para la embutición profunda de una bandeja a partir de un material de lámina, del 31 de Julio de 2019, de STORA ENSO OYJ: Un método de embutición profunda de una bandeja a partir de material de lámina seleccionado de un grupo que consiste en papel, cartoncillo, […]