Método para mecanizar tubos.
Método para el mecanizado de tubos controlado por ordenador, en particular el corte de tubos con ayuda deláser,
plasma y agua, comprendiendo el método los pasos de:
- proporcionar un tramo de un tubo;
- medir las dimensiones del tramo de tubo proporcionado antes de disponer el tubo 5 en la estación de mecanizadocontrolada por ordenador, donde las dimensiones medidas comprenden las dimensiones de la sección transversaldel tubo;
- disponer el tubo proporcionado en una estación de mecanizado controlada por ordenador;
- ejecutar un programa para controlar la estación de mecanizado para mecanizar el tubo proporcionado;
caracterizado porque
las dimensiones de la sección transversal del tubo se miden en diferentes posiciones a lo largo del tramo del tubo.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E09152845.
Solicitante: VAN SORGEN, CAREL JOHANNES WILHELM THEODOOR.
Nacionalidad solicitante: Países Bajos.
Dirección: MORGENZONWEG 152 7101 BN WINTERSWIJK PAISES BAJOS.
Inventor/es: van Sorgen,Carel Johannes Wilhelm Theodoor.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23D1/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23D CEPILLADO; MORTAJADO; CIZALLADO; BROCHADO; ASERRADO; LIMADO; RASPADO; OPERACIONES ANALOGAS NO PREVISTAS EN OTRO LUGAR, PARA EL TRABAJO DE METALES CON ARRANQUE DE MATERIAL (fabricación de ruedas dentadas o de órganos similares B23F; corte del metal por calentamiento localizado B23K; dispositivos para copiar o controlar B23Q). › B23D 1/00 Máquinas cepilladoras o mortajadoras que cortan por desplazamiento relativo del útil y de la pieza que va a ser trabajada según una dirección horizontal únicamente. › por desplazamiento del portapieza.
- B23Q17/20 B23 […] › B23Q PARTES CONSTITUTIVAS, DISPOSITIVOS O ACCESORIOS DE MAQUINAS HERRAMIENTAS, p. ej. DISPOSITIVOS PARA COPIAR O CONTROLAR (herramientas del tipo utilizado en tornos o máquinas de agujerear B23B 27/00 ); MAQUINAS HERRAMIENTAS DE UTILIZACION GENERAL, CARACTERIZADAS POR LA ESTRUCTURA DE CIERTAS PARTES CONSTITUTIVAS O DISPOSITIVOS; COMBINACIONES O ASOCIACIONES DE MAQUINAS PARA TRABAJAR EL METAL NO DESTINADAS A UN TRABAJO EN PARTICULAR. › B23Q 17/00 Dispositivos para indicar o medir sobre las máquinas herramientas (para el control automático o la regulación del movimiento de avance, de la velocidad de corte o de la posición de la herramienta o de la pieza B23Q 15/00). › para indicar o medir las características de la pieza de trabajo, p. ej. el contorno, las dimensiones, la dureza.
PDF original: ES-2388123_T3.pdf
Fragmento de la descripción:
Método para mecanizar tubos
Campo de la invención
La presente invención se refiere a un método para el mecanizado de tubos controlado por ordenador, en particular para el cortado de tubos mediante láser/plasma y agua de acuerdo con el preámbulo de la reivindicación 1 (véase, por ejemplo, US-5, 726, 366) .
Las estaciones de mecanizado para tubos de la técnica anterior llevan a cabo algún tipo de mecanizado de un tubo, por ejemplo taladrar un orificio, cortar partes del tubo mediante láser, serrar un tubo en dos partes o pulir la superficie del tubo. Las estaciones de la técnica anterior ejecutan un programa para mover las herramientas de la máquina hasta unas posiciones deseadas para llevar a cabo el mecanizado deseado del tubo. Estos programas asumen que un tubo de ciertas dimensiones está presente en la estación de mecanizado.
Los tubos se pueden fabricar mediante la extrusión de material, que se utiliza típicamente para tubos de plástico o tubos de aluminio. Los tubos también se pueden fabricar conformando una tira como un tubo y soldándola. Este tipo de fabricación se utiliza frecuentemente para tuberías de acero.
Como resultado de estos procesos de fabricación, las dimensiones del tubo, en particular las dimensiones de la sección transversal pueden diferir, lo que da como resultado una cierta tolerancia de las dimensiones deseadas del tubo.
Cuando la precisión requerida de la maquinaria está dentro del mismo rango que la tolerancia de los tubos, ya no es posible asegurar con las estaciones de mecanizado de la técnica anterior que un tubo mecanizado esté dentro de la precisión requerida. Esto es el resultado de asumir en el programa ejecutado por la estación de mecanizado que un tubo tiene unas ciertas dimensiones. Supongamos, por ejemplo, que se desea taladrar un orificio en el centro de una superficie de un tubo de sección transversal cuadrada. Si la estación de mecanizado calcula la posición del orificio desde un borde de la superficie y asume que la superficie tiene una cierta anchura, se puede producir una desviación en la posición actual de la posición del orificio. Si la anchura real del tubo es menor o mayor que la anchura supuesta, se produce una desviación en la posición del orificio. Estos errores también pueden producirse como resultado de una desviación en la sección transversal de un tubo.
Es un objeto de la invención proporcionar un método para el mecanizado de tubos controlado por ordenador donde se reduzcan las ventajas anteriormente mencionadas.
Este objeto se consigue por medio de un método de acuerdo con la reivindicación 1.
Midiendo un tubo antes, o durante su disposición en la estación de mecanizado controlada por ordenador, se conoce di el tubo está dentro de la tolerancia necesaria o no. Esto hace posible rechazar el tubo basándose en las medidas
o ajustar el programa que se ejecuta en la estación de mecanizado.
Las dimensiones medidas comprenden las dimensiones de sección transversal del tubo. Cuando la sección transversal de un tubo se desvía de la forma teórica, las operaciones de mecanizado resultantes podrían tener una desviación considerable. Supongamos, por ejemplo, que un tubo cuadrado debería tener un orificio en dos superficies opuestas, debiendo estar dichos orificios alineados. Cuando el tubo cuadrado es en realidad un poco trapezoidal, los orificios que resultan de las operaciones de mecanizado, que suponen que el tubo es cuadrado, ya no estarán alineados. Sin embargo, cuando las dimensiones de la sección transversal se miden antes del mecanizado, el programa puede tener en cuenta las desviaciones, de modo que los orificios se mecanizan en unas posiciones tales que dichos orificios siguen estando alineados, aunque la sección transversal real del tubo sea trapezoidal en lugar de la sección transversal cuadrada supuesta.
Las dimensiones de la sección transversal del tubo se miden en diferentes posiciones a lo largo de la longitud del tubo. Sería posible que la sección transversal varíe a lo largo de la longitud del tubo, y también se mide una posible torsión.
Como ya se ha mencionado anteriormente, es una realización muy preferida del método de la invención donde se utilizan las dimensiones medidas durante la ejecución del programa el corregir cualquier desviación del tramo de tubo proporcionado.
En otra realización de la invención, se proporciona un tramo de tubo a partir de varios tramos de tubo que tienen diferentes secciones transversales, y donde un programa a ejecutar por la estación de mecanizado controlada por ordenador se selecciona sobre la base de las dimensiones medidas del tramo de tubo proporcionado.
Esto permite elegir aleatoriamente los tubos necesarios y alimentar los tubos en orden aleatorio a la estación de mecanizado. Las estaciones de mecanizado se utilizan en general para producir varios pedidos diferentes. Algunos pedidos necesitan parte de un determinado tramo de tubo. Cuando se dispone dicho tramo de tubo en la estación de mecanizado, se pueden fabricar las piezas para los diferentes pedidos a partir de dicho tramo de tubo. Cuando se proporcionan los tubos en orden aleatorio, se puede determinar basándose en las medidas de los tubos qué piezas de qué pedidos se pueden producir con el tubo proporcionado.
En otra realización más del método de acuerdo con la invención, se dota al tubo medido de marcas, por ejemplo imprimiendo un código sobre la superficie del tubo. Cuando el tubo es medido, también es posible dotar de una marca partes del tubo, lo que facilita por ejemplo el manejo del tubo después de mecanizar el tubo. Si se producen varias piezas para diferentes pedidos a partir de un único tubo, las marcas pueden indicar qué pieza es para qué pedido.
También es preferido utilizar los datos de medida para calcular estadísticas. Estos datos estadísticos pueden, por ejemplo, utilizarse para comprobar la calidad de los tubos.
También es posible que el programa para calcular la estación de mecanizado tenga en cuenta las estadísticas calculadas.
Estas y otras características de la invención se describirán en conjunto con las figuras adjuntas.
La figura 1 muestra una vista esquemática de los pasos de una realización del método de acuerdo con la invención.
Las figuras 2A y 2B muestran la forma supuesta y la forma medida respectivamente de un tubo.
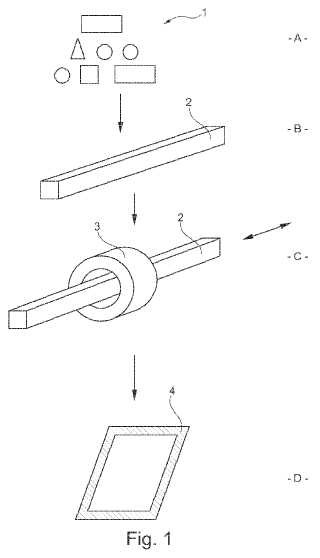
En la figura 1 se muestran los cuatro pasos A-D de una realización del método de acuerdo con la invención.
En el paso A, se proporcionan varios tubos 1 con formas de la sección transversal variables. Uno de los tubos 2 es seleccionado a partir de este conjunto aleatorio de tubos 1 en el paso B. En este ejemplo, el tubo 2 seleccionado tiene una sección transversal de forma cuadrada.
Aunque la sección transversal es sustancialmente cuadrada, la forma real puede ser diferente. Por tanto, el tubo 2 es medido en el paso C por medio de un dispositivo 3 de medida. Este dispositivo 3 de medida mide las dimensiones del tubo 2 en diferentes posiciones a lo largo de la longitud del tubo 2. Estas medidas se pueden realizar de un modo convencional. Por ejemplo, el dispositivo 3 de medida podría utilizar una sonda que se desplaza a lo largo de la superficie del tubo, o podría utilizar, por ejemplo, dispositivos de medida de contacto o sin contacto, como dispositivos de medida ultrasónicos o basados en píxeles.
Las medidas resultantes del dispositivo 3 de medida se muestran en el paso D. Aunque se ha exagerado ligeramente, está claro que la sección transversal 4 del tubo 2 no es completamente cuadrada .
Ahora que es conocida la forma exacta del tubo 2 en una sección transversal 4 particular, el controlador de la estación de mecanizado puede tener en cuenta esta desviación de la forma supuesta cuando lleva a cabo el mecanizado del tubo 3.
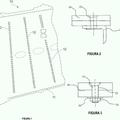
En la figura 2A se muestra una forma 5 deseada del tubo 3 después del mecanizado. En esta forma 5 deseada se supone que el tubo tiene una sección transversal perfectamente cuadrada. En la superficie 6 superior y en la superficie 7 inferior, se disponen orificios 8, 9 alineados con el eje y.
Como se ha explicado anteriormente, se mide la forma verdadera del tubo 2. En el paso D de la figura 1, se muestra la sección 4 transversal medida.
El controlador... [Seguir leyendo]
Reivindicaciones:
1. Método para el mecanizado de tubos controlado por ordenador, en particular el corte de tubos con ayuda de láser, plasma y agua, comprendiendo el método los pasos de: -proporcionar un tramo de un tubo;
-medir las dimensiones del tramo de tubo proporcionado antes de disponer el tubo en la estación de mecanizado controlada por ordenador, donde las dimensiones medidas comprenden las dimensiones de la sección transversal del tubo;
- disponer el tubo proporcionado en una estación de mecanizado controlada por ordenador; -ejecutar un programa para controlar la estación de mecanizado para mecanizar el tubo proporcionado; 10 caracterizado porque las dimensiones de la sección transversal del tubo se miden en diferentes posiciones a lo largo del tramo del tubo.
2. Método de acuerdo con la reivindicación 1, donde las dimensiones medidas se utilizan durante la ejecución del programa para corregir las desviaciones del tramo de tubo proporcionado.
3. Método de acuerdo con la reivindicación 1 ó 2, donde se proporciona un tramo de tubo a partir de varios
tramos de tubos que tienen diferentes secciones transversales y donde un programa a ejecutar en la estación de mecanizado controlada por ordenador se selecciona sobre la base de las dimensiones medidas del tramo de tubo proporcionado.
4. Método de acuerdo con cualquiera de las reivindicaciones precedentes, donde el tubo medido está dotado de marcas, por ejemplo por impresión o impresión láser de un código sobre la superficie del tubo.
5. Método de acuerdo con cualquiera de las reivindicaciones precedentes, donde la medida de datos se utiliza para el cálculo de estadísticas.
6. Método de acuerdo con la reivindicación 5, donde el programa para controlar la estación de mecanizado tiene en cuenta las estadísticas calculadas.
Patentes similares o relacionadas:
Máquina herramienta y procedimiento para medir una pieza de trabajo, del 29 de Abril de 2020, de FRITZ STUDER AG: Máquina herramienta, en particular una rectificadora, que comprende lo siguiente: - un asiento de pieza de trabajos con al menos una sujeción de pieza de […]
 Instalación de mecanizado y procedimiento asociado, del 31 de Julio de 2019, de Centre Technique des Industries Mécaniques et du Décolletage: Instalación de mecanizado, que comprende:
- una máquina herramienta con control digital,
- una unidad de alimentación […]
Instalación de mecanizado y procedimiento asociado, del 31 de Julio de 2019, de Centre Technique des Industries Mécaniques et du Décolletage: Instalación de mecanizado, que comprende:
- una máquina herramienta con control digital,
- una unidad de alimentación […]
 Método y aparato para determinar la profundidad de un orificio, del 31 de Mayo de 2019, de Airbus Operations Limited: Un metodo para determinar una longitud de un componente que se situara en un orificio mecanizado , que comprende las etapas de:
usar una maquina para […]
Método y aparato para determinar la profundidad de un orificio, del 31 de Mayo de 2019, de Airbus Operations Limited: Un metodo para determinar una longitud de un componente que se situara en un orificio mecanizado , que comprende las etapas de:
usar una maquina para […]
MÉTODO Y SISTEMA DE MANUFACTURA DE ESTRUCTURA DE TRANSICIÓN DE ETAPA PARA TURBINA AEROESPACIAL UTILIZANDO METROLOGÍA MULTISENSOR EN LÍNEA, del 28 de Junio de 2018, de BALLESTEROS SANTA CRUZ, Norman: Descripción técnica: Método de manufactura de componenetes estructurales de turbina aeroespacial conformado por la combinación de procesos, materiales, herramentales, […]
CABEZAL DE MÁQUINA HERRAMIENTA CON DISPOSITIVO DE MEDIDA, del 30 de Noviembre de 2017, de ZAYER, S.A.: Cabezal de máquina herramienta con dispositivo de medida para medir el espesor de una pieza a mecanizar con una herramienta, que comprende un primer sensor […]
Dispositivo de mecanizado y procedimiento de mecanizado para mecanizar piezas de trabajo con forma de placa, del 21 de Diciembre de 2016, de HOMAG GmbH: Dispositivo de mecanizado para el mecanizado de piezas de trabajo con forma de placa, que están compuestas preferiblemente, al menos por segmentos, de […]
Dispositivo de procesamiento con un dispositivo de detección y un dispositivo de ajuste, del 12 de Octubre de 2016, de HOMAG GmbH: Dispositivo de procesamiento para una pieza de trabajo, en el que la pieza de trabajo está hecha preferiblemente, al menos parcialmente, de madera, derivados […]
Máquina herramienta y procedimiento de medición de una pieza de trabajo, del 25 de Mayo de 2016, de FRITZ STUDER AG: Máquina herramienta, en particular rectificadora, comprendiendo los elementos siguientes: - un alojamiento de pieza de trabajo que […]