MÉTODO, PLANTA Y APARATO PARA FABRICAR PARTES HECHAS DE MATERIAL COMPUESTO.
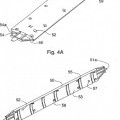
Un aparato para fabricar partes hechas de material compuesto, en particular secciones para un fuselaje de aeronave, dicho aparato que se puede utilizar para transportar un dispositivo de compactación (37) configurado para compactar dicho material compuesto y que comprende una eslinga (35) que tiene un medio de acoplamiento al vacío (55, 55a, 57);
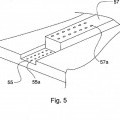
dicho aparato que se caracteriza porque dicha eslinga (35) tiene una forma sustancialmente cóncava y dicho medio de acoplamiento al vacío incluye al menos una tira de material poroso (57), que está hecha de espuma semi-cerrada elástica y se dispone para transportar al menos un dispositivo de compactación (37) a través de la aplicación de una fuente de vacío (54a) al menos a dicha tira de material poroso (57)
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IB2007/002744.
Solicitante: ALENIA AERONAUTICA S.P.A..
Nacionalidad solicitante: Italia.
Dirección: CORSO MARCHE N. 41 10146 TORINO ITALIA.
Inventor/es: LANFRANCO, GIOVANNI, SAUVESTRE,Claude, TURRIS,Fabrizio, BERIONNI,Claudio.
Fecha de Publicación: .
Fecha Solicitud PCT: 20 de Septiembre de 2007.
Clasificación Internacional de Patentes:
- B29C70/32 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 70/00 Conformación de materiales compuestos, es decir, materiales plásticos con refuerzos, cargas o partes preformadas, p. ej. inserciones. › sobre un molde, una plantilla o un núcleo rotativos.
- B29C70/38 B29C 70/00 […] › Apilado (lay-up) automático, es decir, utilizando robots, aplicando filamentos según modelos predeterminados.
- B29C70/54 B29C 70/00 […] › Elementos constitutivos, detalles o accesorios; Operaciones auxiliares.
Clasificación PCT:
- B25J15/06 B […] › B25 HERRAMIENTAS MANUALES; HERRAMIENTAS DE MOTOR PORTATILES; MANGOS PARA UTENSILIOS MANUALES; UTILLAJE DE TALLER; MANIPULADORES. › B25J MANIPULADORES; RECINTOS CON DISPOSITIVOS DE MANIPULACION INTEGRADOS (dispositivos robóticos para recolección individual de frutas, hortalizas, lúpulo y similares A01D 46/30; manipuladores de agujas para cirugía A61B 17/062; manipuladores asociados a las laminadoras B21B 39/20; manipuladores asociados a las máquinas de forja B21J 13/10; medios para mantener las ruedas o sus elementos B60B 30/00; grúas B66C; disposiciones para la manipulación del combustible o de otros materiales utilizados en el interior de reactores nucleares G21C 19/00; combinación estructural de manipuladores con celdas o recintos protegidos contra la radiación G21F 7/06). › B25J 15/00 Cabezas de aprehensión. › con medios de retención magnéticos o que funcionan por succión.
- B29C70/38 B29C 70/00 […] › Apilado (lay-up) automático, es decir, utilizando robots, aplicando filamentos según modelos predeterminados.
- B29C70/54 B29C 70/00 […] › Elementos constitutivos, detalles o accesorios; Operaciones auxiliares.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia.
PDF original: ES-2357401_T3.pdf
Fragmento de la descripción:
CAMPO TÉCNICO
La presente invención se refiere generalmente a un método para fabricar partes hechas de material compuesto, a una planta que comprende aparatos adecuados para la fabricación de las partes hechas de material compuesto y a un aparato para fabricar dichas partes. 5
En particular, la presente invención se refiere a un método, planta y aparato para fabricar secciones de fuselaje, que tienen una forma dada, que se van a ensamblar para construir un fuselaje de aeronave.
Más particularmente, la presente invención se refiere a un método, planta y aparato para fabricar secciones de fuselaje a través de la compactación, por ejemplo mediante envasado en bolsa y a través de tratamiento térmico (curado) y desenvasado en bolsa. 10
En aras de la simplicidad de la descripción, a no ser que se especifique otra cosa, en lo sucesivo en este documento se hará referencia a un método de y una planta para fabricar, a través del envasado en bolsa, curado y desenvasado en bolsa, secciones de fuselaje que se van a ensamblar para construir un fuselaje de aeronave, incluso si la invención es aplicable generalmente para la fabricación de secciones del cuerpo hechas de material compuesto para vehículos terrestres y otros vehículos. 15
TÉCNICA ANTERIOR
Se conoce que una forma de aumentar el rendimiento de la aeronave es usar materiales compuestos, tales como, por ejemplo materiales de fibra de carbono, que generalmente tienen la propiedad de asociar una alta rigidez con un peso específico bajo.
El uso de materiales compuestos para la fabricación de secciones de fuselaje exige particularmente 20 métodos y sistemas complejos.
La publicación de patente WO 2006/001860 describe, por ejemplo, un método para compactar secciones de fuselaje que consisten en rigidizadores y de un tejido de material compuesto envuelto alrededor de los rigidizadores.
De acuerdo con dicha técnica anterior, la compactación de las secciones de fuselaje hechas de material compuesto, antes de aplicar a las mismas un tratamiento térmico dispuesto para curar el material compuesto, 25 requiere el uso de un aparato que tiene soportes con forma de concha de almeja y se dispone para contener la sección de fuselaje montada sobre un mandril adecuado cuyo tamaño y forma corresponde con los de la sección de fuselaje.
Más particularmente, de acuerdo con la técnica anterior que se ha citado anteriormente, los soportes en el aparato incluyen un par de almohadillas de presión con sección transversal semi-circular y un par de almohadillas 30 conformables o placas de prensado (chapas de prensado) con sección transversal semi-circular, alojadas en las almohadillas de presión.
En uso, los soportes se disponen para deslizarse sobre carriles adecuados a fin de presionar las almohadillas de presión y las almohadillas conformables contra la sección de fuselaje. Posteriormente, los soportes se retraen y las bolsas de vacío se aplican a las almohadillas de presión a fin de conformar las almohadillas 35 conformables a la forma del fuselaje y para aplicar además presión sobre la sección de fuselaje durante la etapa de curado.
Un primer problema con la técnica anterior que se ha citado anteriormente es que las secciones de fuselaje con una longitud de 10 a 20 metros y un diámetro que excede de 6 m requiere el uso de pares de almohadillas de presión y placas de prensado (chapas de prensado) con un peso del orden de varias toneladas, incluso en caso de 40 placas de prensado con espesores muy pequeños, por ejemplo de 1 a 2 mm.
Como se conoce, la manipulación de masas grandes y pesadas es generalmente extremadamente difícil.
Un segundo problema con la técnica anterior que se ha citado anteriormente es que las placas de prensado con una forma a fin de que “cubran” una sección transversal semi-circular de una longitud de cilindro se adaptan con dificultad a la forma del fuselaje que, como se conoce, no es cilíndrica sino básicamente oval. 45
Un tercer problema con la técnica anterior que se ha citado anteriormente es que, debido a los considerables pesos de las almohadillas de presión y/o las placas de prensado, cualquier reemplazamiento de los mismos debido a un cambio en la forma o dimensiones del fuselaje requiere, por ejemplo, el uso de un aparato con una capacidad de carga correspondiente considerable.
En síntesis, el solicitante se ha dado cuenta que la solución propuesta por la técnica anterior que se ha 50 citado anteriormente es difícil de aplicar en caso de secciones de fuselaje con una gran longitud, por ejemplo que exceden de 10 m y gran diámetro, por ejemplo que excede de 6 m.
Otro documento de la técnica anterior es US 2006/231981 A1 que describe un método, de acuerdo con el preámbulo de la reivindicación 13 y el aparato asociado, de acuerdo con el preámbulo de la reivindicación 1, para formar un miembro estructural compuesto a partir de una carga. La carga puede disponerse sobre un primer troquel del aparato y formarse a una configuración deseada definida por un rebaje del troquel insertando un segundo troquel o una herramienta en el rebaje. En algunos casos, el primer troquel puede incluir dos partes que se ajustan en una 5 dirección transversal a fin de que el rebaje pueda abrirse mediante la inserción del segundo troquel o herramienta. El segundo troquel o herramienta puede ser un miembro sustancialmente rígido o una cámara de aire hinchable. En cualquier caso, la carga puede disponerse sobre el primer troquel, formarse y después procesarse sobre el primer troquel, facilitando de este modo la indexación de la carga para cada operación.
Un documento de la técnica anterior adicional es WO 2004/035286 A que describe un dispositivo y un 10 método para retirar un objeto de una herramienta de moldeo junto con el colado o moldeo de un objeto, en el que existe una fuerza de retención entre la herramienta de moldeo y el objeto. El dispositivo comprende un cuerpo, un medio de acoplamiento dispuesto para acoplar el objeto al cuerpo y un medio para aplicar una fuerza de tracción sobre el objeto, que es sustancialmente opuesta a dicha fuerza de retención, en el que el cuerpo se diseña con una superficie de contacto adaptada para que esté al menos parcialmente en contacto con el objeto y el medio de 15 acoplamiento se dispone para acoplar el objeto a las superficies de contacto a fin de que dicha fuerza de tracción quede distribuida uniformemente de forma sustancial sobre la parte de la superficie del objeto que está en contacto con la superficie de contacto.
Otro documento de la técnica anterior es US-A-5 092 954 que describe un dispositivo que sirve para aplicar mecánicamente a la superficie de una pieza a máquina un miembro de cuerpo multicapa flexible que es adherente 20 en un solo lado. El miembro de cuerpo está compuesto de una capa de soporte, una capa adhesiva y un papel de aluminio de protección de la retirada que cubre dicha capa adhesiva. Dicho dispositivo comprende los siguientes dispositivos parciales: (a) una tabla de soporte para soportar dicho miembro de cuerpo multicapa; (b) un dispositivo de separación para separar dicho papel de aluminio de protección de dicho miembro de cuerpo multicapa en una zona marginal; (c) un dispositivo de retirada para retirar dicho papel de aluminio de protección de dicho miembro de 25 cuerpo multicapa; y (d) un transportador provisto de una pinza de vacío para elevar dicho miembro de cuerpo multicapa fuera de dicha tabla de soporte, para moverlo más allá de dicho dispositivo de retirada y para depositarlo si es necesario después de calentarlo por medio de un dispositivo de calentamiento sobre la superficie de dicha pieza a máquina. Dicha pinza de vacío consiste en un tapón hecho de un material elástico blando deformable y tiene una superficie de trabajo convexa que se proporciona con depresiones que actúan como ventosas y se conectan 30 mediante conductos con un generador de vacío.
DESCRIPCIÓN DE LA INVENCIÓN
Es un objeto de la presente invención proporcionar un método de y una planta para fabricar partes hechas de material compuesto, que no se ven afectadas por los problemas que se han descrito anteriormente en la técnica anterior. 35
También es un objeto de la presente invención proporcionar un aparato simplificado para manipular las chapas de prensado.
Este objeto se consigue mediante el método de la reivindicación 13 y la planta para fabricar partes hechas de material compuesto, más particularmente secciones de fuselaje.
La presente invención también se refiere a un aparato para fabricar partes hechas de material compuesto 40 de acuerdo con la reivindicación... [Seguir leyendo]
Reivindicaciones:
1. Un aparato para fabricar partes hechas de material compuesto, en particular secciones para un fuselaje de aeronave, dicho aparato que se puede utilizar para transportar un dispositivo de compactación (37) configurado para compactar dicho material compuesto y que comprende una eslinga (35) que tiene un medio de acoplamiento al vacío (55, 55a, 57); dicho aparato que se caracteriza porque dicha eslinga (35) tiene una forma sustancialmente cóncava y dicho medio de acoplamiento al vacío incluye al menos una tira de material 5 poroso (57), que está hecha de espuma semi-cerrada elástica y se dispone para transportar al menos un dispositivo de compactación (37) a través de la aplicación de una fuente de vacío (54a) al menos a dicha tira de material poroso (57).
2. El aparato de acuerdo con la reivindicación 1, en el que dicho medio de acoplamiento al vacío (55, 55a, 57) comprende: 10
- al menos un elemento de tipo caja hermética (50);
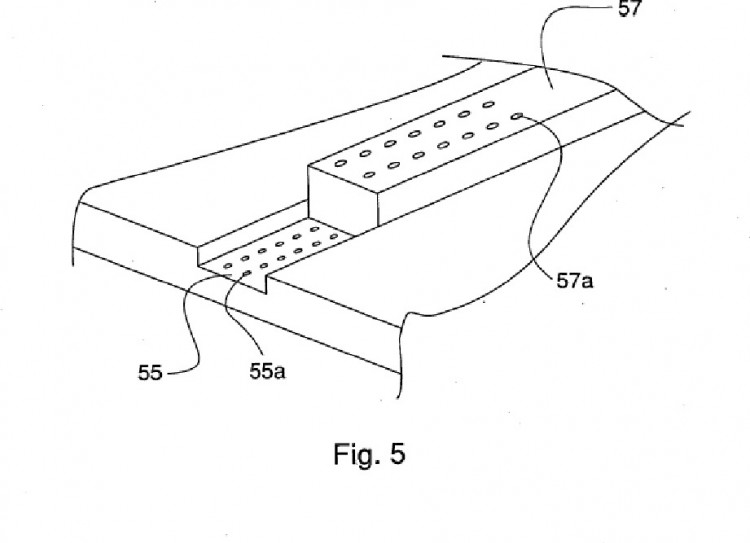
- al menos un hueco (55) de longitud predeterminada, dispuesto para alojar una tira de material poroso (57) correspondiente, dicho hueco (55) y dicha tira de material poroso (57) correspondiente que tiene una pluralidad de agujeros (55a, 57a) en las posiciones respectivas correspondientes.
3. El aparato de acuerdo con la reivindicación 2, en el que el número y los diámetros de dichos agujeros (55a, 15 57a) en las posiciones respectivas correspondientes se determinan dependiendo del peso y el tamaño característicos de dicho dispositivo de compactación.
4. El aparato de acuerdo con la reivindicación 2 ó 3, en el que dicha tira de material poroso (57) se configura a fin de proyectarse a partir de una superficie predeterminada de dicho elemento de tipo caja (50) para que esté en contacto con dicho dispositivo de compactación (37) durante el transporte de dicho dispositivo de compactación 20 (37) tras la aplicación de dicha fuente de vacío (54a).
5. El aparato de acuerdo con las reivindicaciones 1 a 4, que comprende:
- una grúa de puente (30) dispuesta para desplazarse en al menos una cierta dirección;
- un medio de interfaz (36) interpuesto entre dicha grúa de puente (30) y dicha eslinga (35) y dispuesta para desplazarse en cualquier dirección sobre un plano ortogonal con respecto a dicha cierta dirección. 25
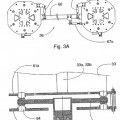
6. El aparato de acuerdo con la reivindicación 5, en el que dicho medio de interfaz (36) comprende al menos un primer y segundo dispositivo flotante (36a, 36b) teniendo cada uno al menos los primeros miembros fijos (61a, 61b), conectados a la grúa de puente y al menos los segundos miembros móviles (63), conectados de forma que puedan retirarse de dicha eslinga (35), al menos un miembro de conexión rígido (66) que se proporciona para conectar mutuamente dichos segundos miembros móviles (63). 30
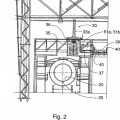
7. Una planta para fabricar partes hechas de material compuesto, en particular secciones para un fuselaje de aeronave, la planta que comprende al menos una estación de compactación (12) en la que, en funcionamiento, se proporcionan:
- un mandril (20) recubierto de un material compuesto (21) que se va a compactar;
- un medio de transporte (30, 36, 35) dispuesto para transportar al menos un dispositivo de compactación 35 (37) sobre dicho material compuesto (21);
en la que dicho medio de transporte se asocia con al menos un aparato de acuerdo con la reivindicación 1; dicha eslinga (35), en funcionamiento, que está en contacto directo con dicho dispositivo de compactación (37) y que se configura para transportar dicho dispositivo de compactación (37) sobre dicho material compuesto (21). 40
8. La planta de acuerdo con la reivindicación 7, en la que dicho medio de transporte incluye adicionalmente al menos una grúa de puente (30) con un medio de interfaz (36) que pueda conectarse de forma que pueda retirarse a dicha eslinga (35).
9. La planta de acuerdo con la reivindicación 8, en la que:
- dicha grúa de puente (30) se configura a fin de que pueda desplazarse en al menos una cierta dirección; y 45
- dicho medio de interfaz (36) se configura a fin de que pueda desplazarse en cualquier dirección sobre un plano ortogonal con respecto a dicha cierta dirección.
10. La planta de acuerdo con las reivindicaciones 7-9, en la que incluye al menos una estación para la retirada de dichos dispositivos de compactación, en la que dicha eslinga (35) se configura para recoger dicho dispositivo de compactación (37) a partir de dicho mandril (20) y colocarlo en un contenedor (40) a través de la aplicación 50 de una fuente de vacío (54a) al menos a dicha tira de material poroso (57).
11. La planta de acuerdo con las reivindicaciones 7-10, en la que el tamaño de dicha al menos una tira de material poroso (57) se determina dependiendo del peso y el tamaño característicos de dicho dispositivo de compactación.
12. La planta de acuerdo con las reivindicaciones 7-11, en la que incluye al menos una estación para tratar 5 térmicamente dicho material compuesto.
13. Un método para fabricar partes hechas de material compuesto, en particular secciones para un fuselaje de aeronave, que comprende las etapas de:
- recubrir un mandril (20) con un material compuesto (21) que se va a compactar;
- transportar al menos un dispositivo de compactación (37) sobre dicho material compuesto (21) mediante 10 un medio de transporte (30, 36, 35);
caracterizado por que dicha etapa de transporte comprende:
- asociar al menos una eslinga, que tiene un forma sustancialmente cóncava y tiene al menos una tira de material poroso (57) hecha de espuma semi-cerrada elástica, con dicho medio de transporte (30, 36, 35);
- aplicar una fuente de vacío (54a) al menos a dicha tira de material poroso para transportar dicho 15 dispositivo de compactación (37) sobre dicho material compuesto (21).
14. El método de acuerdo con la reivindicación 13, en el que comprende la etapa adicional de retirar dicho dispositivo de compactación (37) de dicho mandril (20) y colocarlo en un contenedor (40) por medio de dicha eslinga asociada con dicho medio de transporte (30, 36, 35), a través de la aplicación de una fuente de vacío (54a) al menos a dicha tira de material poroso (57). 20
Patentes similares o relacionadas:
SISTEMA Y METODO DE FABRICACION DE PERFILES ESTRUCTURALES MEDIANTE EL TRENZADO DE FIBRAS EN CONTINUO Y PERFIL ESTRUCTURAL OBTENIDO POR DICHO SISTEMA Y METODO, del 23 de Enero de 2020, de ZENIT POLIMEROS Y COMPOSITES, S.L: Sistema y método de fabricación de perfiles estructurales mediante el trenzado de fibras en continuo y perfil estructural obtenido por dicho sistema […]
SISTEMA Y MÉTODO DE FABRICACIÓN DE PERFILES ESTRUCTURALES MEDIANTE EL TRENZADO DE FIBRAS EN CONTINUO Y PERFIL ESTRUCTURAL OBTENIDO POR DICHO SISTEMA Y MÉTODO, del 17 de Enero de 2020, de ZENIT POLIMEROS Y COMPOSITES SL: Sistema y método de fabricación de perfiles estructurales mediante el trenzado de fibras en continuo y perfil estructural obtenido por dicho sistema y método. La […]
Rellenos de radio compuesto y métodos de formación del mismo, del 12 de Noviembre de 2019, de THE BOEING COMPANY: Un relleno de radio compuesto para rellenar una región de relleno de radio en una estructura compuesta que comprende: dos o más laminados de radio, […]
Método para fabricar tubos compuestos de fibra reforzada, del 22 de Mayo de 2019, de THE BOEING COMPANY: Un método para fabricar un tubo (22, 22a) de material compuesto, que comprende: hacer girar un mandril que tiene una pared interna; y dirigir […]
Tubo compuesto termoplástico con capa intermedia de múltiples capas, del 22 de Mayo de 2019, de Evonik Operations GmbH: Procedimiento para la producción de un tubo compuesto termoplástico, que contiene las siguientes etapas: a) se proporciona un revestimiento […]
Tubo compuesto termoplástico con capa intermedia de múltiples capas, del 22 de Mayo de 2019, de Evonik Operations GmbH: Procedimiento para la producción de un tubo compuesto termoplástico, que contiene las siguientes etapas: a) se proporciona un revestimiento […]
Artículo deportivo compuesto reforzado con fibra y su método de fabricación, del 22 de Mayo de 2019, de North Thin Ply Technology Sarl: Un artículo deportivo incluyendo una varilla tubular alargada compuesta de un material compuesto de matriz de resina reforzada con fibra, […]
Revestimiento para un motor de avión y procedimiento para la fabricación de tal revestimiento, del 13 de Mayo de 2019, de FACC AG: Revestimiento para un motor de avión , especialmente un conducto de flujo secundario o una carcasa de ventilador, compuesto por varias capas de preimpregnado , endurecidas, […]