Máquina y método de moldeo por inyección-soplado.
Máquina (1) de moldeo por inyección-soplado que comprende:
- un molde (2) de inyección que consiste en una mitad (2a) de molde fija y una mitad (2b) de molde móvil,
en el que se moldea una preforma,
- un molde (3) de soplado que consiste en una mitad (3a) de molde fija y una mitad (3b) de molde móvil, enel que se sopla la preforma para obtener una botella, y
- una torreta (4) que porta un núcleo que soporta al menos un núcleo (40) para transferir la preforma desdeel molde (2) de inyección hasta el molde (3) de soplado y para transferir la botella desde el molde desoplado hasta la estación de descarga, accionándose en traslación dichas mitades (2b, 3b) de moldemóviles y dicha torreta (4) que porta un núcleo mediante el mismo mecanismo (7) de accionamiento,
- en la que dichas mitades (2b, 3b) de molde móviles están montadas en la misma placa (6) móvilaccionada en traslación mediante dicho mecanismo (7) de accionamiento,
caracterizada porque
- dicho mecanismo de accionamiento es un mecanismo (7) de accionamiento basculante que comprendeuna guía (70) de deslizamiento montada de manera deslizante en una placa (71) intermedia de traslación yarticulada a un primer brazo (73) articulado a una bancada (51) de máquina fija y a un segundo brazo (74)articulado a dicha placa (6) móvil que soporta las mitades (2b, 3b) de molde móviles,
- de manera que el mecanismo (7) de accionamiento basculante es adecuado para controlar el movimientotanto de las mitades (2b, 3b) de molde móviles como de la torreta (4), mientras que se desarrolla, en la fasefinal, una fuerza de cierre del molde (2) de inyección y el molde (3) de soplado.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08161962.
Solicitante: UNILOY MILACRON S.R.L.
Nacionalidad solicitante: Italia.
Dirección: VIA ALESSANDRINI, 43 20013 MAGENTA (MI) ITALIA.
Inventor/es: BERTOLOTTI,LUCA.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C49/06 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 49/00 Moldeo por soplado, es decir, soplando una preforma o un parisón en un molde por obtener la forma deseada; Aparatos a este efecto. › Moldeo por inyección-soplado.
- B29C49/42 B29C 49/00 […] › Elementos constitutivos, detalles o accesorios; Operaciones auxiliares.
- B29C49/56 B29C 49/00 […] › Medios de apertura, cierre o apriete.
PDF original: ES-2389521_T3.pdf
Fragmento de la descripción:
Máquina y método de moldeo por inyección-soplado
La presente invención se refiere al campo de las máquinas para un moldeo por inyección-soplado de materiales termoplásticos.
Con el fin de obtener botellas partiendo del moldeo de formas preliminares termoplásticas (preformas) , se conocen en la técnica máquinas de moldeo por inyección-soplado que comprenden tres o cuatro estaciones de trabajo. Una 10 máquina de moldeo por inyección-soplado tradicionalmente comprende:
- una estación de inyección que consiste en una prensa para el moldeo por inyección de las preformas,
- una estación de soplado que consiste en un molde en el que se soplan las preformas con el fin de obtener botellas, 15 y
- una o dos estaciones adicionales dedicadas a la extracción de las botellas y el acondicionamiento térmico de las preformas o del núcleo de inyección en el que se moldean las preformas.
La figura 1 muestra una máquina de moldeo por inyección-soplado según la técnica anterior, designada en su totalidad con el número de referencia 101.
La máquina 101 comprende un molde 2 de inyección que consiste en una mitad 2a de molde fija y una mitad 2b de molde móvil, y un molde 3 de soplado que consiste en una mitad 3a de molde fija y una mitad 3b de molde móvil.
Los moldes 2 de inyección y los moldes 3 de soplado pasan de una posición cerrada en la que la mitad de molde móvil hace tope con la mitad de molde fija para definir una cavidad en la que se moldean o se soplan las preformas, a una posición abierta en la que la mitad de molde móvil se aleja de la mitad de molde fija, para permitir la extracción
o inserción de las preformas o botella.
La transferencia de las preformas desde la estación de inyección hasta la estación de soplado y a continuación hasta la tercera estación y la cuarta estación (en caso de existir) se realiza por medio de una elevación y rotación parcial de una torre 4 que porta los núcleos 40 adaptados para soportar las preformas. La torreta 4 que porta un núcleo se eleva y hace rotar durante la fase de apertura de la mitad de molde, a continuación se desciende de modo
que el núcleo 40 se inserte con precisión entre las cavidades de las mitades de las mitades de molde, durante su cierre.
Uno de los principales problemas con respecto a la fiabilidad de las máquinas de inyección-soplado se refiere a las posibles colisiones entre las mitades 2b y 3b de molde móviles y los núcleos 40, durante un funcionamiento a alta
velocidad de estos dispositivos. De hecho, incluso si los movimientos de estos dispositivos se controlan mediante un sistema de supervisión y mediante transductores de posición, los núcleos 40 pueden entrar en contacto con las mitades 2b, 3b de molde móviles en caso de un malfuncionamiento de sus accionamientos eléctricos o hidráulicos, o debido a errores del sistema de supervisión de control o inexactitudes de los transductores de posición.
45 La alta inercia, los espacios pequeños y la alta velocidad dados a los movimientos de los moldes y de la torreta que porta un núcleo con el fin de aumentar la productividad de las máquinas a menudo hacen que los dispositivos de detención sean ineficaces, porque intervienen tarde (aunque dentro de fracciones de un segundo) y, en consecuencia, permiten un contacto parcial o total entre las partes que constituyen las herramientas de moldeo, con un daño más o menos grave.
50 El documento US-A-3 846 056 da a conocer un mecanismo de descenso de torreta para máquinas de moldeo por inyección y soplado, que comprende brazos de palanca unidos a las mitades de molde móviles de una pluralidad de conjuntos de molde dispuestos radialmente al eje de la torreta, pivotándose los brazos de palanca en un punto fijo de manera que una leva ubicada en cada uno de los brazos de palanca se mueve junto con el movimiento de
55 apertura y cierre del molde y durante el movimiento de cierre del molde engancha un elemento asociado con la torreta para mover la torreta junto con el mismo.
El documento US-A-3 761 219 da a conocer un aparato de sujeción de molde doble que comprende medios de montaje con partes extendidas para las mitades móviles de cada uno de los conjuntos de molde, estando unidas las 60 partes extendidas a un elemento común que mueve las mitades de molde móviles al unísono en las direcciones de molde abierto y molde cerrado.
El documento DE 17 04 162 A1 da a conocer una máquina de moldeo por inyección y soplado que comprende mitades de molde de inyección y soplado soportadas por placas fijas y móviles y una torreta portada por la placa 65 móvil y que puede moverse con respecto a la placa móvil.
El documento US-A-5 518 392 da a conocer un aparato de moldeo por inyección y soplado que incluye moldes apilados que comprenden soportes móviles para las partes de molde que coinciden de los moldes de inyección y soplado superior e inferior, que se acoplan al mecanismo de sujeción de molde del aparato a través de un enlace mecánico que hace que los moldes superior e inferior se abran y se cierren simultáneamente.
El documento US-A-5 321 341 da a conocer un módulo de accionamiento de una máquina que tiene una torreta adyacente al extremo superior y un motor adyacente al extremo inferior. La torreta se acciona por el motor para moverse entre diferentes estaciones de la máquina mediante la rotación controlada de la torreta alrededor del eje de rotación.
Puesto que el movimiento de la torreta 4 es una combinación de rotación y traslación vertical, se lleva a cabo por medio de un árbol 141 ranurado (figura 1A) que se desliza verticalmente dentro de un cubo 142 ranurado puesto en rotación mediante un dispositivo eléctrico o hidráulico. El acoplamiento entre el árbol 141 ranurado y el cubo 142 ranurado debe estar dotado de un juego de acoplamiento, con el fin de permitir un deslizamiento axial del árbol
dentro del cubo; esto da como resultado un posible error en el posicionamiento radial de los núcleos 40 de la torreta 4, lo que conduce a un rápido desgaste en dichos núcleos 40 que forman el cuello de la botella.
El objeto de la presente invención es superar los inconvenientes de la técnica anterior proporcionando una máquina y un método para el moldeo por inyección-soplado que pueden evitar el riesgo de colisión entre las herramientas de 20 moldeo durante el movimiento de las mismas.
Otro objeto de la presente invención es proporcionar una máquina y un método de moldeo por inyección-soplado de este tipo que sean precisos, fiables, eficaces y puedan garantizar altas velocidades de producción.
Estos objetos se consiguen según la invención con la máquina y el método cuyas características están enumeradas en las reivindicaciones independientes adjuntas 1 y 6.
La máquina de inyección y soplado, según la invención, comprende:
- un molde de inyección que consiste en una mitad de molde fija y una mitad de molde móvil, en el que se moldea una preforma,
- un molde de soplado que consiste en una mitad de molde fija y una mitad de molde móvil, en el que se soplan las
preformas para obtener una botella, y 35
- una torreta que porta un núcleo que soporta al menos un núcleo para transferir las preformas desde el molde de inyección hasta el molde de soplado y para transferir la botella desde el molde de soplado hasta la descarga.
Las mitades de molde móviles y la torreta que porta un núcleo se accionan en traslación mediante el mismo
mecanismo de accionamiento. El uso de un único mecanismo de accionamiento para hacer funcionar tanto las mitades de molde de inyección y soplado móviles como la torreta que porta un núcleo evita cualquier posible interferencia de los núcleos con las mitades de molde móviles. Por tanto, la máquina demuestra ser extremadamente segura y puede funcionar a una alta velocidad de producción, con un desgaste mínimo de los núcleos.
45 Las características adicionales de la invención serán más evidentes mediante la descripción detallada a continuación, haciendo referencia a una realización meramente a modo de ejemplo y, por tanto, no limitativa de la misma, ilustrada en los dibujos... [Seguir leyendo]
Reivindicaciones:
1. Máquina (1) de moldeo por inyección-soplado que comprende:
- un molde (2) de inyección que consiste en una mitad (2a) de molde fija y una mitad (2b) de molde móvil, en el que se moldea una preforma,
- un molde (3) de soplado que consiste en una mitad (3a) de molde fija y una mitad (3b) de molde móvil, en el que se sopla la preforma para obtener una botella, y
- una torreta (4) que porta un núcleo que soporta al menos un núcleo (40) para transferir la preforma desde el molde (2) de inyección hasta el molde (3) de soplado y para transferir la botella desde el molde de soplado hasta la estación de descarga, accionándose en traslación dichas mitades (2b, 3b) de molde móviles y dicha torreta (4) que porta un núcleo mediante el mismo mecanismo (7) de accionamiento,
- en la que dichas mitades (2b, 3b) de molde móviles están montadas en la misma placa (6) móvil accionada en traslación mediante dicho mecanismo (7) de accionamiento,
caracterizada porque
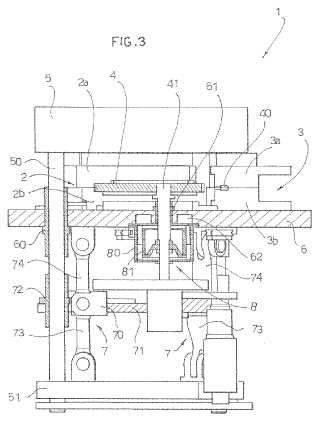
- dicho mecanismo de accionamiento es un mecanismo (7) de accionamiento basculante que comprende una guía (70) de deslizamiento montada de manera deslizante en una placa (71) intermedia de traslación y articulada a un primer brazo (73) articulado a una bancada (51) de máquina fija y a un segundo brazo (74) articulado a dicha placa (6) móvil que soporta las mitades (2b, 3b) de molde móviles,
- de manera que el mecanismo (7) de accionamiento basculante es adecuado para controlar el movimiento tanto de las mitades (2b, 3b) de molde móviles como de la torreta (4) , mientras que se desarrolla, en la fase final, una fuerza de cierre del molde (2) de inyección y el molde (3) de soplado.
2. Máquina (1) según la reivindicación 1, caracterizada porque dicha torreta (4) que porta un núcleo está conectada a dicha placa (71) intermedia de traslación del mecanismo basculante por medio de un árbol (41) que cruza dicha placa (6) móvil que soporta las mitades (2b, 3b) de molde móviles.
3. Máquina (1) según la reivindicación 1 ó 2, caracterizada porque dicha torreta (4) que porta un núcleo se 35 acciona en rotación mediante un motor (8) de par.
4. Máquina (1) según la reivindicación 3, caracterizada porque dicho motor (8) de par comprende un estator
(80) solidario con dicha placa (6) móvil que soporta las mitades (2b, 3b) de molde móviles y un rotor (81) solidario con el árbol (41) que soporta dicha torreta que porta un núcleo.
5. Máquina (1) según la reivindicación 4, caracterizada porque dicho rotor (81) del motor de par está montado de manera axialmente deslizante dentro de dicho estator (80) sin la interposición de engranajes.
6. Método de moldeo por inyección y soplado para la máquina según la reivindicación 1, que comprende las 45 siguientes etapas:
- insertar el núcleo (40) en el molde (2) de inyección y cerrar el molde (2) de inyección,
- inyectar el material de plástico en el molde (2) para la formación de una preforma,
- abrir el molde (2) de inyección y extraer el núcleo que soporta la preforma,
- mover el núcleo (40) para transferir la preforma al interior de un molde (3) de soplado,
55. soplar las preformas dentro del molde (3) para formar una botella,
- abrir el molde (3) de soplado y retirar el núcleo que soporta la botella,
- mover el núcleo (40) para transferir la botella a la estación de descarga, en la que los movimientos de cierre y apertura de los moldes (2, 3) y el movimiento de traslación del núcleo (40) para la inserción/retirada del mismo en/de los moldes (2, 3) se controlan mediante el mismo mecanismo (7) de accionamiento,
caracterizado porque
65. dicho mecanismo de accionamiento es un mecanismo (7) de accionamiento basculante que comprende una guía (70) de deslizamiento montada de manera deslizante en una placa (71) intermedia de traslación y articulada a un primer brazo (73) articulado a una bancada (51) de máquina fija y a un segundo brazo (74) articulado a dicha placa (6) móvil que soporta las mitades (2b, 3b) de molde móviles,
- de manera que el mecanismo (7) de accionamiento basculante sea adecuado para controlar el movimiento
tanto de las mitades (2b, 3b) de molde móviles como de la torreta (4) , mientras que se desarrolla, en la fase final, una fuerza de cierre del molde (2) de inyección y el molde (3) de soplado.
7. Método según la reivindicación 6, caracterizado porque con el fin de realizar un movimiento desde el molde
(2) de inyección hasta el molde (3) de soplado, desde el molde de soplado hasta la estación de descarga, y
desde la estación de descarga hasta el molde de inyección, dicho núcleo (9) realiza una rotación, por medio de un motor (80) de par.
Patentes similares o relacionadas:
Línea y método de embotellado, del 8 de Julio de 2020, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Línea de embotellado de ciclo continuo para recipientes de material termoplástico, que comprende: - al menos una unidad de moldeo para la fabricación de preformas […]
Método y aparato para esterilizar una botella, del 3 de Junio de 2020, de DAI NIPPON PRINTING CO., LTD.: Un método para esterilizar una botella , que comprende las operaciones de: gasificar una solución de peróxido de hidrógeno, descargar desde una boquilla un […]
Método y dispositivo para fabricar botellas, del 25 de Marzo de 2020, de DAI NIPPON PRINTING CO., LTD.: Un método para fabricar una botella esterilizada , que comprende las etapas de: esterilizar bacterias que se adhieren a una preforma hecha […]
Sistema y método para el moldeo por soplado múltiple, del 26 de Febrero de 2020, de Amcor Rigid Plastics USA, LLC: Un sistema para formar un contenedor a partir de una preforma mediante un proceso de moldeo por soplado múltiple que comprende: un primer molde […]
Contenedor moldeado por soplado con estiramiento que tiene un agarre profundo moldeado integralmente y proceso para fabricar dicho contenedor, del 26 de Febrero de 2020, de Plastipak BAWT S.à.r.l: Un proceso para fabricar un contenedor moldeado por soplado con estiramiento que tiene al menos un agarre concavo profundo (G), dicho proceso comprende las etapas de: a) […]
Sistema de movimiento de contenedores entre unidades operativas, del 19 de Febrero de 2020, de SMI S.P.A.: Un sistema de movimiento de contenedores hasta y desde una unidad de procesamiento de dichos contenedores, que comprende: - un carrusel rotativo en […]
 Un molde de soplado para soplar recipientes de material termoplástico, del 25 de Diciembre de 2019, de S.I.P.A. SOCIETA INDUSTRIALIZZAZIONE PROGETTAZIONE E AUTOMAZIONE - S.P.A.: Un molde de soplado para un recipiente de material termoplástico, que comprende dos medios moldes articulados entre sí y un dispositivo cíclico de abertura y […]
Un molde de soplado para soplar recipientes de material termoplástico, del 25 de Diciembre de 2019, de S.I.P.A. SOCIETA INDUSTRIALIZZAZIONE PROGETTAZIONE E AUTOMAZIONE - S.P.A.: Un molde de soplado para un recipiente de material termoplástico, que comprende dos medios moldes articulados entre sí y un dispositivo cíclico de abertura y […]
Método y aparato para producir una botella SBM llena, del 27 de Noviembre de 2019, de FRESENIUS KABI DEUTSCHLAND GMBH: Método para producir un recipiente lleno de una solución de infusión y que tiene un cuerpo principal que incluye un ancho que se extiende a lo largo de un […]