Método, sistema y equipo para hacer partes hechas de material compuesto, en particular partes reforzadas para fuselajes de aviones.
Equipo para fabricar partes de material compuesto que comienza al menos por un elemento de material compuesto a ser compactado que comprende
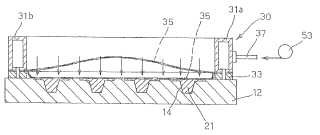
- un armazón (31),
que tiene una pluralidad de brazos (31a, 31b, 31c, 31d), interconectados entre sí a lo largo de un perímetro determinado, y que comprende un lado primero o superior (32a) y un lado segundo o inferior (32b);
- al menos una bolsa de vacío (35) unida al lado inferior (32b) de dicho armazón (31) a lo largo de un perímetro determinado del armazón (31) y configurada para compactar dicho al menos un elemento (21);
- al menos un miembro (33) unido a la bolsa de vacío (35) a lo largo de dicho perímetro y configurado para ponerse en contacto de una manera desmontable con una superficie sobre la que dicho al menos un elemento a ser compactado (21) se coloca para definir una zona de compactación de dicho al menos un elemento;
- dichos brazos que están configurados para crear un canal interno común o canales internos comunes conectables a través de medios de conexión (37) a una bomba (53) comprendiendo dichos brazos (31a, 31b, 31c, 31d) a lo largo del perímetro;
- una pluralidad de agujeros (43 a) colocados sobre el lado inferior (32b) de dichos brazos;
caracterizado por que dicho miembro es un material de espuma (33) que tiene células semi-cerradas capaces de ser porosas en una forma no comprimida y capaces de bloquear el flujo de aire en una forma comprimida, para que, en uso, dicha pluralidad de agujeros (43a) comunique con dicho material de espuma (33) a través de la bolsa de vacío (35) mientras la bomba (53) genera un influjo de aire a través del material de espuma (33) unido a lo largo de dicho perímetro.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IB2007/052495.
Solicitante: ALENIA AERONAUTICA S.P.A..
Nacionalidad solicitante: Italia.
Dirección: CORSO MARCHE N. 41 10146 TORINO ITALIA.
Inventor/es: LIVI,Francesco.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C70/44 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 70/00 Conformación de materiales compuestos, es decir, materiales plásticos con refuerzos, cargas o partes preformadas, p. ej. inserciones. › mediante presión isostática, p. ej. moldeo por diferencia de presión, moldeo con bomba de vacío, moldeo en autoclave o moldeo con caucho expandible.
PDF original: ES-2379403_T3.pdf
Fragmento de la descripción:
Método, sistema y equipo para hacer partes hechas de material compuesto, en particular partes reforzadas para fuselajes de aviones 5
Campo técnico
La presente invención se refiere, en general, a un método para fabricar componentes hechos de materiales compuestos, a un equipo para fabricar componentes de material compuesto. En particular, la presente invención se refiere a un método y un equipo para fabricar componentes cilíndricos, montados para obtener un fuselaje de un avión. Para simplificar la descripción, a menos que se especifique lo contrario, desde ahora en adelante se referirá a un método y equipo para fabricar partes cilíndricas (partes de fuselaje) a ser montadas para obtener un fuselaje de un avión.
15 Técnica relacionada
Se conoce, que una manera para mejorar la actuación de un avión es usar materiales compuestos, por ejemplo, materiales hechos de fibras de carbono, que tienen, en general, la característica para asociar una gran rigidez con un bajo peso específico. La introducción de materiales compuestos para la fabricación de componentes de fuselaje requiere métodos y sistemas particularmente complejos y necesitan mucha mano de obra. En referencia a una sección de fuselaje, esta parte comprende elementos de refuerzo (larguerillos) 21 (Fig. 1 y Fig. 2) y una capa protectora situada sobre una superficie sustancialmente cilíndrica, aunque son posibles otras formas, pegada a los larguerillos después de la polimerización.
De acuerdo con la técnica conocida, por ejemplo, los larguerillos 21, hechos de material compuesto no polimerizado, están montados sobre un mandril 11 de una estructura sustancialmente cilíndrica, y están compactados sobre una pluralidad de zonas de compactación 12 usando bolsas de vacío 15, montadas y manualmente aseguradas sobre las zonas de compactación del mandril 11. Después de compactar los larguerillos, una estructura de material compuesto se coloca sobre los larguerillos, a lo que le sigue una compactación adicional usando bolsas de vacío 15 montadas y manualmente aseguradas, y por último la polimerización se realiza colocando, por ejemplo, los larguerillos y la estructura dentro de un horno.
El primer problema típico de la técnica conocida es que la fase de compactar los larguerillos, que requiere el montaje manual de las bolsas de vacío 15 y su fijación a la zona de compactación 12 usando un sello manualmente aplicado, además de tener costes particularmente elevados, también causa un inconsistente nivel de calidad, que depende del nivel de habilidad de los operarios individuales que efectúan las operaciones manuales de montar y asegurar las bolsas de vacío. Un segundo problema de la técnica conocida es que la compactación está seguida de la destrucción de las bolsas de vacío 15. De hecho, debido a que las bolsas de vacío 15 están pegadas a la primera zona de compactación, solamente pueden destruirse cuando se quitan.
Descripción de la invención
45 [0004] El alcance de la presente invención es un método y un equipo para fabricar partes de material compuesto que no requieren trabajo manual para la fase de compactación de los larguerillos y/o para la compactación de la capa de estructura que cubre el fuselaje sobre los larguerillos.
En el mismo campo de tecnología, el documento EP_1162055_A desvela, entre otros, un armazón dispuesto para cooperar con una herramienta macho de moldeo, para moldear materiales compuestos a capas. De acuerdo con la divulgación anterior el armazón tiene un sello alrededor de la periferia del armazón y una membrana elástica que ocupa una abertura proporcionada por el armazón. La herramienta macho de moldeo se proporciona sobre una base que tiene una superficie plana. En uso, el armazón se fuerza sobre la herramienta de moldeo para estirar el material elástico sobre la herramienta 55 de moldeo y forzar el sello contra la base en un contacto de sello sustancialmente hermético con la base.
En el documento US_4.255.221 se desvela un método para hacer una tabla de surf o un artículo similar. De acuerdo con la divulgación anterior se proporciona una estructura de armazón que comprende un armazón inferior y un armazón superior que es complementario con el armazón inferior. Cada armazón comprende corredores finales y laterales, y uno o más miembros ajustables de soporte que son flexibles para definir una pluralidad de diferentes curvaturas en un plano determinado. Una pared flexible se extiende a lo largo de la abertura a través del armazón inferior y el armazón superior, respectivamente. Un tubo de salida se extiende fuera de la pared flexible para unirse a una fuente convencional de vacío. En uso, los dos armazones descansan uno frente al otro a lo largo de sus periferias, es decir, los corredores finales y 65 los corredores laterales de un armazón se enganchan con los corredores finales y laterales del otro para sellar la estructura del armazón.
Además, el documento WO 87/05557 desvela un equipo de acuerdo con el preámbulo de la reivindicación 1. El alcance de la presente invención es también un equipo y un método que no requieren la destrucción de las bolsas de vacío después de su uso.
[0008] El alcance se consigue con un equipo y un método para fabricar partes de material compuesto, particularmente partes reforzadas para el fuselaje de un avión, como se reivindica en las reivindicaciones independientes 1 y 9. Las reivindicaciones son una parte integral de la enseñanza técnica en relación con la invención.
Breve descripción de los dibujos
Ésta y otras características de la presente invención serán más claras a partir de la siguiente descripción de la realización preferente de la invención, documentada como un ejemplo y no como una limitación, con el apoyo de los dibujos adjuntos en los que los elementos etiquetados con el mismo número o con una referencia numérica similar indican componentes que tienen la misma función o una función similar, y en los que:
La Fig. 1 es una representación esquemática de un sistema para fabricar componentes de fuselaje de material compuesto, de acuerdo con la técnica conocida; La Fig. 2 es una representación esquemática de una fase de aplicación de las bolsas de vacío de acuerdo con la técnica conocida; La Fig. 3a es una representación esquemática de un sistema para fabricar el material compuesto para componentes de fuselaje de acuerdo con la invención; La Fig. 3b es una representación esquemática de una fase de aplicación de bolsas de vacío de acuerdo con la invención;
La Fig. 4 es una representación esquemática de un equipo automatizado para la aplicación de bolsas de vacío de acuerdo con la invención.
Descripción de la realización preferente
Con referencia a la Fig. 3a y 3b, un sistema 10 para fabricar partes de material compuesto, particularmente partes reforzadas con larguerillos 21 de material compuesto, comprende, por ejemplo, un mandril o herramienta de polimerización 11 y una pluralidad de herramientas de equipo o compactación 30. El sistema 10 de acuerdo con su realización preferente, comprende también, una primera máquina de control numérico 16 configurada para recuperar los equipos de compactación de un área de almacenamiento y para colocarlos sobre el mandril 11, como se describirá más adelante con más detalle.
El mandril 11 puede rotar alrededor de su propio eje, continuamente o de acuerdo con ángulos predeterminados, y mostrar en el área superior, al menos una zona de compactación 12. La zona de compactación 12 comprende una o más ranuras 14, finalmente en un número diferente entre diferentes áreas, configuradas para sujetar, por ejemplo, los larguerillos 21. La forma, dimensiones y el número de ranuras 14 puede variar considerablemente, de acuerdo con el tipo de partes reforzadas a producir. En el caso del fuselaje de un avión, el número de ranuras en una zona de compactación puede ser, por ejemplo, diez o doce.
45 Los larguerillos 21, hechos de material compuesto, tal como carbono no polimerizado (no vulcanizado) , gracias al hecho de que no se ha polimerizado todavía, tiene la característica de poder deformarse para tomar la forma de las ranuras después de insertarse en las ranuras 14. Preferentemente, los larguerillos 21 están colocados dentro de las respectivas ranuras usando una segunda máquina de control numérico 26 diseñada para recuperar los larguerillos de un área de almacenamiento de larguerillos y colocarlos en las ranuras 14 dentro de la zona de compactación que en intervalos de tiempo... [Seguir leyendo]
Reivindicaciones:
1. Equipo para fabricar partes de material compuesto que comienza al menos por un elemento de material compuesto a ser compactado que comprende 5
- un armazón (31) , que tiene una pluralidad de brazos (31a, 31b, 31c, 31d) , interconectados entre sí a lo largo de un perímetro determinado, y que comprende un lado primero o superior (32a) y un lado segundo o inferior (32b) ;
- al menos una bolsa de vacío (35) unida al lado inferior (32b) de dicho armazón (31) a lo largo de un perímetro determinado del armazón (31) y configurada para compactar dicho al menos un elemento (21) ;
- al menos un miembro (33) unido a la bolsa de vacío (35) a lo largo de dicho perímetro y configurado para ponerse en contacto de una manera desmontable con una superficie sobre la que dicho al menos un elemento a ser compactado (21) se coloca para definir una zona de compactación de dicho al menos un elemento;
- dichos brazos que están configurados para crear un canal interno común o canales internos comunes conectables a través de medios de conexión (37) a una bomba (53) comprendiendo dichos brazos (31a, 31b, 31c, 31d) a lo largo del perímetro;
- una pluralidad de agujeros (43 a) colocados sobre el lado inferior (32b) de dichos brazos;
caracterizado por que dicho miembro es un material de espuma (33) que tiene células semi-cerradas capaces de ser porosas en una forma no comprimida y capaces de bloquear el flujo de aire en una forma comprimida, para que, en uso, dicha pluralidad de agujeros (43a) comunique con dicho material de espuma (33) a través de la bolsa de vacío (35) mientras la bomba (53) genera un influjo de aire a través del material de espuma (33) unido a lo largo de dicho perímetro.
2. El equipo de acuerdo con la reivindicación 1 en el que dicho armazón (31) tiene una forma sustancialmente rectangular y comprende un primer par de brazos opuestos (31a, 31b) que tienen un perfil sustancialmente recto y un segundo par de brazos opuestos (31c, 31d) que tienen un perfil sustancialmente curvado con un radio determinado de curvatura.
3. El equipo de acuerdo con la reivindicación 1 en el que dichos medios de conexión comprenden una válvula de retención.
4. Un sistema para fabricar material compuesto que comprende: 35
- un mandril de soporte (11) que tiene al menos una zona de compactación (12) , estando configurada dicha zona de compactación para mantener al menos un elemento de material compuesto (21) diseñado para compactarse aplicando un nivel predeterminado de vacío; caracterizado por
- al menos un equipo de compactación (30) como el reivindicado en las reivindicaciones 1 a 3.
5. Un sistema de acuerdo con la reivindicación 4 en el que dicho mandril (11) tiene una forma sustancialmente cilíndrica con un radio determinado de curvatura.
6. Un sistema de acuerdo con la reivindicación 5 45
- en el que dicho armazón (31) tiene una forma sustancialmente rectangular y comprende un primer par de brazos opuestos (31a, 31b) que tienen un perfil sustancialmente recto y un segundo par de brazos opuestos (31c, 31d) que tienen un perfil sustancialmente curvado con un radio determinado de curvatura, y
- en el que dicho radio determinado de curvatura de dicho segundo par de brazos opuestos (31c, 31d) es mayor que dicho radio determinado de curvatura de dicho mandril (11) .
7. Un sistema de acuerdo con una cualquiera de las reivindicaciones 4 a 6 que además comprende primeros medios de control numérico (16) configurados para recuperar dicho al menos un equipo de compactación (30) de un área de almacenamiento y colocarlo sobre dicho mandril (11) .
8. Un sistema de acuerdo con una cualquiera de las reivindicaciones 4 a 7 que además comprende segundos medios de control numérico (26) configurados para recuperar dichos elementos a ser compactados (21) de un área de almacenamiento y colocarlos dentro de dicha zona de compactación (12) .
9. Un método para fabricar partes de material compuesto que comprende las etapas de:
- colocar al menos un elemento de material compuesto (21) a ser compactado dentro de una zona de compactación (12) ;
- colocar al menos un equipo de compactación que comprende una bolsa de vacío (35) y un armazón (31) ,
65 que tiene una pluralidad de brazos (31a, 31b, 31c, 31d) , interconectados entre sí a lo largo de un perímetro determinado y configurados para crear un canal interno común o canales internos comunes sobre dicha zona de compactación (12) , estando configurado dicho equipo de compactación (30) para ponerse en contacto de una manera desmontable con una superficie de dicha zona de compactación (12) por medio de un material de espuma (33) que tiene células semi-cerradas capaces de ser porosas en una forma no comprimida y capaces de bloquear el flujo de aire en una forma comprimida;
- compactar dicho al menos un elemento produciendo un cierto nivel de vacío en dicha zona de compactación (12) a través de una pluralidad de agujeros colocados sobre un lado inferior (32b) de los brazos y comunicándose con el material de espuma (33) a través de la bolsa de vacío (35) y conectando el canal interno común o los canales internos comunes con una bomba (53) .
10. Un método de acuerdo con la reivindicación 9 que también comprende las etapas de recuperar mediante unos primeros medios de control numérico (16) dicho al menos un equipo de compactación (30) de un área de almacenamiento, y colocarlo mediante dichos primeros medios de control numérico (16) dicho al menos un equipo de compactación (30) sobre dicha zona de compactación.
11. Un método de acuerdo con una cualquiera de las reivindicaciones 9 ó 10 que además comprende las etapas de
- recuperar mediante segundos medios de control numérico (26) dichos elementos a ser compactados (21) de un área de almacenamiento, y
- colocar mediante dichos segundos medios de control numérico (26) dichos elementos a ser compactados 20 dentro de dicha zona de compactación (12) .
Patentes similares o relacionadas:
Procedimiento de depósito de un material intermedio que permite asegurar la cohesión de este último y material intermedio, del 1 de Julio de 2020, de HEXCEL REINFORCEMENTS: Procedimiento de depósito en continuo sobre una superficie de depósito de un material intermedio constituido por una capa unidireccional de fibras […]
Bolsa de vacío integralmente rígida, reutilizable y método de hacer la misma, del 3 de Junio de 2020, de THE BOEING COMPANY: Una bolsa de vacío para procesar una pieza , que comprende: un diafragma de bolsa elástico flexible generalmente plano adaptado para colocarse sobre la pieza […]
Procedimiento y aparato de conformación o formación de artículos, del 27 de Mayo de 2020, de GENTEX CORPORATION: Un procedimiento de conformación de un material de trabajo plano convirtiéndolo en un producto composite que presenta una forma final, comprendiendo el procedimiento: […]
Método para minimizar inconsistencias que aparecen sobre la superficie de un componente compuesto y una tira compuesta precurada, del 6 de Mayo de 2020, de THE BOEING COMPANY: Método para aplicar una tira compuesta precurada a un componente compuesto , comprendiendo la tira compuesta precurada una primera capa de material […]
Combinación de una pieza compuesta y un conducto de ventilación, y método de fabricación de una pieza compuesta, del 8 de Abril de 2020, de THE BOEING COMPANY: La combinación de una pieza compuesta y un conducto de ventilación para usar en una bolsa de vacío que procesa la pieza compuesta, en donde: el conducto […]
Procedimiento de realización de un panel de cobertura y de protección acústica para un vehículo automóvil, del 8 de Abril de 2020, de TREVES Products, Services & Innovation: Procedimiento de realización de un panel de cobertura y de protección acústica para un vehículo automóvil, dicho procedimiento que comprende las etapas siguientes: - […]
Método y aparato para el cocurado de revestimientos compuestos y refuerzos en un autoclave, del 25 de Marzo de 2020, de THE BOEING COMPANY: Aparato para endurecer en autoclave refuerzos compuestos contra un revestimiento compuesta, que comprende: un instrumento que tiene una superficie del instrumento […]
Herramienta de material compuesto que tiene integridad de vacío y método de fabricación de la misma, del 11 de Marzo de 2020, de THE BOEING COMPANY: Herramienta de material compuesto que tiene integridad de vacío, que comprende: un laminado de material compuesto que incluye una capa de barrera de material […]