MÉTODO PARA FABRICAR CALZADO Y CALZADO FABRICADO CON DICHO MÉTODO.
Método para fabricar calzado y calzado fabricado con dicho método.
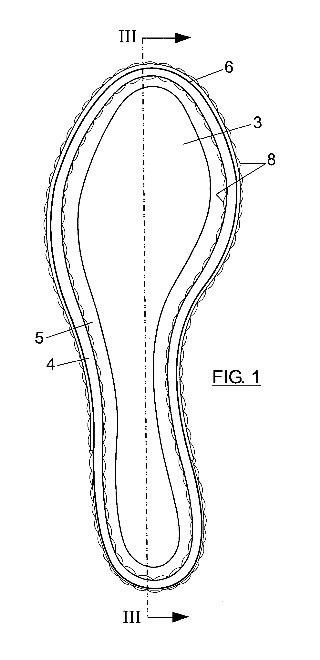
Método para fabricar calzado, principalmente calzado abierto, formado por las etapas de disposición de un corte (1) en el perfil (7) de una entresuela (2), que comprende una acanaladura (5) en su cara inferior (3), en la periferia (4) de ésta, a lo largo de su contorno, y fijación del borde (6) de la parte superior (1) al perfil (7) de la entresuela (2) mediante un cosido perpendicular al perfil (7) de la entresuela (2). Mediante este método, el hilo de cosido (8) atraviesa el perfil (7) de la entresuela (2) hasta llegar a la acanaladura (5) de ésta, y queda dispuesto en dicha acanaladura (5) de la entresuela (2).
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P200901725.
Solicitante: JOSE SAENZ, S.L.
Nacionalidad solicitante: España.
Inventor/es: SAENZ GARRIDO,JOSE.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- A43B13/28 NECESIDADES CORRIENTES DE LA VIDA. › A43 CALZADOS. › A43B ELEMENTOS CARACTERISTICOS DEL CALZADO; PARTES CONSTITUTIVAS DEL CALZADO. › A43B 13/00 Suelas (plantillas A43B 17/00 ); Suela y tacón de una sola pieza. › caracterizadas por la forma de fijación, incluida la fijación de suelas y tacones combinados (fijación de tacones A43B 21/36; fijación de las distintas partes del tacón A43B 21/52).
- A43B9/02 A43B […] › A43B 9/00 Calzados caracterizados por la forma del ensamblaje de sus diferentes partes. › Calzados cosidos o clavados de parte a parte.
Fragmento de la descripción:
Método para fabricar calzado y calzado fabricado con dicho método.
Campo técnico de la invención
La presente invención pertenece al campo técnico de los procedimientos para la fabricación de calzado, concretamente del que cuenta con una parte superior o corte fijado a una suela mediante montado.
Antecedentes de la invención
Tradicionalmente, el método de fabricación de calzado, y principalmente de calzado de verano, o calzado abierto, más empleado es el método por montado. En dicho método la unión entre el piso o suela y la parte superior o corte se puede realizar, bien por pegado bien por cosido.
La fabricación de montado por pegado permite obtener una buena calidad a bajo coste. Sin embargo, el empleo de esta técnica para la fabricación de calzado abierto es compleja y lleva asociada una elevada tasa de producto defectuoso, debido al incorrecto posicionado de las piezas en el proceso de montado. Otros aspectos negativos de este proceso son la posibilidad de despegue, necesidad de cardado (lijado de la piel para asegurar una correcta adhesión con el piso), manchas de adhesivo en la unión corte-piso, problemas medioambientales y posibles bultos en la planta que incomodan la pisada y distorsionan la imagen del calzado.
Por su parte, técnicamente, el cosido siempre ha sido uno de los aspectos más complejos y críticos en la fabricación del zapato al existir unas limitaciones, en el momento del montaje, que genera una elevada tasa de producto defectuoso. Por ello, con el tiempo, han ido apareciendo diferentes modificaciones así como nuevos modelos de cosido.
Los métodos más empleados de cosido son el método tradicional o Billy en el cual el corte se monta hacia fuera y a continuación se unen corte y suela por medio de un pespunte, y el cosido Blake: que consiste en la fijación de la suela al corte por medio de un pespunte interno. El cosido Blake presenta algunos de los inconvenientes del montado por pegado como son necesidad de cardado y aparición de bultos en la planta. Además del factor técnico existe una diferencia importante entre los métodos que emplean el pespunte interior o los que lo realizan hacia fuera, que es la estética. Los métodos que emplean un pespunte interior dan como resultado un zapato más estilizado, mientras que los que emplean un pespunte hacia fuera dan un zapato más voluminoso y menos fino. En función de las tendencias actuales de cada momento los fabricantes se inclinan por una opción u otra.
Uno de los matices más importantes para conseguir minimizar al máximo la tasa de producto defectuoso en el proceso de montado de calzado es optimizar el proceso de sujeción de las distintas piezas que componen el corte y el piso de forma que el proceso pueda ser repetitivo (sujeción siempre de la misma forma y en el mismo punto). Pero cuando el corte se compone de varios componentes no unidos totalmente entre sí, como tiras, cintas, etc.... las máquinas de montado no garantizan un posicionado preciso. Esto se agrava en el caso de que los componentes del corte sean de piel ya que, al ser un material "vivo" las características de las piezas varían de unas a otras. Por todo esto, no se consigue una buena repetibilidad y se genera un elevado porcentaje de rechazo.
Esta unión defectuosa entre piso y corte genera además un efecto visual en la parte delantera del pie muy valorado negativamente entre la población femenina al verse la unión del empeine con los dedos lo que genera que el producto sea desechado.
Además, independientemente del tipo de cosido que se emplee, los orificios creados al coser están comunicados con el interior del calzado penalizando de esta manera la estanqueidad del mismo al suponer una posible vía de entrada de agua.
Otro aspecto negativo del proceso de fabricación tradicional se produce en el cardado (lijado) de los pliegues del margen de montado. Tanto si es pegado como si es cosido, al acoplar el corte al piso se trabaja con un margen de montado del corte (de 10 a 15 mm), que se pliega internamente, lo que habitualmente genera pequeños bultos que incomodan la pisada y distorsionan la imagen del calzado.
Era por tanto deseable un método de fabricación de calzado, principalmente calzado abierto, que proporcionara una fijación eficiente de las diferentes partes que componen el calzado, evitando los inconvenientes existentes en los anteriores métodos de fabricación del estado de la técnica.
Descripción de la invención
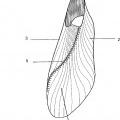
La presente invención resuelve los problemas existentes en el estado de la técnica mediante un método para fabricar calzado, principalmente calzado abierto, en el que se dispone el borde de una parte superior, también llamado corte en el perfil de una entresuela. La parte superior o corte es la que cubre la parte superior del pié, y está realizada en piel, o cualquier tipo de tejido. La entresuela tiene una acanaladura en su cara inferior, dispuesta en la periferia de ésta.
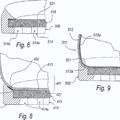
A continuación se fija el borde del corte al perfil de la entresuela mediante un cosido perpendicular al perfil de la entresuela, de forma tal que el hilo de cosido atraviesa el perfil de la entresuela hasta llegar a la acanaladura de ésta, y queda dispuesto en dicha acanaladura de la entresuela.
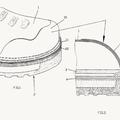
Según una realización particular del método final, la entresuela quedaría como última capa, en contacto con el suelo, no existiendo ninguna capa adicional bajo ésta, es decir, ejerciendo funciones de suela convencional. Por el contrario, según una realización preferente, el conjunto resultante de corte-entresuela se fija a una suela, que es la que queda como última capa, en contacto con el suelo.
Mediante esta realización del cosido, el hilo de cosido entra y sale de la entresuela perpendicularmente al perfil de esta entresuela, y los orificios por los que pasa el hilo de cosido están en dicho perfil de la entresuela, y no comunican con el interior del zapato, por lo que no suponen una posible vía de entrada de agua, lo que proporciona la ventaja de dar estanqueidad al calzado, sobre todo al calzado cerrado. Además, dada la orientación del hilo de cosido, éste apenas sufre al doblarse el calzado, alargando la unión entre el corte y la entresuela, y con ello la vida útil del calzado.
Otra de las ventajas que proporciona este tipo de cosido es un ahorro de material, dado que para este cosido del corte a la entresuela no es necesario dejar un margen de montado, como sucedía con los anteriores métodos del estado de la técnica. Además, con ello se elimina la necesidad de cardado y alisado de los pliegues de montaje, con lo que la fabricación se hace más sencilla y económica, dado que en estos trabajos, sobre todo en el caso del pegado, se trabaja muy cerca del borde del corte y es frecuente cortar o rayar la piel del empeine.
Mediante este método también se eliminan las manchas de adhesivo en el zapato que quedaban en los métodos convencionales que utilizaban el pegado, así como los bultos que se originaban y que incomodaban la pisada y distorsionaban la imagen del calzado.
En calzado de tacón que precise de cambrillón para el refuerzo del zapato, el cambrillón puede alojarse en el interior de la entresuela. En el caso de que la entresuela se fabrique por inyección, ésta se sobreinyecta sobre el cambrillón, quedando este alojado en el Interior de la entresuela. Se evita de este modo el proceso de montaje y fijación del cambrillón.
La presente invención también incluye como objeto el calzado obtenido utilizando el método anteriormente descrito. Por tanto, el calzado de la presente invención está formado por un corte que está fijado a una entresuela.
El calzado de la presente invención tiene una acanaladura en la cara inferior de su entresuela, dispuesta en su periferia, y el borde del tejido del corte está fijado al perfil de la entresuela mediante un cosido perpendicular al perfil de la entresuela, de tal forma que el hilo de cosido atraviesa el perfil de la entresuela hasta llegar a la acanaladura, y queda alojado en dicha acanaladura de la entresuela.
Según una realización particular del calzado final, la entresuela quedaría como última capa, en contacto con el suelo, no existiendo ninguna capa adicional bajo ésta. Por el contrario, según una realización preferente del calzado, además del conjunto resultante de corte-entresuela, existe una suela, que se fija a la entresuela, y es la que queda como última capa, en contacto con el suelo.
Descripción...
Reivindicaciones:
1. Método para fabricar calzado, caracterizado porque comprende las etapas de:
- disposición del borde (6) de un corte (1) en el perfil (7) de una entresuela (2), comprendiendo dicha entresuela (2) una acanaladura (5) en su cara inferior (3), dispuesta en la periferia (4) de ésta,
- fijación de dicho borde (6) del corte (1) al perfil (7) de la entresuela (2) mediante un cosido perpendicular al perfil (7) de la entresuela (2),
2. Método para fabricar calzado, según la reivindicación 1, caracterizado porque después de fijar el borde (6) del corte (1) al perfil (7) de la entresuela (2) mediante cosido perpendicular al perfil (7) de la entresuela (2), dicha entresuela (2) se fija a una suela (9).
3. Método para fabricar calzado según cualquiera de las reivindicaciones anteriores, caracterizado porque la suela (9) se fija a la entresuela (2) mediante pegado de ambas.
4. Calzado fabricado con el método de cualquiera de las reivindicaciones 1 a 3, que comprende un corte (1), caracterizado porque
- comprende adicionalmente una entresuela (2) que tiene a su vez una acanaladura (5) en su cara interior (3), dispuesta en la periferia (4) de ésta,
- y porque el borde (6) del corte (1) está fijado al perfil (7) de la entresuela (2) mediante un cosido perpendicular al perfil (7) de la entresuela (2),
5. Calzado, según la reivindicación 4, caracterizado porque comprende adicionalmente una suela (9) fijada a la entresuela (2).
6. Calzado, según la reivindicación anterior, caracterizado porque la suela (9) está fijada a la entresuela (2) mediante medios adhesivos.
7. Calzado, según cualquiera de las reivindicaciones 4 a 6, caracterizado porque la entresuela (2) comprende un cambrillón alojado en su interior.
Patentes similares o relacionadas:
Sistema de unión de piezas para la fabricación de artículos de calzado y marroquinería sostenible sin pegamento, del 23 de Enero de 2020, de ROSALES ORTUÑO, Patricia: 1. Sistema de unión de piezas para la fabricación de artículos de calzado y marroquinería sostenible sin pegamento caracterizado porque se realiza a partir […]
Calzado que incluye una construcción durable de combinación, del 6 de Junio de 2019, de Wolverine Outdoors, Inc: Un artículo de calzado que comprende: un corte que incluye un interior y una parte inferior del corte, el corte que incluye un margen de montado […]
Máquina para la producción de calzado, del 26 de Abril de 2019, de Ciucani Mocassino Machinery S.r.l: Una máquina para realizar un calzado, incluyendo este último una parte superior abierta (U) y una parte inferior , que incluye un primer y segundo corte […]
Calzado con suela exterior dividida, del 3 de Abril de 2019, de GAVRIELI BRANDS LLC: Un zapato que comprende: una parte superior , formando la parte superior una porción interior para recibir un pie de una mujer, la porción […]
Zapato con pala y suela impermeables al agua y permeables al vapor, del 5 de Julio de 2017, de GEOX S.P.A.: Zapato con pala y suela impermeables al agua y permeables al vapor, que comprende - un conjunto de pala que comprende por lo menos, […]
 Suela impermeable al agua respirable para calzado, del 23 de Marzo de 2016, de GEOX S.P.A.: Suela impermeable al agua respirable para calzado, que comprende, para por lo menos parte de su extensión, por lo menos dos capas estructurales, […]
Suela impermeable al agua respirable para calzado, del 23 de Marzo de 2016, de GEOX S.P.A.: Suela impermeable al agua respirable para calzado, que comprende, para por lo menos parte de su extensión, por lo menos dos capas estructurales, […]
 Calzado con suela con costura "noruega", del 11 de Febrero de 2016, de Calzaturificio Zamberlan s.r.l: Calzado con suela cosida de tipo "noruego", en donde la pala , la plantilla , la entresuela constituyen, mediante las costuras , el cuerpo […]
Calzado con suela con costura "noruega", del 11 de Febrero de 2016, de Calzaturificio Zamberlan s.r.l: Calzado con suela cosida de tipo "noruego", en donde la pala , la plantilla , la entresuela constituyen, mediante las costuras , el cuerpo […]
 Calzado con pala interior cosida, del 10 de Noviembre de 2015, de SYMPATEX TECHNOLOGIES GMBH: Calzado que comprende una pala exterior, una pala interior, una plantilla y una suela, en el que la pala interior presenta en el extremo superior de la misma una […]
Calzado con pala interior cosida, del 10 de Noviembre de 2015, de SYMPATEX TECHNOLOGIES GMBH: Calzado que comprende una pala exterior, una pala interior, una plantilla y una suela, en el que la pala interior presenta en el extremo superior de la misma una […]