Molde y método para soplar envases.
Un molde de soplado (1) para fabricar envases de plástico a partir de unos respectivos parisones,
que comprende:
- un primer y un segundo semimoldes (2, 3) abisagrados para rotar sobre un eje longitudinal (4) entre una posición abierta y una posición cerrada;
- un primer elemento de sujeción (5) fijado al primer semimolde (2);
- un segundo elemento de sujeción (6) asociado con el segundo semimolde (3) para rotar sobre un eje paralelo al eje longitudinal (4) entre una 10 posición, en la que los semimoldes (2, 3) están bloqueados y él hace tope con el primer elemento de sujeción (5), y una posición en la que los semimoldes están desbloqueados,
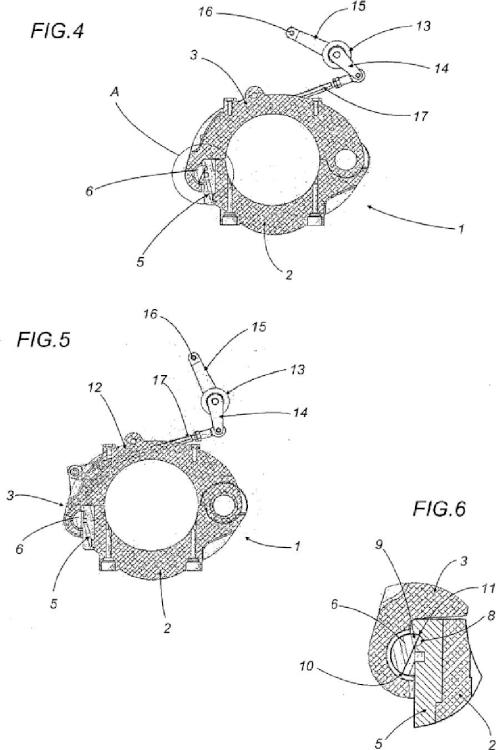
en el que el segundo elemento de sujeción (6) comprende un saliente (9) que, en la posición bloqueada, está funcionalmente insertado en una indentación (8) hecha en el primer elemento de sujeción (5),
estando el molde caracterizado por que dicho saliente (9), en la posición bloqueada, está situado detrás del eje de rotación del segundo elemento de sujeción (6) con respecto a un extremo libre del segundo semimolde (3), en el que el segundo elemento de sujeción (6) comprende un elemento en forma de barra cuya sección transversal es una porción de círculo delimitada por un arco circular y una cuerda.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E09166783.
Solicitante: SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA.
Nacionalidad solicitante: Italia.
Dirección: 17/A, VIA SELICE PROVINCIALE 40026 IMOLA (BOLOGNA) ITALIA.
Inventor/es: STOCCHI, GABRIELE, PARRINELLO, FIORENZO, BORGATTI,MAURIZIO, MOROVINGI,Massimo, RE,Emilio.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C49/36 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 49/00 Moldeo por soplado, es decir, soplando una preforma o un parisón en un molde por obtener la forma deseada; Aparatos a este efecto. › girando alrededor de un eje.
- B29C49/42 B29C 49/00 […] › Elementos constitutivos, detalles o accesorios; Operaciones auxiliares.
- B29C49/56 B29C 49/00 […] › Medios de apertura, cierre o apriete.
PDF original: ES-2537329_T3.pdf
Fragmento de la descripción:
Molde y método para soplar envases
La presente invención se refiere a un molde para moldear envases por soplado y a un proceso para moldear envases por soplado.
En un método de la técnica anterior para fabricar envases, tales como botellas de plástico, se coloca un parisón o preforma dentro de un molde y después se sopla a presión un fluido dentro del molde para dar al envase su forma final.
En particular, se utilizan máquinas de moldeo por soplado que tienen un carrusel con una pluralidad de moldes.
Para poder colocar el parisón en el molde y extraer el envase moldeado por soplado, el molde comprende normalmente un primer y un segundo semlmoldes que pueden moverse el uno con respecto al otro entre unas posiciones abierta y cerrada.
Dado que la presión de moldeo por soplado dentro del molde puede ser muy alta, los semimoldes deben ser bloqueados en la posición cerrada para evitar que se abran cuando se sopla el fluido a presión.
La técnica anterior ha desarrollado diversas soluciones técnicas aplicables a los mecanismos utilizados para bloquear los semlmoldes.
En particular, el documento de patente EP1276598 da a conocer un molde de soplado en el que los semimoldes están abisagrados de manera que puedan girar entre la posición abierta y la posición cerrada.
El sistema de bloqueo comprende una barra asociada con el segundo semimolde para rotar sobre un eje paralelo al eje de rotación de los semimoldes desde una posición bloqueada hasta una posición desbloqueada y viceversa.
El contorno externo de la barra es tal que cuando la barra está en la posición bloqueada, una porción de la misma hace tope contra una superficie del primer semimolde (o de un elemento de cierre fijado al primer semimolde) conformada para coincidir con el contorno de esa porción de la barra, evitando así que los semimoldes se abran.
La solución tiene la ventaja de ser muy sencilla, pero tiene dos inconvenientes.
En primer lugar, el hecho de que, en la posición bloqueada, la superficie exterior de la barra debe hacer tope contra una superficie coincidente del primer semimolde que, para que los dos semimoldes puedan ser bloqueados sin que el primer semimolde interfiera con la barra, la barra debe girar 180 grados desde la posición desbloqueada hasta la bloqueada (y viceversa).
Esto significa que el bloqueo lleva más tiempo y reduce la eficacia del sistema de bloqueo.
En segundo lugar, esta solución requiere dos articulaciones, una para mover la barra desde la posición desbloqueada hasta la bloqueada y otra para mover la barra desde la posición bloqueada hasta la desbloqueada.
Esto supone una complicación en el molde y por ello reduce su fiabilidad puesto que cada una de las articulaciones es susceptible de rotura.
El documento EP1535719A1 se refiere a un dispositivo y un proceso para moldear envases por soplado de acuerdo con el preámbulo de las reivindicaciones 1 y 12. En particular, da a conocer unos segmentos de moldeo por soplado, es decir unos semimoldes, soportados por unos portaherramientas, que son apretados entre sí por uno o más brazos de bloqueo. Al menos uno de los brazos de bloqueo gira sobre el respectivo portaherramientas.
Por lo tanto, el mecanismo de bloqueo del documento EP1535719A1 comprende un gancho dispuesto en el extremo de una palanca articulada sobre un respectivo semimolde. En la posición de bloqueo, el gancho está insertado en una indentación proporcionada en el otro semimolde y está dispuesto en una posición avanzada, con respecto al respectivo eje de rotación, en relación con un extremo libre del respectivo semimolde.
El propósito de la presente invención es proporcionar un molde de soplado y un proceso de moldeo por soplado que estén libres de los inconvenientes anteriormente mencionados.
En particular, es un propósito de la presente invención proporcionar un molde de soplado y un proceso de moldeo por soplado con un sistema de bloqueo que sea a la vez extremadamente rápido, eficiente y simple.
Otro propósito de la presente invención es proporcionar un molde de soplado y un proceso de moldeo por soplado con un sistema de bloqueo que sea altamente fiable.
De acuerdo con la invención, estos propósitos se alcanzan por medio del molde y del proceso que comprenden las características técnicas descritas en las reivindicaciones 1 y 12.
Más específicamente, un molde de soplado para fabricar envases de plástico a partir de unos respectivos parisones comprende:
un primer y un segundo semimoldes abisagrados para rotar sobre un eje longitudinal entre una posición abierta y una posición cerrada;
- un primer elemento de sujeción fijado al primer semimolde;
un segundo elemento de sujeción asociado con el segundo semimolde para rotar sobre un eje paralelo al eje longitudinal entre una posición bloqueada de los semimoldes en la que hace tope con el primer elemento de sujeción, y una posición desbloqueada de los semimoldes,
El segundo elemento de sujeción comprende un saliente que, en la posición bloqueada, está funcionalmente insertado en una indentación hecha en el primer elemento de sujeción, estando dicho saliente situado detrás del eje de rotación del segundo elemento de sujeción con respecto al extremo libre del segundo semimolde.
Preferiblemente, los semimoldes tienen una forma tal que, en la posición cerrada, el segundo elemento de sujeción está situado fuera del primer elemento de sujeción. Así pues, el segundo elemento de sujeción puede girar entre la posición desbloqueada y la posición bloqueada en una dirección de rotación concordante con la dirección de rotación del primer semimolde (sobre el eje longitudinal) desde la posición abierta hasta la cerrada y comprende un saliente que, en la posición bloqueada, está insertado en una indentación hecha en el primer elemento de sujeción. Esta característica significa que el segundo elemento de sujeción gira desde la posición bloqueada hasta la posición desbloqueada y viceversa un ángulo de rotación muy pequeño, normalmente de 10 a 15 grados.
Esto permite ventajosamente minimizar el tiempo requerido por el mecanismo de bloqueo definido por los elementos de sujeción para ponerse en operación.
El molde también comprende un elemento elástico conectado al segundo semimolde y al segundo elemento de sujeción para mover y mantener normalmente el segundo elemento de sujeción en la posición bloqueada.
La presencia del elemento elástico combinada con el hecho de que el elemento de bloqueo gira desde la posición desbloqueada hasta la bloqueada, en una dirección de rotación concordante con la del primer semimolde hacia el segundo semimolde, hace al bloqueo automático. En efecto, es el primer elemento de sujeción el que, mientras gira hasta la posición cerrada, interactúa con el segundo elemento de sujeción, moviéndolo primero hasta la posición desbloqueada y luego, cuando ha llegado a la posición cerrada (esto es, cuando la indentación del primer elemento de sujeción está encarada con el saliente del segundo elemento de sujeción) permitiendo que el segundo elemento de sujeción retorne a la posición bloqueada por la acción del elemento elástico.
Ventajosamente, esto simplifica adicionalmente el sistema de bloqueo porque evita el uso de palancas y articulaciones de cualquier tipo para bloquear los semimoldes entre sí.
Adicionalmente, el saliente del segundo elemento de sujeción tiene una forma tal que constituye una superficie de contacto para hacer tope contra la indentación del primer elemento de sujeción y está situado en un plano sustancialmente radial con respecto al eje longitudinal de rotación de los dos semimoldes (esto es, un plano que pasa a través del eje longitudinal de rotación de los semimoldes).
Esto proporciona ventajosamente una reacción de sujeción contra la fuerza ejercida por el fluido a presión que tiende a separar los semimoldes.
Esta reacción no tiene ningún componente radial, aumentando así la resistencia del molde.
La invención también proporciona una máquina de moldeo por soplado que comprende un carrusel y una pluralidad de moldes, según se ha descrito anteriormente, asociados con el carrusel.
Bloquear los dos semimoldes comprende girar un saliente del segundo elemento de sujeción diseñado para ser insertado en una indentación hecha en el primer elemento de sujeción, estando situado dicho saliente detrás del eje de rotación del segundo elemento de sujeción con respecto al extremo libre del segundo semimolde.
Preferiblemente, los semimoldes tienen una forma tal que, en la posición cerrada, el segundo elemento de sujeción esté situado fuera del primer... [Seguir leyendo]
Reivindicaciones:
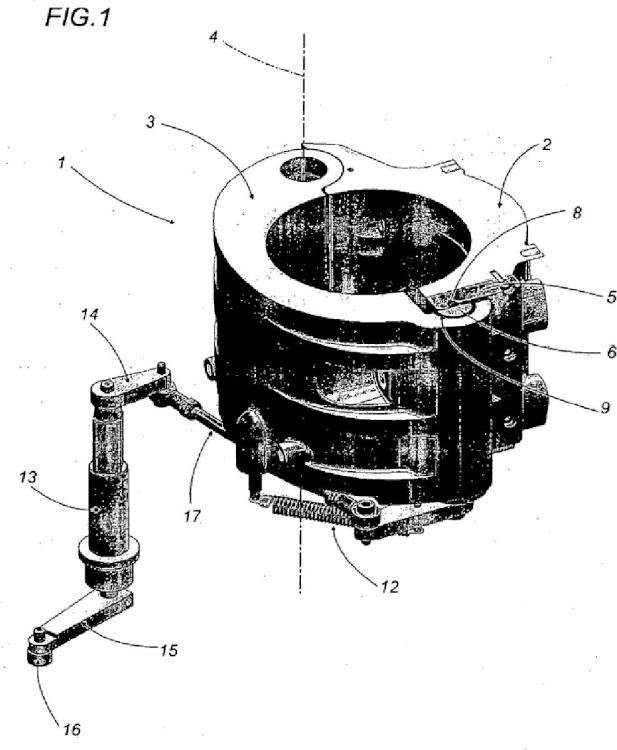
1. Un molde de soplado (1) para fabricar envases de plástico a partir de unos respectivos parisones, que comprende:
- un primer y un segundo semimoldes (2, 3) abisagrados para rotar sobre un eje longitudinal (4) entre una posición abierta y una posición cerrada;
- un primer elemento de sujeción (5) fijado al primer semimolde (2);
- un segundo elemento de sujeción (6) asociado con el segundo semimolde (3) para rotar sobre un eje paralelo al eje longitudinal (4) entre una posición, en la que los semimoldes (2, 3) están bloqueados y él hace tope con el primer elemento de sujeción (5), y una posición en la que los semimoldes están desbloqueados,
en el que el segundo elemento de sujeción (6) comprende un saliente (9) que, en la posición bloqueada, está funcionalmente Insertado en una indentación (8) hecha en el primer elemento de sujeción (5), estando el molde caracterizado por que dicho saliente (9), en la posición bloqueada, está situado detrás del eje de rotación del segundo elemento de sujeción (6) con respecto a un extremo libre del segundo semimolde (3), en el que el segundo elemento de sujeción (6) comprende un elemento en forma de barra cuya sección transversal es una porción de círculo delimitada por un arco circular v una cuerda.
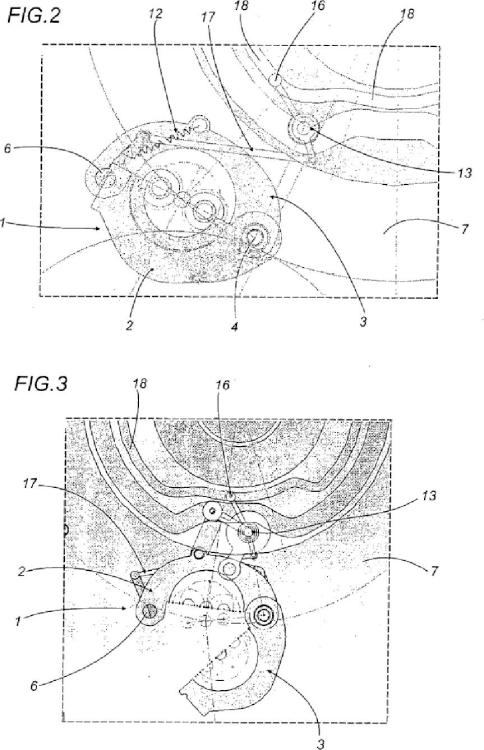
2. El molde de acuerdo con la reivindicación 1, en el que los semimoldes (2, 3) tienen una forma tal que, en la posición cerrada, el segundo elemento de sujeción (6) está situado fuera del primer elemento de sujeción (5), y en el que el segundo elemento de sujeción (6) puede girar entre la posición desbloqueada y la posición bloqueada en una dirección de rotación concordante con la dirección de rotación del semimolde (2) desde la posición abierta hasta la cerrada.
3. El molde de acuerdo con la reivindicación 1 o 2, que comprende un elemento elástico (12) conectado al segundo elemento de sujeción (6) para moverlo y mantenerlo normalmente en la posición bloqueada.
4. El molde de acuerdo con cualquiera de las reivindicaciones precedentes, en el que el saliente (9) del segundo elemento de sujeción (6) tiene una forma tal que constituye una superficie de contacto para hacer tope contra la Indentación (8) y está situado en un plano sustancialmente radial con respecto al eje longitudinal de rotación (4) de los dos semimoldes (2, 3).
5. El molde de acuerdo con cualquiera de las reivindicaciones precedentes, en el que una pared de la indentación (8) que ¡nteractúa con el segundo elemento de sujeción (6) para formar el tope está situada sustancialmente radial con respecto al eje de rotación.
6. El molde de acuerdo con cualquiera de las reivindicaciones precedentes 3 a 5, que comprende un medio de actuación para mover el segundo elemento de sujeción (6) desde la posición bloqueada hasta la posición desbloqueada en contra de la acción del elemento elástico.
7. El molde de acuerdo con la reivindicación 6, en el que el medio de actuación comprende un balancín (13) conectado cinemáticamente al segundo elemento de sujeción (6) para rotarlo desde la posición bloqueada hasta la desbloqueada.
8. El molde de acuerdo con la reivindicación 7, en el que el balancín (13) tiene un eje longitudinal de pivote paralelo al eje de rotación del segundo elemento de sujeción (6).
9. El molde de acuerdo con la reivindicación 7 u 8, en el que el balancín (13) comprende un primer brazo (14) conectado cinemáticamente al segundo elemento de sujeción (6) y un segundo brazo (15) equipado con un taqué (16).
10. El molde de acuerdo con la reivindicación 8 o 9, en el que el balancín (13) tiene un eje de pivote que está separado del eje de rotación del segundo elemento de sujeción (6) y está conectado al segundo elemento de sujeción a través de un mecanismo que comprende una varilla (17).
11. Una máquina de moldeo por soplado que comprende un carrusel (7) y una pluralidad de moldes asociados con el carrusel (7),
caracterizada porque los moldes son moldes (1) de acuerdo con cualquiera de las reivindicaciones precedentes.
12. Un proceso de moldeo por soplado para fabricar envases de plástico a partir de unos respectivos parisones en un molde (1), que comprende las siguientes etapas:
- preparar un primer y un segundo semimoldes (2, 3) abisagrados para rotar sobre un eje longitudinal (4) entre una posición abierta y una posición cerrada;
- preparar un primer elemento de sujeción (5) fijado al primer semimolde (2);
- preparar un segundo elemento de sujeción (6) asociado con el segundo semimolde (3) para rotar sobre un eje paralelo al eje longitudinal (4) entre la posición en la que los dos semlmoldes (2, 3) están bloqueados y él hace tope con el primer elemento de sujeción (5), y una posición en la que los dos semimoldes están desbloqueados;
- colocar un parlsón entre los semlmoldes (2, 3) y girar los semimoldes en las direcciones de rotación respectivas para cerrarlos;
- bloquear los dos semimoldes (2, 3) para evitar que el molde se abra;
- Introducir un fluido a presión en el molde con el fin de moldear el parisón por soplado;
- desbloquear los semlmoldes (2, 3) para poder abrir el molde y extraer el envase moldeado por soplado;
- bloquear los dos semlmoldes (2, 3) girando un saliente (9) formado en el segundo elemento de sujeción (6) y funcionalmente Insertado en una ¡ndentación (8) hecha en el primer elemento de sujeción (5),
estando el proceso caracterizado por que dicho saliente (9), en la posición bloqueada, está situado detrás del eje de rotación del segundo elemento de sujeción (6) con respecto a un extremo libre del segundo semimolde (3), en el que el segundo elemento de sujeción (61 comprende un elemento en forma de barra cuya sección transversal es una porción de círculo delimitada por un arco circular v una cuerda.
13. El proceso de acuerdo con la reivindicación 12, en el que bloquear los dos semimoldes (2, 3) comprende girar el segundo elemento de sujeción (6) en una dirección de rotación concordante con la dirección en la que se cierra el primer semimolde (2), teniendo los semimoldes (2, 3) una forma tal que, en la posición cerrada, el segundo elemento de sujeción (6) está situado fuera del primer elemento de sujeción (5).
14. El proceso de acuerdo con la reivindicación 12, que comprende una etapa de preparar un elemento elástico (12) conectado al segundo semimolde (3) para moverlo y mantenerlo normalmente en la posición bloqueada.
15. El proceso de acuerdo con las reivindicaciones 12 o 13, en el que el saliente (9) del segundo elemento de sujeción (6) tiene una forma tal que constituye una superficie de contacto para hacer tope contra la ¡ndentación (8) y está situado en un plano sustancialmente radial con respecto al eje longitudinal de rotación (4) de los semlmoldes cuando el segundo elemento de sujeción (6) está en la posición bloqueada.
Patentes similares o relacionadas:
Línea y método de embotellado, del 8 de Julio de 2020, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Línea de embotellado de ciclo continuo para recipientes de material termoplástico, que comprende: - al menos una unidad de moldeo para la fabricación de preformas […]
Método y aparato para esterilizar una botella, del 3 de Junio de 2020, de DAI NIPPON PRINTING CO., LTD.: Un método para esterilizar una botella , que comprende las operaciones de: gasificar una solución de peróxido de hidrógeno, descargar desde una boquilla un […]
Método y dispositivo para fabricar botellas, del 25 de Marzo de 2020, de DAI NIPPON PRINTING CO., LTD.: Un método para fabricar una botella esterilizada , que comprende las etapas de: esterilizar bacterias que se adhieren a una preforma hecha […]
Sistema y método para el moldeo por soplado múltiple, del 26 de Febrero de 2020, de Amcor Rigid Plastics USA, LLC: Un sistema para formar un contenedor a partir de una preforma mediante un proceso de moldeo por soplado múltiple que comprende: un primer molde […]
Contenedor moldeado por soplado con estiramiento que tiene un agarre profundo moldeado integralmente y proceso para fabricar dicho contenedor, del 26 de Febrero de 2020, de Plastipak BAWT S.à.r.l: Un proceso para fabricar un contenedor moldeado por soplado con estiramiento que tiene al menos un agarre concavo profundo (G), dicho proceso comprende las etapas de: a) […]
Sistema de movimiento de contenedores entre unidades operativas, del 19 de Febrero de 2020, de SMI S.P.A.: Un sistema de movimiento de contenedores hasta y desde una unidad de procesamiento de dichos contenedores, que comprende: - un carrusel rotativo en […]
 Un molde de soplado para soplar recipientes de material termoplástico, del 25 de Diciembre de 2019, de S.I.P.A. SOCIETA INDUSTRIALIZZAZIONE PROGETTAZIONE E AUTOMAZIONE - S.P.A.: Un molde de soplado para un recipiente de material termoplástico, que comprende dos medios moldes articulados entre sí y un dispositivo cíclico de abertura y […]
Un molde de soplado para soplar recipientes de material termoplástico, del 25 de Diciembre de 2019, de S.I.P.A. SOCIETA INDUSTRIALIZZAZIONE PROGETTAZIONE E AUTOMAZIONE - S.P.A.: Un molde de soplado para un recipiente de material termoplástico, que comprende dos medios moldes articulados entre sí y un dispositivo cíclico de abertura y […]
Método y aparato para producir una botella SBM llena, del 27 de Noviembre de 2019, de FRESENIUS KABI DEUTSCHLAND GMBH: Método para producir un recipiente lleno de una solución de infusión y que tiene un cuerpo principal que incluye un ancho que se extiende a lo largo de un […]