MOLDE PARA PIEZAS INYECTADAS CON CONTRASALIDAS INTERNAS.
Molde para piezas inyectadas con contrasalidas internas que comprende una parte macho de molde formada por dos piezas complementarias,
las cuales se acoplan correspondientemente una dentro de la otra, con posibilidad de desplazamiento axial y giro entre ellas, determinando la pieza componente exterior unas ranuras, en las cuales se alojan unas formas paralelas que la pieza componente interior posee en la periferia, de modo que mediante un desplazamiento axial y un giro entre ambas piezas componentes, las formas paralelas salen de las ranuras y se desvían del enfrentamiento respecto de las mismas permitiendo la extracción de la pieza inyectada sin forzarla.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201000774.
Solicitante: IRUMOLD S.L.
Nacionalidad solicitante: España.
Inventor/es: ANTOÑANA GASTESI,FRANCISCO JAVIER, BERRO PREBOSTE,JOSE JAVIER, GALE ONECA,FELIX, LARUMBE SAN MARTÍN,LUIS.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C45/17 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06). › Elementos constitutivos, detalles o accesorios; Operaciones auxiliares.
- B29C45/44 B29C 45/00 […] › de objetos con muescas o sesgados.
Fragmento de la descripción:
Molde para piezas inyectadas con contrasalidas internas.
Sector de la técnica
La presente invención está relacionada con la obtención de piezas moldeadas inyectadas con contrasalidas internas, proponiendo un molde realizado con un conjunto funcional que permite el desmoldeo de ese tipo de piezas sin someterlas a esfuerzos que las puedan deteriorar.
Estado de la técnica
Debido a las características y posibilidades que ofrece, el moldeo de inyección se utiliza para fabricar piezas de todo tipo, algunas de las cuales presentan problemas para el desmoldeo, lo cual es significativo con las piezas inyectadas que poseen contrasalidas internas.
En la obtención de ese tipo de piezas se emplea convencionalmente un desmoldeo de extracción forzada de las piezas moldeadas, con lo cual las partes prominentes internas de las mismas sufren esfuerzos de deformación que, si superan el límite elástico del material, pueden ocasionar deterioros causantes del rechazo de las piezas.
Se han desarrollado para ese fin métodos de desmoldeo basados en técnica de pinzas retráctiles y sistemas mecánicos de deslizamiento cónico o lineal sobre plano inclinado, con aplicación a piezas que superan un tamaño del orden de 25 milímetros, pero con piezas de tamaño inferior no son aplicables estos métodos, quedando solo la solución de la extracción forzada.
En algunos sectores como, por ejemplo, el médico-farmacéutico, existen, sin embargo, utensilios de tamaño muy pequeño, que deben tener una gran precisión en su formación, para los cuales las técnicas convencionales de moldeo por inyección son difíciles de aplicar, conllevando un porcentaje de rechazos muy elevado y un elevado gasto en las labores de mantenimiento del molde.
Objeto de la invención
De acuerdo con la invención se propone un molde estructurado con unas características que permiten desmoldear piezas inyectadas provistas con prominencias internas, sin obligar a deformaciones de las mismas, de manera que se pueden obtener dichas piezas en unas condiciones muy ventajosas.
De igual manera la solución prevista permite el diseño de piezas con contrasalidas más abruptas que con la tecnología actual son inviables por sus altas probabilidades de roturas o deformaciones en el proceso de desmoldeo.
Este molde objeto de la invención consta de una parte macho destinada a alojarse dentro de una parte hembra para formar en el hueco que queda entre ambas partes la pieza a fabricar, estando la parte macho formada por dos piezas complementarias, que encajan en una parte hembra, las cuales se disponen acopladas en inserción una dentro de la otra, con posibilidad de extracción axial y giro de la pieza interior respecto de la pieza externa, determinando la pieza externa unas aberturas en las que se alojan unas formas paralelas que sobresalen en el contorno de la pieza interior.
Se obtiene con ello un conjunto de la parte macho del molde, que encajan en una parte hembra, sobre el cual se pueden formar piezas inyectadas con contrasalidas internas correspondientes con los espacios intermedios entre las formas paralelas de la pieza interior del macho, de forma que, mediante un desplazamiento axial de dicha pieza interior del macho, respecto de la pieza externa, conjuntamente con la pieza moldeada, y un giro posterior de esa pieza interior del macho, respecto de la pieza moldeada, las prominencias internas de la pieza moldeada quedan en libertad, pudiendo ser extraída la pieza sin sufrir deformaciones.
Con el molde de la invención se pueden obtener, por lo tanto, conformaciones inyectadas con contrasalidas internas, en piezas de cualquier tamaño, con precisión y sin deformaciones, de modo que dicho molde resulta de unas características muy ventajosas para la función a la que está destinado, adquiriendo vida propia y carácter preferente respecto de los sistemas convencionales de la misma aplicación.
Descripción de las figuras
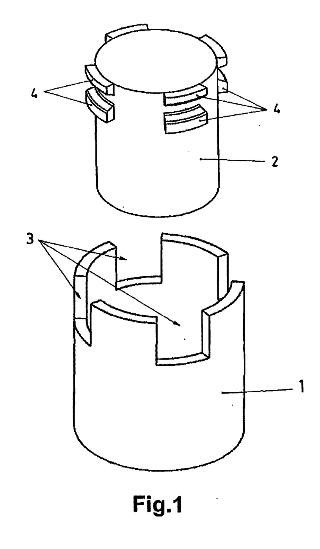
La figura 1 muestra en esquema una perspectiva explosionada del conjunto de la parte macho de un molde según la invención.
La figura 2 es una perspectiva del conjunto de la figura anterior acoplado en la posición de moldeo.
La figura 3 es una perspectiva del conjunto de macho de molde en la posición de la primera fase del desmoldeo.
La figura 4 es una perspectiva del conjunto de macho de molde en la posición de la segunda fase del desmoldeo.
La figura 5 es una perspectiva del conjunto de macho del molde en una primera fase de retorno hacia la posición de moldeo.
La figura 6 es una perspectiva del conjunto de macho del molde en una segunda fase de retorno a la posición de moldeo.
La figura 7 muestra en vista seccionada un ejemplo de pieza susceptible de realizarse con el molde de la invención.
La figura 8 es una pieza inyectada con contrasalidas internas vista desde el interior.
Descripción detallada de la invención
El objeto de la invención se refiere a un molde destinado para moldear piezas inyectadas provistas con contrasalidas internas, permitiendo el desmoldeo de dichas piezas de una manera sencilla y sin ocasionar deformaciones de las mismas.
El molde preconizado comprende una parte macho destinada a alojarse dentro de una parte hembra (no representada) para formar en el hueco que queda entre ambas partes la pieza a fabricar, estando la parte macho formada por dos piezas componentes (1 y 2) complementarias, que encajan en una parte hembra, las cuales se disponen acopladas correspondientemente una dentro de la otra, siendo la pieza componente (1) un cilindro hueco, dentro del cual se aloja la pieza componente (2) que consiste en un cuerpo cilíndrico de diámetro correspondiente con el diámetro interior de la pieza componente (1).
El cilindro hueco de la pieza componente (1) determina en el borde del extremo por el que se inserta la pieza componente (2), unas ranuras (3), mientras que el cuerpo cilíndrico de la pieza componente (2) posee en la periferia unas formas paralelas (4) que corresponden con dichas ranuras (3) de la pieza componente (1), alojándose esas formas paralelas (4) transversalmente en las mencionadas ranuras (3) cuando las dos piezas componentes (1 y 2) se acoplan una dentro de la otra, como representa la figura 1.
Con ello así, sobre dicho conjunto de la parte macho del molde se pueden moldear piezas inyectadas (5), como la del ejemplo representado en las figuras 7 y 8, que no es una realización limitativa, las cuales se forman sobre la superficie externa de la pieza componente (1), resultando la pieza moldeada (5) con contrasalidas internas (6) que se forman entre las formas paralelas (4) de la pieza componente (2).
Para desmoldear las piezas inyectadas (5) que así resultan, respecto de la mencionada parte macho del molde, después de extraído el conjunto respecto de la parte hembra (no representada) del molde, primero se efectúa un desplazamiento axial de la pieza componente (2) respecto de la pieza componente (1) del conjunto de la parte macho del molde, como representa la figura 3, con lo cual las contrasalidas internas (6) de la pieza inyectada (5), junto con las formas paralelas (4) de la pieza componente (2), quedan fuera de las ranuras (3) de la pieza componente (1).
Una vez así, se efectúa un giro de la pieza componente (2), respecto de la pieza componente (1), como representa la figura 4, manteniendo en ese giro fija la pieza inyectada (5), junto con la pieza componente (1), con lo cual las contrasalidas internas (6) de la pieza inyectada (5) salen de entre las formas paralelas (4) de la pieza componente (2).
En esas condiciones la pieza inyectada (5) queda sin ninguna retención respecto de las piezas componentes (1 y 2) del conjunto de la parte macho del molde, de forma que la pieza inyectada (5) se puede extraer sin dificultad y sin que tenga que sufrir deformación de sus contrasalidas internas (6), lo cual, permite obtener piezas inyectadas (5) con absoluta precisión.
Una vez extraída la pieza moldeada (5), para volver el molde a la posición inicial de moldeo, solo es necesario girar la pieza componente (2) de la parte macho del molde, en sentido contrario que en el desmoldeo, hasta que las formas paralelas (4) quedan enfrentadas a las ranuras (3) de la pieza componente (1), como representa la figura 7, y luego desplazar axialmente dicha pieza componente (2) hacia el interior de la pieza componente (1), como representa...
Reivindicaciones:
1. Molde para piezas inyectadas con contrasalidas internas, del tipo que comprende una parte macho destinada a alojarse dentro de una parte hembra, para formar en el hueco que queda entre ambas partes la pieza a fabricar, caracterizado porque la parte macho de molde está formada por dos piezas complementarias (1 y 2), que encajan con la parte hembra, las cuales se acoplan correspondientemente una dentro de la otra, con posibilidad de desplazamiento axial y giro entre ellas, determinando la pieza componente (1) exterior unas ranuras (3), en las cuales se alojan unas formas paralelas (4) que la pieza componente (2) interior posee en la periferia, de modo que mediante un desplazamiento axial y un giro entre ambas piezas componentes (1 y 2), las formas paralelas (4) salen de las ranuras (3) y se desvían del enfrentamiento respecto de las mismas.
2. Molde para piezas inyectadas con contrasalidas internas, de acuerdo con la primera reivindicación, caracterizado porque la pieza componente (1) exterior de la parte macho de molde es un cilindro hueco provisto con ranuras (3) en un extremo por el que se introduce la pieza componente (2) interior.
3. Molde para piezas inyectadas con contrasalidas internas, de acuerdo con las reivindicaciones primera y segunda, caracterizado porque la pieza componente (2) interior de la parte macho de molde es un cuerpo cilíndrico de diámetro correspondiente con el diámetro interior de la pieza componente (1) exterior, determinando dicho cuerpo cilíndrico unas formas paralelas (4) que encajan transversalmente en las ranuras (3) de la mencionada pieza componentes (1) exterior.
4. Molde para piezas inyectadas con contrasalidas internas, de acuerdo con la primera reivindicación, caracterizado porque el accionamiento del desplazamiento axial y del giro entre las piezas componentes (1 y 2) se puede realizar manualmente o de manera mecánica por cualquier sistema convencional.
Patentes similares o relacionadas:
Un procedimiento y aparato para el moldeado por inyección de un artículo hueco alargado, del 17 de Junio de 2020, de HOLLISTER INCORPORATED: Un procedimiento de moldeo por inyección de un artículo hueco alargado (20a), tal como un catéter urinario, dicho procedimiento comprende las etapas […]
Procedimiento y aparato para enfriar y acondicionar un molde, del 22 de Abril de 2020, de Pegaso Industries S.p.A: Un procedimiento para enfriar y acondicionar un molde de una unidad de moldeo de materiales plásticos, que comprende los pasos de: - […]
Método y máquina de fabricación para la producción de cápsulas para artículos de fumar, en particular para filtros, diseñadas para contener un líquido a utilizar en el enfriamiento del humo, del 8 de Abril de 2020, de G.D SOCIETA' PER AZIONI: Una máquina de fabricación para la producción de cápsulas para artículos de fumar, en particular para filtros, diseñadas para contener un líquido a usar […]
Dispositivo de moldeo por inyección, del 12 de Febrero de 2020, de SAINT-GOBAIN GLASS FRANCE: Un aparato de moldeo por inyección para formar una junta de obturación alrededor de un borde de un vidrio, que comprende: una matriz de molde […]
Dispositivo para la manipulación de un molde, del 18 de Septiembre de 2019, de Rodrigues da Costa, José: Dispositivo para la manipulación de un molde, especialmente de inyección de pieza de plástico, que comprende: - Un órgano de unión , apto para ser unido a un […]
Inyector de fluido y procedimiento para fabricar cuerpos huecos mediante la técnica de inyección de fluido, del 4 de Septiembre de 2019, de Westphal, Friedrich: Inyector de fluido para fabricar cuerpos huecos mediante la técnica de inyección de fluido, a través del que una mezcla de fases múltiples en forma de una niebla pulverizada […]
Aparato de posicionamiento de una unidad de inyección, del 13 de Junio de 2019, de MOLD-MASTERS LIMITED: Aparato de posicionamiento de una unidad de inyección que comprende una unidad de inyección y un aparato para alinear una salida […]
Procedimiento y dispositivo para el embalaje de piezas moldeadas por inyección, del 24 de Abril de 2019, de HEKUMA GMBH: Procedimiento para el reposicionamiento de piezas moldeadas por inyección, en particular puntas de pipeta (P), desde una máquina de moldeo por […]