Método para fabricar una disposición de compuesto de múltiples capas para colocar un elemento a modo de lámina en un soporte en la unidad de estratificación y unidad de estratificación.
Un método de fabricación de un compuesto de múltiples capas (13) mediante estratificación de un elemento amodo de lámina (6) sobre un soporte (2) en una unidad de estratificación (1),
que comprende, por este orden lasetapas de:
- transportar el elemento (6) en una dirección longitudinal,
- transportar el soporte (2) en la dirección longitudinal,
- detectar una posición dicho elemento (6),
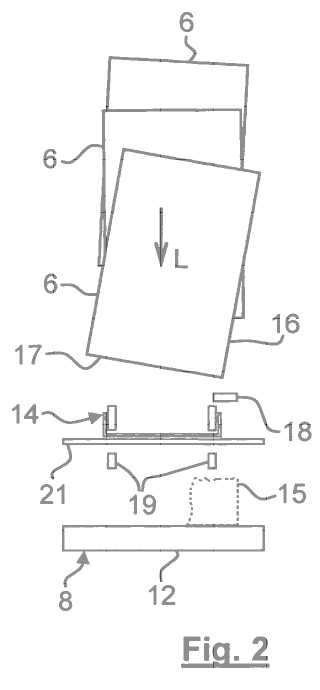
- corregir la posición de dicho elemento (6) en base a la posición detectada y en base a la posición dereferencia (15), y
- pegar dicho elemento (6) sobre el soporte (2),
caracterizado porque
la etapa de detección comprende las fases de medir la posición lateral, el ángulo de pivotamiento, y una posiciónlongitudinal de dicho elemento (6), y porque
la etapa de corrección comprende las fases de movimiento lateral (T), pivotamiento (P) y movimiento longitudinal (L)de dicho elemento (6).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E10011966.
Solicitante: Asitrade AG.
Nacionalidad solicitante: Suiza.
Dirección: Niklaus-Wengi-Strasse 109 2540 Grenchen SUIZA.
Inventor/es: MAYER, THOMAS, Mann,Alex, Siegenthaler,Michel, Guglielmetti,Philippe.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B32B38/18 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › B32B 38/00 Operaciones auxiliares relacionadas con los procesos de estratificación. › Manipulación de las hojas o del estratificado.
- B32B41/00 B32B […] › Dispositivos para el control o el mando de los procedimientos de estratificación; Dispositivos de seguridad.
- B65H9/00 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65H MANIPULACION DE MATERIALES DELGADOS O FILIFORMES, p. ej. HOJAS, BANDAS, CABLES. › Posicionado o artículo, p. ej. orientación; Dispositivos con este fin.
PDF original: ES-2386952_T3.pdf
Fragmento de la descripción:
Método para fabricar una disposición de compuesto de múltiples capas para colocar un elemento a modo de lámina en un soporte en la unidad de estratificación y unidad de estratificación.
La presente invención se refiere a un método para fabricar un compuesto de múltiples capas mediante la estratificación de un elemento a modo de lámina en un soporte de una unidad de estratificación. La invención se refiere también a una disposición para colocar un elemento a modo de lámina en un soporte, para fabricar un compuesto de múltiples capas que encarna tal método y que comprende tal disposición de colocación.
Los materiales compuestos de múltiples capas se utilizan en el campo del envasado, después de que hayan sido cortados, doblados y pegados. Uno de estos compuestos comúnmente utilizado es el cartón ondulado. Se utiliza principalmente como envase de protección que es particularmente fuerte a la vez que fácilmente reciclable.
El cartón ondulado está formado, por ejemplo, por un cartón interior con ondulaciones, unido sobre un cartón de cubierta en un lado de las ondulaciones. Este cartón interior con un primer cartón plano de cubierta constituye un cartón ondulado de una única cara. El catón ondulado de una única cara se ensambla también con un segundo catón plano en el otro lado de las ondulaciones.
Para hacer el envase más atractivo, el cartón ondulado es a menudo impreso. Esta operación se realiza mediante flexografía con el fin de obtener impresiones de calidad de múltiples colores. Sin embargo, el cartón ondulado impreso puede presentar defectos, por ejemplo en el caso de cartón ondulado relativamente delgado. Los defectos no son aceptables para el envasado de productos caros.
Algunos defectos de impresión, entre otros, son líneas correspondientes a cada cresta de las ondulaciones, debidas a que durante la impresión, el cartón ondulado será ligeramente aplastado. La diferencia de resistencia entre las partes superiores de las ondulaciones y las regiones que separan dos ondulaciones consecutivas es la principal razón de por que aparecen estas líneas durante la operación de impresión.
Una técnica es utilizar estratificación para ensamblar un elemento a modo de lámina con forma de lámina de cartón impresa previamente, en un soporte en forma de un cartón ondulado de única cara.
El elemento a modo de lámina es por ejemplo una hoja de papel, lámina de cartón, una lámina de cartón ondulado o una lámina plástica flexible, que es rugosa o es impresa, etc. El elemento a modo de lámina ya está impreso utilizando flexografía, fotograbado o impresión de desplazamiento o convertida utilizando grabado, calandrado o metalizado mediante estampado de lámina caliente, etc. El soporte es, por ejemplo, de lámina de papel, cartón, cartón ondulado de cara única, cartón ondulado de doble cara o espuma, etc.
Para hacer esto, una unidad de estratificación comprende una sección para suministrara los elementos a los de lámina, siendo los elementos a modo de lámina cortados, y una sección para estratificar los elementos a modo de lámina sobre los soportes.
Si los soportes tienen forma de placa, la unidad de estratificación comprende también una sección para el suministro de soportes. Si el soporte tiene forma de lámina continua, la unidad de estratificación comprende también una sección para el corte de está lámina continua. La lámina continua llega desde un carrete o es producida en línea aguas arriba de la unidad de estratificación.
En la sección de estratificación, el elemento a modo de lámina es pegado mediante presión entre dos rodillos sobre el soporte que previamente ha sido recubierto con pegamento.
Para obtener un compuesto de calidad, la colocación de los elementos a modo de lámina en la sección de estratificación es una operación de importancia clave. El elemento a modo de lámina tiene que ser colocado de forma precisa de manera que las últimas conversiones estén perfectamente alineadas con los bordes, impresiones, y/o conversiones de compuesto obtenido.
Técnica anterior
Tradicionalmente la alineación se realiza en primer lugar llenando el elemento a modo de lámina contra los topes de extremo delanteros después contra el tope de extremo lateral, utilizando un miembro de accionamiento translacional.
Esta aproximación inevitablemente conduce a daño en el borde frontal y lateral en los topes extremos y por tanto a una pérdida de calidad. Además, esta operación de alineación se realiza en dos etapas, lo que implica la detención temporal del elemento a modo de lámina y por tanto una reducción en los rendimiento de producción.
El documento EP-0.733.467 describe un método y un dispositivo para estratificar láminas superiores separadas en una lámina continua de un cartón ondulado de única cara en una máquina de estratificación con el fin de formar láminas onduladas de doble cara. En método comprende una primera etapa en la que las láminas superiores son suministradas desde una pila y dirigidas hacia un rodillo de estratificación situado aguas abajo. En una segunda etapa, la lámina continua de única cara es suministrada y cortada a una determinada longitud por una cuchilla. En una tercera etapa, cada lámina superior es guiada sobre un rodillo de colocación de velocidad variable. En una cuarta etapa, la velocidad del rodillo de colocación se ajusta con el fin de establecer una posición deseada del borde delantero de la lámina superior con respecto al borde delantero de la lámina continua en el rodillo de estratificación. En una quinta etapa, una posición del borde trasero de la lámina superior en el rodillo de colocación es detectada. En una sexta etapa, la cuchilla de corte es accionada en base a la posición detectada del borde trasero de la lámina superior. Esto permite que la lámina continua sea cortada y se produzca un borde trasero de la lámina continua cortada a la longitud es decir en una posición deseada con respecto al borde trasero de la lámina superior.
Si embargo, con tal método, las láminas superiores alcanzan el rodillo de colocación y después el rodillo de estratificación en una posición que se puede demostrar inapropiada. Esto es debido a que las láminas, cuyo eje longitudinal central no está alineado con el eje longitudinal central de la máquina de estratificación, sufrirán sólo una corrección longitudinal a través del deslizamiento o aceleración del rodillo de colocación. Estas láminas desalineadas son pegadas en la lámina ondulada de doble cara con un desplazamiento, y esto es indeseable en términos de la calidad del compuesto de múltiples capas que se tiene que obtener.
Además, con tal método, el borde delantero y el borde trasero de la lámina superior son identificados de manera incorrecta, no siendo estos perpendiculares el eje longitudinal central de la máquina de estratificación. Este pivotamiento de la lámina con respecto a la dirección transversal significa que la actuación de la cuchilla de corte no estará sincronizada con la detección del borde trasero. Esto conduce a longitudes incorrectas cuando se corta la lámina continua ondulada.
Cuanto más elevada es la velocidad de la máquina de estratificación, las elevado es el porcentaje de láminas desalineadas en el rodillo de estratificación debido al rápido régimen al que las láminas superiores son tomadas de la pila por la llegada del suministrador.
El documento FR-2.857.655 expone un método y un dispositivo para alinear un material con forma de lámina que pasa a través de una máquina que lo trabaja. En una primera etapa, la lámina es llevada sobre una mesa, que es tomada de una capa de una serie de láminas. En una segunda etapa, la lámina es transportada en la proximidad de un miembro de transporte que tiene dos miembros de accionamiento independientes. En una tercera etapa, una posición angular y lateral de esta lámina es detectada, y en una cuarta etapa, los miembros de accionamiento independientes del miembro de transporte son accionados diferencialmente cuando la lámina se mueve, con el fin de corregir los errores laterales y angulares en la colocación de esta hoja.
Debido a los accionamientos independientes de los miembros, las láminas progresan desde una primera posición pivotada a una segunda posición pivotada y así sucesivamente, hasta que se alcanza una posición alineada. Sin embargo, tales correcciones angulares sucesivas... [Seguir leyendo]
Reivindicaciones:
1. Un método de fabricación de un compuesto de múltiples capas (13) mediante estratificación de un elemento a modo de lámina (6) sobre un soporte (2) en una unidad de estratificación (1) , que comprende, por este orden las etapas de:
- transportar el elemento (6) en una dirección longitudinal, -transportar el soporte (2) en la dirección longitudinal, -detectar una posición dicho elemento (6) , -corregir la posición de dicho elemento (6) en base a la posición detectada y en base a la posición de
referencia (15) , y
- pegar dicho elemento (6) sobre el soporte (2) , caracterizado porque la etapa de detección comprende las fases de medir la posición lateral, el ángulo de pivotamiento, y una posición
longitudinal de dicho elemento (6) , y porque la etapa de corrección comprende las fases de movimiento lateral (T) , pivotamiento (P) y movimiento longitudinal (L) de dicho elemento (6) .
2. El método de acuerdo con la reivindicación 1, caracterizado porque comprende las fases sucesivas, insertadas entre la etapa de transporte y la etapa de pegado, de: -medir la posición lateral del elemento (6) , -mover el elemento (6) lateralmente (T) , -medir la posición longitudinal y el ángulo de pivotamiento del elemento (6) ,
- pivotar (P) el elemento (6) , y -mover el elemento (6) longitudinalmente (L) .
3. El método de acuerdo con la reivindicación 1 ó 2, caracterizado porque además comprende una etapa de acelerar el elemento (6) durante las fases de pivotamiento (P) y de movimiento longitudinal (L) del elemento (6) , para hacer que dicho elemento pase de una velocidad de transporte a una velocidad de pegado más elevada que la velocidad de transporte.
4. El método de acuerdo con una de las reivindicaciones precedentes, caracterizado porque comprende una etapa de sujetar el elemento (6) , situada antes de la etapa de transporte, y que comprende una etapa de liberación de dicho elemento (6) situada después del inicio de la etapa de pegado.
5. El método de acuerdo con una cualquiera de las reivindicaciones precedentes, caracterizado porque comprende una etapa de acelera y decelerar el soporte (2) , para crear una separación entre el soporte de aguas arriba (2) y el soporte de aguas abajo (2) .
6. El método de acuerdo con una cualquiera de las reivindicaciones precedentes, caracterizado porque comprende una etapa de: -detectar una posición del soporte (2) , y
- calcular la posición de referencia (15) de acuerdo con la posición detectada del soporte (2) , situada después de la etapa de transportar el soporte (2) en la dirección longitudinal y antes de la etapa de corregir la posición del elemento (6) .
7. El método de acuerdo con una cualquiera de las reivindicaciones precedentes, caracterizado porque la etapa de detección consiste en leer uno o más bordes (16, 17) o marcas impresas, cada uno en dirección lateral y longitudinal.
8. Una disposición para colocar elementos a modo de lámina (6) o soportes (2) para fabricar un compuesto de múltiples capas (13) en una unidad de estratificación (1) que comprende:
- medios (18, 19) de detección de una posición del elemento (6) , y -medios (21) de transporte y de corrección de la posición de dicho elemento (6) en base a la posición detectada y en base a una posición de referencia (15) , que comprenden:
- medios de movimiento lateral (22) para mover dicho elemento (6) lateralmente, y
- medios (23) para pivotar y para mover dicho elemento (6) longitudinalmente que están asegurados a los medios de movimiento lateral (22) que comprenden dos cabezas independientes (23a, 23b) que accionan el elemento (6) , incorporando cada una de las cabezas (23a, 23b) un motor (29) que colabora con un rodillo de accionamiento (31) , estando el rodillo de accionamiento (31) en contacto con una cara inferior (32) de dicho elemento (6) y actuando en combinación con un dispositivo de presión (34) en contacto con una cara superior (33) de dicho elemento (6) ,
para formar una corrección lateral (T) , de ángulo de pivotamiento (P) y longitudinal (L) de la posición del elemento (6) ,
caracterizada porque la cabeza (23a, 23b) comprende un dispositivo de elevación (36) capaz de conmutar el dispositivo de presión (34) desde una posición que libera el elemento (6) a una posición que sujeta dicho elemento
(6) y viceversa.
9. Una unidad de estratificación que comprende una sección para suministrar elementos a modo de lámina (6) una sección para suministrar soportes (2) y una sección (8) para estratificar los elementos a modo de lámina (6) sobre los soportes (2) para fabricar un compuesto de múltiples capas (13) , por lo que comprende una disposición (14) para colocar los elementos a modo de lámina (6) sobre los soportes (2) , que comprende:
- medios (18, 19) de detección de una posición del elemento (6) , y
- medios (21) de transporte y corrección de la posición de dicho elemento (6) en base a la posición detectada y en base a una posición de referencia (15) , que comprenden:
- medios de movimiento lateral (22) para mover dicho elemento (6) lateralmente, y
- medios (23) para pivotar y para mover dicho elemento (6) longitudinalmente que están asegurados a los medios de movimiento lateral (22) ,
para realizar una corrección lateral (T) , de ángulo de pivotamiento (P) y longitudinal (L) de la posición del elemento (6) .
10. La unidad de acuerdo con la reivindicación 9, caracterizada porque los medios para pivotar y para el movimiento longitudinal (23) comprenden dos cabezas independientes (23a, 23b) que accionan el elemento (6) incorporando cada una un motor (29) que colabora con el rodillo de accionamiento (31) en contacto con dicho elemento (6) .
11. La unidad de acuerdo con la reivindicación 10, caracterizada porque dicho rodillo de accionamiento (31) está en contacto con una cara inferior (32) de dicho elemento (6) y actúa en combinación con un dispositivo de presión (34) en contacto con una cara superior (33) de dicho elemento (6) .
12. La unidad de acuerdo con la reivindicación 11, caracterizada porque la cabeza (23a, 23b) comprende un dispositivo de elevación (36) capaz de conmutar el dispositivo depresión (34) desde una posición que libera el elemento (6) a una posición que sujeta dicho elemento (6) y viceversa.
13. La unidad de acuerdo con la reivindicación 11 ó 12, caracterizada porque la cabeza (23a, 23b) comprende un dispositivo de deceleración (38, 39) capaz de hacer que el dispositivo de presión (34) pase de una velocidad de pegado a una velocidad de transporte.
14. La unidad de acuerdo con una cualquiera de las reivindicaciones 9 a 13, caracterizada porque los medios de movimiento lateral comprenden un motor lineal (22) sobre en cual están montados los medios para el pivotamiento y para el movimiento longitudinal (23) .
Patentes similares o relacionadas:
Máquina laminadora de placas de matrícula acrílicas tricapa, del 29 de Abril de 2020, de INDUSTRIAS SAMAR'T. S.A.: MÁQUINA LAMINADORA DE PLACAS DE MATRÍCULA ACRÍLICAS TRICAPA, placas (p) consistentes, al menos, en una pieza acrílica , una película reflectante […]
Máquina laminadora de placas de matrícula acrílicas, del 8 de Enero de 2020, de INDUSTRIAS SAMAR'T. S.A.: MÁQUINA LAMINADORA DE PLACAS DE MATRÍCULA ACRÍLICAS, donde las placas de matrícula consisten, al menos, en una pieza acrílica y una película […]
Sistema y método de asistencia en la fabricación de una carcasa de pala de turbina eólica, del 28 de Agosto de 2019, de LM WP Patent Holding A/S: Un método para fabricar una parte de carcasa de pala de turbina eólica hecha de una estructura compuesta que comprende un material de refuerzo […]
Oxigenador de sangre, del 12 de Junio de 2019, de THE CHARLES STARK DRAPER LABORATORY INC: Oxigenador que comprende: una primera capa de polímero (300a) que comprende una primera pluralidad de canales de gas y una […]
Procedimiento mejorado de fabricación de una pieza metálica del tipo sándwich que presenta una forma no desarrollable, del 20 de Marzo de 2019, de Halcyon: Procedimiento de fabricación de una pieza metálica del tipo sándwich que presenta una forma no desarrollable, comprendiendo dicha pieza un núcleo en nido […]
 Procedimiento y dispositivo para pegar dos sustratos en forma de lámina, del 13 de Marzo de 2019, de HENKEL AG & CO. KGAA: Procedimiento para pegar dos sustratos que comprende:
(i) transportar un primer sustrato en forma de lámina que contiene al menos un material termoplástico […]
Procedimiento y dispositivo para pegar dos sustratos en forma de lámina, del 13 de Marzo de 2019, de HENKEL AG & CO. KGAA: Procedimiento para pegar dos sustratos que comprende:
(i) transportar un primer sustrato en forma de lámina que contiene al menos un material termoplástico […]
Aleta, del 20 de Febrero de 2019, de Airbus Operations Limited: Una aleta que comprende un larguero principal con refuerzos delanteros y posteriores de larguero principal que se unen por tapas superior e inferior […]
Dispositivo y procedimiento de colocación congruente de capas de piezas de trabajo a prensar una con otra en una prensa, del 20 de Febrero de 2019, de Wemhöner Surface Technologies GmbH & Co. KG: Dispositivo de colocación congruente de capas de piezas de trabajo a prensar una con otra en una prensa, constituido por una cadena de colocación , al menos una respectiva […]