MÉTODO Y MÁQUINA DE CONFORMACIÓN PARA LA FABRICACIÓN DE UN PRODUCTO CON DIÁMETROS VARIABLES.
Método para fabricar un producto con diámetros variables a partir de una pieza de trabajo (1),
tal como una placa o cilindro metálico, en el que la pieza de trabajo (1) se sujeta en un dispositivo de sujeción (10, 34), la pieza de trabajo (1) y la primera herramienta (3A) giran una respecto a la otra alrededor de un eje de rotación (2), la pieza de trabajo (1) se deforma por medio de dicha primera herramienta de trabajo (3A) al poner la herramienta (3A) en contacto con la pieza de trabajo (1) y mover la pieza de trabajo (1) y/o la herramienta (3A) en una dirección a lo largo de dicho eje de rotación (2), donde al menos una segunda herramienta (3B) entra en contacto con la pieza de trabajo (1) en una posición detrás de la primera herramienta (3A), siendo dicha pieza de trabajo (1) también deformada por medio de dicha segunda herramienta (3B), caracterizado por el hecho de que las herramientas (3A, 3B) se mueven la una respecto a la otra durante el trabajo.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08162981.
B21D22/14TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 22/00 Conformación sin cortado, por estampado, repujado o embutido (por medio de operaciones que no sean las que utilizan dispositivos o herramientas rígidas, masas flexibles o elásticas B21D 26/00). › Repujado de piezas de revolución por rotación.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Método y máquina de conformación para la fabricación de un producto con diámetros variables [0001] La invención se refiere a un método y una máquina de conformación apropiados para fabricar un producto de diámetros variables a partir de una pieza de trabajo, como una placa o cilindro metálico, en donde la pieza de trabajo se ajusta al dispositivo de sujeción, la pieza de trabajo y una primera herramienta giran la una respecto a la otra alrededor de un eje de rotación, la pieza de trabajo se deforma por medio de dicha primera herramienta al poner la herramienta en contacto con la pieza de trabajo y mover la pieza de trabajo y/o la herramienta en una dirección a lo largo del eje de rotación, es decir, en paralelo o con un componente paralelo al eje de rotación. [0002] Este método y aparato se dan a conocer, por ejemplo en el documento EP 0916426. Dicha publicación describe cómo se trabaja un extremo de la pieza de trabajo cilíndrica ajustando dicha pieza de trabajo a un dispositivo de sujeción (indicado por el número 12 en la Fig. 1 del documento EP 0916426) y deformando dichos extremos por medio de tres rodillos de conformación (28), los cuales están montados en un elemento giratorio (24). Dichos rodillos de conformación (28) giran en el mismo plano y presionan contra la pieza de trabajo en tres puntos que están distribuidos de forma equidistante sobre la circunferencia de la pieza de trabajo, después de lo cual, dichos rodillos se mueven a lo largo de una serie de trayectorias a lo largo de la pieza de trabajo para deformar la pieza de trabajo en escalones. [0003] Por completitud, cabe hacer mención a los documentos DE 2327664 y DE 1964401, en los cuales se describen métodos y aparatos para tubos cilíndricos deformados por presión, es decir, para tubos con un diámetro constante. Los métodos y aparatos de acuerdo con estos documentos son inapropiados para fabricar un producto con diámetros variables. [0004] El objeto de la invención es proporcionar un método y una máquina de conformación mejorados. [0005] Para conseguir ese objetivo, el método y la máquina de conformación mencionados en el primer párrafo se caracterizan como se define en las reivindicaciones 1 y 10. [0006] Así, partes de la pieza de trabajo que han sido deformadas por la primera herramienta son deformadas por una o más herramientas subsiguientes casi inmediatamente. Como resultado, el material, tal como aluminio o acero, tendrá un oportunidad relativamente muy limitada, si la hay, de endurecerse, de manera que la siguiente operación procederá de forma relativamente fácil y se reduce considerablemente el riesgo de que el material resulte dañado o afectado de forma negativa. [0007] Preferiblemente, cada herramienta comprende dos o más rodillos de conformación que ocupan sustancialmente la misma posición axial con respecto a la pieza de trabajo y entre los cuales se retiene la pieza de trabajo mientras es trabajada. Por medio de los rodillos de conformación es posible establecer cambios de diámetro tanto relativamente grandes como relativamente pequeños. Tales rodillos pueden girar, de preferencia libremente, alrededor de un eje, estando dispuestos bien horizontalmente o en ángulo con respecto al eje de rotación anteriormente mencionado. Así mismo, es preferible que la mayoría de las herramientas o todas ellas formen parte de un mismo cabezal de deformación único, o, si no, que estén posicionadas relativamente cerca unas de otras. La cuestión de cuál sería el espaciado más apropiado entre herramientas sucesivas, al menos entre las posiciones en las que las herramientas hacen contacto con la pieza de trabajo, dependerá, por supuesto, de las propiedades de la pieza de trabajo y de la naturaleza del proceso de trabajo que se vaya a llevar a cabo. En muchos casos, dicho espaciado varía entre 1 y 30 cm. [0008] Si el material y las dimensiones de la pieza de trabajo y el producto deseado (frecuentemente un producto semiacabado) lo permiten, el número de ciclos de trabajo puede reducirse a uno, si así se desea. En ese caso, una superficie que haya sido trabajada una vez no volverá a trabajarse de nuevo, de forma que la carga a la que está sometida el material será limitada. Además de ello, cualquier equipo de control que pueda proveerse tendrá una programación significativamente más simple, 2 especialmente porque no será necesario tener en cuenta la forma y el comportamiento de varias formas intermedias. [0009] Por completitud, debe observarse que la solicitud de patente británica n° 238,960 describe un rodillo por medio del cual el diámetro de barras, tubos y otros del estilo se reduce a un diámetro uniforme más pequeño en un proceso continuo, usando una serie de herramientas colocadas de forma sucesiva. [0010] Por otra parte, se dirige la atención al documento US 5,428,980, en el que una pieza de trabajo se deforma con un primer rodillo de conformación y se esmalta con un segundo rodillo. No se describe un segundo rodillo de conformación. [0011] A partir de ahora se explicará la invención con referencia a las figuras, las cuales muestran una serie de realizaciones del método y la máquina de conformación de la presente invención. [0012] Las Figs. 1A y 1B muestran esquemáticamente la deformación de un extremo de una pieza de trabajo cilíndrica por medio de cinco herramientas. [0013] Las Figs. 2A y 2B muestran la deformación excéntrica de un extremo de una pieza de trabajo por medio de tres herramientas. [0014]Las Figs. 3A-3C muestran la fijación de un elemento de inserción en una pieza de trabajo cilíndrica usando un método comparable al método que se usa en las Figs. 2A y 2B. [0015] La Fig. 4 es una vista en sección transversal de una máquina de conformación para la deformación excéntrica de una pieza de trabajo, comprendiendo dicha máquina cuatro herramientas. [0016] Las Figs. 5A y 5B son vistas frontales de una pieza de trabajo que ha sido sometida a una operación y a dos operaciones, respectivamente, por medio de la máquina de conformación de la Fig. 4. [0017] La Fig. 6 es una vista en planta desde arriba de una máquina de conformación que es apropiada en particular para deformar piezas de trabajo relativamente largas. [0018] Las Figs. 7 y 8 son una vista frontal y una vista en perspectiva, respectivamente, de uno de los llamados carros para uso en una máquina de conformación como se muestra en la Fig. 6. [0019] Las Figs. 9A y 9B son vistas en sección esquemáticas del carro de las Figs. 6-8. [0020] La Fig. 10 muestra el proceso de conformación por deformación llevado a cabo utilizando la presente invención. [0021] La Fig. 11 muestra el llamado proceso de cierre de la base llevado a cabo utilizando la presente invención. [0022] Las Figs. 12A-12D muestran esquemáticamente la conformación rotativa perfilada de un cuerpo en forma de placa llevada a cabo por medio de siete herramientas. [0023] Las Figs. 13A-13D muestran esquemáticamente la proyección de un cuerpo en forma de placa por medio de seis herramientas. [0024] Las Figs. 14A-14D muestran esquemáticamente una variante del proceso de proyección que se lleva a cabo en las Figs. 13A-13D. [0025] De aquí en adelante, las partes que son idénticas o que tienen la misma o sustancialmente la misma función serán indicadas con los mismos números en la medida de lo posible. 3 [0026] Las Figs. 1A y 1B muestran esquemáticamente un método y aparato según la presente invención. Una pieza de trabajo 1, es este caso un cilindro metálico, rota sobre un eje de rotación 2 a un determinado número de revoluciones. Seguidamente se proporciona un cabezal de deformación (no mostrado), en el cual están montadas de forma giratoria cinco herramientas 3A - 3E. Cada herramienta 3 comprende dos rodillos de conformación dispuestos en simetría especular con respecto al eje 2. La distancia radial desde las herramientas 3 al eje 2 decrece en cada escalón hacia la parte de atrás, visto desde la dirección de trabajo 4. [0027] La Fig. 1A muestra el comienzo de la operación, en el cual los primeros rodillos de conformación 3A entran en contacto sólo con un extremo de la pieza de trabajo 1 que está rotando, mientras que la Fig. 1B muestra la situación después de un ciclo de trabajo, en el cual los rodillos de conformación 3 han realizado un pase completo en la dirección de trabajo 4, habiendo deformado la pieza de trabajo 1 dando lugar a un producto con cinco diámetros decrecientes gradualmente (escalonados). La parte que tiene el diámetro más pequeño ha sido deformada en un mandril 5 por medio de los rodillos de conformación finales 3A, de modo que el diámetro interior de dicha parte queda calibrado de forma precisa. [0028] La magnitud de los escalones por los cuales cada herramienta 3 se posiciona más cerca del eje de rotación 2 que la herramienta precedente obviamente depende del diseño,... [Seguir leyendo]
Reivindicaciones:
1. Método para fabricar un producto con diámetros variables a partir de una pieza de trabajo (1), tal como una placa o cilindro metálico, en el que la pieza de trabajo (1) se sujeta en un dispositivo de sujeción (10, 34), la pieza de trabajo (1) y la primera herramienta (3A) giran una respecto a la otra alrededor de un eje de rotación (2), la pieza de trabajo (1) se deforma por medio de dicha primera herramienta de trabajo (3A) al poner la herramienta (3A) en contacto con la pieza de trabajo (1) y mover la pieza de trabajo (1) y/o la herramienta (3A) en una dirección a lo largo de dicho eje de rotación (2), donde al menos una segunda herramienta (3B) entra en contacto con la pieza de trabajo (1) en una posición detrás de la primera herramienta (3A), siendo dicha pieza de trabajo (1) también deformada por medio de dicha segunda herramienta (3B), caracterizado por el hecho de que las herramientas (3A, 3B) se mueven la una respecto a la otra durante el trabajo. 2. Método según la reivindicación 1, donde al menos una tercera herramienta (3B) entra en contacto con la pieza de trabajo (1) en una posición detrás de la segunda herramienta (3B). 3. Método según las reivindicaciones 1 ó 2, donde cada herramienta (3) comprende dos o más rodillos de conformación, entre los cuales se retiene la pieza de trabajo (1) mientras está siendo trabajada. 4. Método según cualquiera de las reivindicaciones precedentes, donde la pieza de trabajo (1) adquiere la forma de un producto acabado o semiacabado en un solo ciclo de trabajo. 5. Método según cualquiera de las reivindicaciones precedentes, en el que se ejerce una fuerza tensil a la pieza de trabajo (1). 6. Método según la reivindicación 5, en el que dicha fuerza tensil es variada durante dicho trabajo. 7. Método según cualquiera de las reivindicaciones precedentes, en el que al menos una de las herramientas se ajusta en dirección radial durante dicho trabajo. 8. Método según cualquiera de las reivindicaciones precedentes, en el que la pieza de trabajo (1) tiene un extremo abierto, siendo cerrado dicho extremo por medio de las herramientas (3), preferiblemente en una operación. 9. Método según cualquiera de las reivindicaciones precedentes, en el que al menos una de las herramientas (3A - 3C) se coloca excéntricamente respecto al eje central (8) de la pieza de trabajo (1). 10. Máquina de conformación apropiada para fabricar productos de diámetros variables, comprendiendo dicha máquina de conformación al menos un dispositivo de sujeción (10, 34) para sujetar una pieza de trabajo (1), tal como una placa o cilindro metálico, una primera herramienta (3A), que puede entrar en contacto con la pieza de trabajo (1) mientras es trabajada, medios para girar la pieza de trabajo (1) y la herramienta (3A) una respecto a la otra alrededor de un eje de rotación (2), y medios para mover la pieza de trabajo (1) y/o la herramienta (3A) en dirección a lo largo de dicho eje de rotación (2), donde la máquina de conformación comprende además al menos una segunda herramienta (3B) colocada detrás de la primera herramienta (3A), la cual puede ponerse en contacto con la pieza de trabajo (1), caracterizada por el hecho de que las herramientas (3) se pueden mover en relación la una a la otra durante el trabajo. 11. Máquina de conformación según la reivindicación 10, que comprende al menos una tercera herramienta (3C) colocada detrás de dicha segunda herramienta (3B). 12. Máquina de conformación según las reivindicaciones 12 ó 13, en la que cada herramienta (3) comprende dos o más rodillos de conformación, entre los cuales se retiene la pieza de trabajo (1). 13. Máquina de conformación según cualquiera de las reivindicaciones 10 - 12, en la que dos o más rodillos de conformación asociados con distintas herramientas (3) son montados en un soporte (38) 9 común. 14. Máquina de conformación según la reivindicación 13, donde dicho soporte (38) es montado dentro o sobre la máquina de conformación de manera que pueda rotar alrededor de un eje (39) que cruza dicho eje de rotación (2), y/o traslación radial. 15. Máquina de conformación según cualquiera de las reivindicaciones 10-14, que comprende un mandril (5) o casquillo que se colocará en o alrededor de, respectivamente, una parte sin trabajar de la pieza de trabajo (1), y por medio de la cual puede ser ejercida una fuerza tensil a la pieza de trabajo. 11 12 13 14 16 17 18 19
Patentes similares o relacionadas:
Procedimiento y dispositivo para la laminación por presión, del 15 de Abril de 2020, de Leifeld Metal Spinning AG: Procedimiento para laminación por presión, en particular de la rueda de un vehículo, en el que una pieza de trabajo se pone en rotación alrededor de un eje de […]
Dispositivo de fabricación de llantas de vehículo de motor de metal ligero, del 5 de Noviembre de 2019, de SSB-Maschinenbau GmbH: Se pone a disposición un dispositivo de fabricación de llantas de metal ligero de vehículo de motor a partir de un dispositivo de conformación por estirado […]
Combinación de un dispositivo y una preforma y procedimiento para la fabricación de una rueda de metal ligero, del 15 de Marzo de 2017, de Ronal AG: Combinación de un dispositivo para la fabricación de una rueda de metal ligero a partir de una preforma y de una preforma de la rueda de […]
Aparato de reconfiguración de un cierre terminal de recipiente metálico y uso de dicho aparato, del 20 de Mayo de 2015, de BALL CORPORATION: Un aparato de reconfiguración de un cierre terminal metálico que comprende un gancho de cubierta periférico, una pared de presión que […]
Procedimiento y dispositivo para la conformación de una pieza de trabajo, del 17 de Diciembre de 2014, de Leifeld Metal Spinning AG: Procedimiento para la conformación de una pieza de trabajo con un eje central , una zona radialmente interior y una zona […]
Procedimiento para transformar un disco de chapa, del 30 de Abril de 2014, de WF-MASCHINENBAU UND BLECHFORMTECHNIK GMBH & CO. KG: Procedimiento para transformar un disco de chapa , que está colocado sobre una herramienta plana que gira alrededor de un eje , y que […]
Procedimiento para la fabricación de una pieza de transmisión, simétrica a la rotación, del 11 de Diciembre de 2013, de WF-MASCHINENBAU UND BLECHFORMTECHNIK GMBH & CO. KG: Procedimiento para la fabricación de una pieza de transmisión, simétrica a la rotación, fabricada de unapieza, especialmente una corona de arrancador, con una parte de envolvente […]
Procedimiento de cierre y máquina de cierre, del 5 de Agosto de 2013, de KAYABA INDUSTRY CO., LTD.: Procedimiento de cierre para cerrar un extremo abierto de una pieza de trabajo presionando una matriz calentada mediante un dispositivo de […]
Utilizamos cookies para mejorar nuestros servicios y mostrarle publicidad relevante. Si continua navegando, consideramos que acepta su uso. Puede obtener más información aquí. .
 Procedimiento para la fabricación de una pieza de transmisión, simétrica a la rotación, del 11 de Diciembre de 2013, de WF-MASCHINENBAU UND BLECHFORMTECHNIK GMBH & CO. KG: Procedimiento para la fabricación de una pieza de transmisión, simétrica a la rotación, fabricada de unapieza, especialmente una corona de arrancador, con una parte de envolvente […]
Procedimiento para la fabricación de una pieza de transmisión, simétrica a la rotación, del 11 de Diciembre de 2013, de WF-MASCHINENBAU UND BLECHFORMTECHNIK GMBH & CO. KG: Procedimiento para la fabricación de una pieza de transmisión, simétrica a la rotación, fabricada de unapieza, especialmente una corona de arrancador, con una parte de envolvente […]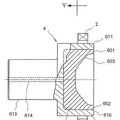 Procedimiento de cierre y máquina de cierre, del 5 de Agosto de 2013, de KAYABA INDUSTRY CO., LTD.: Procedimiento de cierre para cerrar un extremo abierto de una pieza de trabajo presionando una matriz calentada mediante un dispositivo de […]
Procedimiento de cierre y máquina de cierre, del 5 de Agosto de 2013, de KAYABA INDUSTRY CO., LTD.: Procedimiento de cierre para cerrar un extremo abierto de una pieza de trabajo presionando una matriz calentada mediante un dispositivo de […]