Método y aparato de decapado para retirar una capa metálica electrodepositada de una placa catódica.
Aparato para retirar una capa metálica electrodepositada (6b) de una placa catódica (6a),
que comprende:
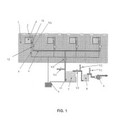
(a) una zona de alimentación (10) que comprende una línea de alimentación por transportador (14) para transportarplacas catódicas recubiertas (62) dispuestas en una relación enfrentada a,
(b) una unidad de decapado metálico (11) en la que el metal electrodepositado (6b) es decapado de las dossuperficies principales de las placas catódicas (6a) con dos cuchillas (8); y
(c) una zona de descarga (12) en la que las placas catódicas decapadas son transportadas en una disposiciónenfrentada para tratamiento adicional,
caracterizado porque además comprende:
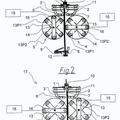
(d) un carrusel (7) con un eje de rotación sustancialmente horizontal que comprende medios de enganche (1)-(5) demanera que:
(i) en una primera posición, los primeros medios de enganche (1) están orientados hacia el extremo de la línea dealimentación por transportador para enganchar de manera pivotante la primera placa catódica recubierta (62)presente en dicha línea;
(ii) en una segunda posición, el primer cátodo enganchado (62) es puesto en posición en la unidad de decapado (11)por rotación del carrusel (7), mientras que un segundo cátodo recubierto (61) es enganchado en el siguiente mediode enganche (5) del carrusel; y
(iii) en una tercera posición la primera placa catódica decapada (62) es descargada sobre la zona de descarga (12)mediante una rotación adicional del carrusel mientras que el segundo cátodo (61) es puesto en posición en la unidadde decapado (11) y un tercer cátodo recubierto es enganchado en el siguiente medio de enganche (4) orientadohacia la línea de alimentación por transportador.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2009/058149.
Solicitante: Crosset, Léon.
Nacionalidad solicitante: Bélgica.
Dirección: Z.I.-Les Plénesses, 76 4890 Thimister BELGICA.
Inventor/es: CROSSET,LÉON.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- C25C7/08 QUIMICA; METALURGIA. › C25 PROCESOS ELECTROLITICOS O ELECTROFORETICOS; SUS APARATOS. › C25C PROCESOS PARA LA PRODUCCION, RECUPERACION O AFINADO ELECTROLITICO DE METALES; SUS APARATOS (protección anódica o catódica C23F 13/00; crecimiento de monocristales C30B). › C25C 7/00 Partes constructivas de las células o su ensamblaje; Servicio u operación de las células (para la producción de aluminio C25C 3/06 - C25C 3/22). › Separación de metales depositados en el cátodo.
PDF original: ES-2390007_T3.pdf
Fragmento de la descripción:
Método y aparato de decapado para retirar una capa metálica electrodepositada de una placa catódica
5 Campo de la invención
La presente invención se refiere al campo de la producción de metal mediante electrodeposición catódica y, en particular, a la retirada del recubrimiento de metal electrodepositado de la placa catódica de soporte.
Antecedentes de la invención
La refinación metálica mediante electrolisis es una técnica bien conocida aplicada para la producción de metales como cinc, cobre, plata, etc. y que está constituida por la inserción de un cátodo dentro de una cuba electrolítica que contiene una solución que incluye un ión del metal que ha de ser refinado. En el momento de la aplicación de un
campo eléctrico a través de la cuba, el metal se deposita electrolíticamente sobre las superficies del cátodo en contacto con la solución para formar un recubrimiento metálico. La parte superior del cátodo está situada generalmente por encima del nivel de la solución para dejar un área del cátodo que permanece sin recubrir. Cuando el recubrimiento metálico ha crecido hasta el espesor deseado, debe ser raspado o decapado del cátodo.
En algunas técnicas, el recubrimiento metálico es raspado de la superficie del cátodo mientras éste aún está sumergido en la solución electrolítica. Por ejemplo, en el documento US 3.772.003, el cátodo es en forma de un tambor rotatorio sumergido parcialmente en la solución electrolítica. El metal depositado es retirado continuamente a medida que el tambor del cátodo rota mediante una hoja de raspado que contacta tangencialmente con la superficie del mismo que sobresale del nivel de la solución. En el documento US 4.273.640, unos cátodos en forma de disco 25 están montados de manera rotatoria en una cuba electrolítica como para estar sumergidos parcialmente en la solución electrolítica. A medida que el cátodo rota, se forma un recubrimiento metálico sobre la superficie del mismo y es raspado por una hoja sumergida en la solución. En el documento US 5.565.083, el cátodo es en forma de una placa y el metal depositado es retirado de las superficies principales de la placa catódica con una hoja raspadora que se mueve en relación con el cátodo mientras este todavía está sumergido en la cuba electrolítica. En un método diferente, el documento EP 436.602 desvela un cátodo en forma de, por ejemplo, un tambor que es sacado de una cuba electrolítica cuando el recubrimiento es de un espesor suficiente. Después, las cuchillas de decapado situadas por debajo del tambor y montadas en bisagras para formar un embudo o cono truncado son expuestas de manera que cuando el cátodo es impulsado hacia abajo, el recubrimiento metálico depositado sobre su superficie interior es raspado por las hojas que forman el embudo y recuperado en el centro del mismo a medida que el tambor es
sumergido de nuevo para un nuevo recubrimiento. Todas estas técnicas tienen la ventaja de ser continuas o semicontinuas, pero no permiten la recuperación del metal en forma de una lámina, sino más bien en una forma de partículas.
Para obtener el metal refinado en forma de láminas, es necesario dejar tiempo suficiente para que se acumule un recubrimiento metálico de un espesor suficiente sobre las superficies sumergidas del cátodo antes de retirar el recubrimiento. Esto conducía al desarrollo de procesos discontinuos secuenciales, en los que una pluralidad de cátodos, normalmente placas rectangulares, primero son sumergidos en un número correspondiente de cubas electrolíticas en una unidad de electrodeposición durante un tiempo suficiente para acumular un recubrimiento metálico del espesor deseado. En una segunda etapa los cátodos recubiertos son retirados de las cubas
45 electrolíticas y llevados a una unidad de decapado donde el recubrimiento metálico es separado de las superficies principales de las placas catódicas mediante hojas o cuchillas en movimiento relativo con la superficie de contacto entre la placa catódica y el recubrimiento metálico. El metal refinado es recuperado en forma de láminas y es transportado para procesamiento adicional, mientras que las placas de electrodo raspadas son retiradas, sus superficies limpiadas y son devueltas a la unidad de electrodeposición.
En el documento US 1.553.080 de 1921, una placa recubierta es sacada de una cuba electrolítica y a medida que está siendo levantada es enganchada en un dispositivo de decapado que comprende hojas fijas. El movimiento relativo del cátodo ascendente y las cuchillas fijas causa la retirada del depósito metálico de la superficie del cátodo. Sin embargo, en la mayoría de las técnicas, el movimiento relativo de las hojas de decapado y la superficie de
55 contacto entre el cátodo y el recubrimiento metálico está constituido por hojas móviles que pasan sobre la superficie de un cátodo fijo (compárese, por ejemplo, el documento US 4.806.213) .
El documento US 3.996.127 desvela un aparato en el que una pluralidad de placas catódicas recubiertas son transportadas a una unidad de decapado en una línea transportadora en la que las placas están suspendidas lado a lado, formando una guirnalda. Aunque este equipo permite que las placas catódicas recubiertas sean suministradas a la unidad de decapado en un proceso paso a paso automatizado, la disposición lado a lado de los cátodos no es compatible con los requisitos de productividad y las restricciones de espacio de hoy en día. Por estas razones, la mayoría de los aparatos de decapado comprenden un transportador en el que los cátodos recubiertos están dispuestos, en cambio, en una relación enfrentada.
65 En los documentos JP 3138388, JP 55018584 y JP 62224694, se desvelan aparatos en los que el recubrimiento
metálico de una pluralidad de placas catódicas recubiertas dispuestas en una relación enfrentada es decapado simultáneamente por un número correspondiente de hojas de decapado. Este proceso discontinuo es interesante pero es complicado y caro, ya que requiere que se coordine el movimiento de una pluralidad de hojas de decapado. Otro aparato se desvela en el documento WO 02/097170 en el que el decapado se lleva a cabo en dos etapas: un 5 primer decapado lateral seguido por una segunda etapa de raspado vertical. El primer decapado lateral se lleva a cabo mientras el cátodo aún está suspendido de la línea transportadora. Aunque las placas están dispuestas en una relación enfrentada en todos estos aparatos, deben estar separadas unas de otras por una distancia suficiente para permitir la inserción de las hojas de decapado en medio. Para aumentar el número de placas que son transportadas a la unidad de decapado, y por consiguiente reducir el tamaño de la línea, muchos aparatos comprenden una línea
de suministro donde las placas catódicas recubiertas están dispuestas en una disposición enfrentada compacta y además comprenden un dispositivo de transferencia para transferir las placas individuales desde la línea de suministro hasta la unidad de decapado.
Para transferir las placas catódicas recubiertas de una en una a la unidad de decapado se propusieron diversos
sistemas. Sistemas de alimentación individual que comprenden un mecanismo de barras y pistones que permite que las placas individuales sean transferidas del transportador a la unidad de decapado se describen en los documentos US 3.625.806, US 3.847.779 y EP 470.033. Estos sistemas, sin embargo, son bastante complicados y pueden adolecer de problemas de fatiga debido a los movimientos alternativos repetitivos a los que están sometidos. Además, son bastante lentos, ya que varios componentes deben realizar un movimiento de vaivén en perfecta
coordinación para suministrar una primera placa catódica a la unidad de decapado y coger la siguiente del transportador.
Alternativamente a los mecanismos de alimentación de barras y pistones, el documento US 3.689.396 describe un primer transportador paso a paso en conexión con un segundo transportador continuo para transportar placas
individuales desde el primer transportador hasta la unidad de decapado. Como alternativa a ello, en el documento EP 482.258 se propuso un carrusel que carga placas catódicas individuales desde el transportador hasta diversas estaciones de procesamiento. El eje de rotación del carrusel en este documento es sustancialmente vertical, y la operación de decapado requiere varias fases que son demasiado prolongadas según los estándares de hoy en... [Seguir leyendo]
Reivindicaciones:
1. Aparato para retirar una capa metálica electrodepositada (6b) de una placa catódica (6a) , que comprende:
(a) una zona de alimentación (10) que comprende una línea de alimentación por transportador (14) para transportar placas catódicas recubiertas (62) dispuestas en una relación enfrentada a,
(b) una unidad de decapado metálico (11) en la que el metal electrodepositado (6b) es decapado de las dos superficies principales de las placas catódicas (6a) con dos cuchillas (8) ; y
(c) una zona de descarga (12) en la que las placas catódicas decapadas son transportadas en una disposición enfrentada para tratamiento adicional,
caracterizado porque además comprende: 15
(d) un carrusel (7) con un eje de rotación sustancialmente horizontal que comprende medios de enganche (1) - (5) de manera que:
(i) en una primera posición, los primeros medios de enganche (1) están orientados hacia el extremo de la línea de alimentación por transportador para enganchar de manera pivotante la primera placa catódica recubierta (62) presente en dicha línea;
(ii) en una segunda posición, el primer cátodo enganchado (62) es puesto en posición en la unidad de decapado (11)
por rotación del carrusel (7) , mientras que un segundo cátodo recubierto (61) es enganchado en el siguiente medio 25 de enganche (5) del carrusel; y
(iii) en una tercera posición la primera placa catódica decapada (62) es descargada sobre la zona de descarga (12) mediante una rotación adicional del carrusel mientras que el segundo cátodo (61) es puesto en posición en la unidad de decapado (11) y un tercer cátodo recubierto es enganchado en el siguiente medio de enganche (4) orientado hacia la línea de alimentación por transportador.
2. Aparato según la reivindicación 1, en el que la unidad de decapado (11) comprende:
(e) un armazón a modo de tijera en el que están montadas las cuchillas (8) y que comprende: 35
(i) medios de cierre (23-25) para cerrar el armazón a modo de tijera (20) para poner las cuchillas (8) en contacto con las dos superficies principales del cátodo en posición en la unidad de decapado (11) ; y
(ii) medios impulsores para impulsar el armazón a modo de tijera hacia abajo para decapar el metal depositado (6b) del cátodo (6a) con las cuchillas (8) .
3. Aparato según cualquiera de las reivindicaciones anteriores, que además comprende medios de guiado (14) situados debajo de la unidad de decapado (11) para guiar las láminas metálicas decapadas (6b) a una unidad de recepción para transportarlas para tratamiento adicional.
4. Aparato según la reivindicación anterior, en el que los medios de guiado comprenden al menos un par de ruedas montadas de manera rotatoria y separadas como para alojar entre las mismas una lámina metálica decapada (6b) que cae de la unidad de decapado.
5. Aparato según cualquiera de las reivindicaciones anteriores, en el que el carrusel comprende medios de sujeción
(13) para sostener firmemente el cátodo en posición en la unidad de decapado (11) .
6. Aparato según cualquiera de las reivindicaciones anteriores, en el que cada par de medios (1-5) del carrusel está
provisto de un medio de alineación (15) para alinear el cátodo con las cuchillas de decapado (8) a medida que el 55 cátodo es impulsado hacia la unidad de decapado (11) .
7. Aparato según la reivindicación anterior, en el que el medio de alineación (15) está constituido por asas curvadas colocadas en el lado interior de las paredes del carrusel, frente a cada medio de enganche y de manera que un cátodo (62) cargado sobre un conjunto de medios de enganche (5) está siendo alineado progresivamente a medida que pivota alrededor de un eje paralelo al eje de rotación del carrusel rotatorio (7) hasta que llega a su posición de decapado en la unidad de decapado (11) .
8. Proceso para retirar una capa metálica electrodepositada (6b) de una placa catódica (6a) , que comprende las
siguientes etapas: 65
(a) suministrar placas catódicas recubiertas dispuestas en una relación enfrentada desde una unidad de deposición
electrolítica hasta un carrusel (7) que tiene un eje de rotación sustancialmente horizontal;
(b) cargar una primera placa catódica recubierta (62) sobre el carrusel (7) y llevarla a una unidad de decapado
metálico (11) por rotación del carrusel, mientras que un segundo cátodo recubierto (61) es cargado sobre el carrusel 5 (7) ;
(c) decapar el metal electrodepositado (6b) de las dos superficies principales de la primera placa catódica (6a) presente en la unidad de decapado (11) impulsando dos cuchillas (8) por la superficie de contacto entre la placa catódica (6a) y el recubrimiento metálico (6b) ;
(d) recuperar la lámina metálica decapada (6b) en una unidad de recepción para transportarla para tratamiento adicional; y
(e) llevar la primera placa catódica decapada (62) a una zona de descarga (12) mediante una nueva rotación del
carrusel (7) , que simultáneamente impulsa la segunda placa catódica recubierta (61) a la unidad de decapado (11) y carga una tercera placa catódica recubierta (63) sobre el carrusel.
9. Proceso según la reivindicación 8, en el que la etapa de decapado comprende:
- poner las cuchillas (8) en contacto con la parte superior de las dos superficies principales de la placa catódica (62) cerrando el armazón a modo de tijera (20) situado encima de la placa y en el que están montadas las cuchillas (8) ; e
- impulsar las cuchillas hacia abajo a lo largo de la superficie de contacto entre la placa catódica (6a) y la lámina
metálica (6b) . 25
10. Proceso según la reivindicación 8 o 9, en el que la etapa de recuperación comprende guiar la lámina metálica decapada (6b) que cae de la unidad de decapado (11) con los medios de guiado (14) hasta una unidad de recepción para transportarla para tratamiento adicional.
11. Proceso según cualquiera de las reivindicaciones 8 a 10, en el que los cátodos pivotan simultánea y progresivamente alrededor de un eje paralelo al eje de rotación del carrusel y están alineados con respecto a la posición de las cuchillas a medida que el carrusel rota entre la zona de carga (10) y la unidad de decapado (11) .
12. Proceso según cualquiera de las reivindicaciones 8 a 11, en el que el carrusel es sujetado en posición antes de 35 la etapa de decapado cuando una placa catódica recubierta (62) está en posición en la unidad de decapado (11) .
13. Proceso según cualquiera de las reivindicaciones 9 a 12, en el que la etapa de decapado comprende las siguientes etapas:
- el armazón a modo de tijera (20) que sostiene las cuchillas (8) está en una posición abierta mientras el carrusel rota para llevar una placa catódica recubierta (62) a la unidad de decapado (11) de manera que las cuchillas dejan suficiente espacio libre para que la placa catódica pase desde la línea de alimentación por transportador (14) hasta la posición de decapado;
45. una vez que la placa catódica (62) está en posición en la unidad de decapado, el carrusel es sujetado en posición y el armazón a modo de tijera (20) es cerrado para poner las cuchillas (8) en contacto con la superficie de la placa catódica (6a) ;
- el recubrimiento metálico (6b) es decapado de la placa impulsando el armazón (20) hacia abajo de manera que las
50 cuchillas (8) pasan hacia abajo a lo largo de la superficie de contacto entre el recubrimiento (6b) y la placa catódica (6b) , cae dentro de los medios de guiado (14) y es conducido a una unidad de recepción.
Patentes similares o relacionadas:
PROCEDIMIENTO Y SISTEMA PARA EL MANTENIMIENTO DE CÁTODOS PERMANENTES, del 22 de Abril de 2020, de RECTIFICADOS LEMAR, S.L: Procedimiento y sistema para el mantenimiento de cátodos permanentes. La presente invención se refiere, aunque sin limitación, a un procedimiento y a un sistema asociado […]
Dispositivos y métodos para el reciclaje sin fundición de baterías de plomo-ácido, del 3 de Julio de 2019, de Aqua Metals Inc: Un método de procesamiento de materiales de plomo a partir de baterías de plomo-ácido, que comprende: proporcionar materiales de plomo que […]
 Equipo y método para retirar depósitos creados en refinación electrolítica, del 15 de Octubre de 2018, de Outotec (Finland) Oy: Equipo para retirar depósitos acumulados en refinación electrolítica sobre la superficie de un electrodo, tal como un cátodo , incluyendo dicho equipo al menos un elemento […]
Equipo y método para retirar depósitos creados en refinación electrolítica, del 15 de Octubre de 2018, de Outotec (Finland) Oy: Equipo para retirar depósitos acumulados en refinación electrolítica sobre la superficie de un electrodo, tal como un cátodo , incluyendo dicho equipo al menos un elemento […]
MÁQUINA DE ARRANCADO DE CÁTODOS, del 31 de Agosto de 2017, de LEFEVRE, Yves: Máquina de arrancado de cátodos, que comprende un primer nivel de operación que comprende un mecanismo de entrada de los cátodos en la máquina, un primer […]
DISPOSITIVO DE MÓDULO EWS, PARTE DEL PROCESO EWTECH-LED, PARA LA ELECTRO- OBTENCIÓN Y/O ELECTRO-REFINACIÓN; SU PROCESO DE INTERCONEXIÓN Y SU PROCESO DE OPERACIÓN, del 1 de Junio de 2017, de PROTER S.A: La presente invención protege un dispositivo de módulo EWS para la electro-obtención y/o electro-refinación, a partir de una solución saturada de lixiviación PLS/Electrolito/Refino/ILS […]
DISPOSITIVO TIPO FILTRO PRENSA PARA ELECTRODEPOSITAR METAL DESDE SOLUCIONES, EL CUAL ESTÁ COMPUESTO POR ELEMENTOS SEPARADORES CONFORMADOS POR MEMBRANAS DE INTERCAMBIO IÓNICO FORMANDO UNA PLURALIDAD DE CÁMARAS DE ANOLITOS Y CATOLITOS, EN DONDE LOS ELECTRODOS ESTÁN CONECTADOS EN SERIE CON DESPEGUE AUTOMÁTICO DEL PRODUCTO METÁLICO, del 20 de Abril de 2017, de TRANSDUCTO S.A: La presente invención se refiere a un dispositivo de electrodeposición de metal desde soluciones ácidas, neutras o básicas con bajo o alto contenido de metal disuelto […]
Placa de cátodo, del 22 de Marzo de 2017, de COPPER REFINERIES PTY.LTD.: Un procedimiento de electrodeposición de una envoltura de metal sobre un cátodo, incluyendo dicha envoltura metal depositado en ambos lados de dicho cátodo […]
 SISTEMA RECUPERADOR Y RECICIADOR DE NEBLINA ÁCIDA GENERADA EN CELDAS ELECTROLÍTICAS DE ELECTROOBTEMCÍON O ELECTRORE FL NACION DE METALES NO FERROSOS, del 24 de Diciembre de 2014, de VIDAURRE HEIREMANS, Victor Eduardo: Sistema Recuperador Reciciador de Neblina Ácida (N.A). Generada en una pluralidad de celdas electrolíticas, con o sin burbujeo de aire, que resuelve el problema […]
SISTEMA RECUPERADOR Y RECICIADOR DE NEBLINA ÁCIDA GENERADA EN CELDAS ELECTROLÍTICAS DE ELECTROOBTEMCÍON O ELECTRORE FL NACION DE METALES NO FERROSOS, del 24 de Diciembre de 2014, de VIDAURRE HEIREMANS, Victor Eduardo: Sistema Recuperador Reciciador de Neblina Ácida (N.A). Generada en una pluralidad de celdas electrolíticas, con o sin burbujeo de aire, que resuelve el problema […]