Procedimiento para la producción de elementos de cierre para cierres del velcro metálicos así como elemento de cierre producido según el procedimiento.
Procedimiento para la producción de elementos de cierre para cierres de velcro metálicos,
realizándose en un soporte (3) metálico cortes (13) correspondientes al contorno de elementos (1) de enganche que van a formarse dejando en cada caso una línea (15) de unión y llevándose a cabo operaciones de doblado, para levantar las zonas delimitadas por los cortes (13) como elementos (1) de enganche con respecto a las líneas (15) de unión que sirven como líneas de doblado desde el plano del soporte (3), caracterizado porque el soporte (3) se guía a través de la zona (5) de acoplamiento dentado entre cuerpos (7, 9) de rotación que presentan un dentado perimetral, seleccionándose las formas de diente de los cuerpos (7, 9) de rotación y el tipo de acoplamiento dentado de tal manera que el acoplamiento de dentado tanto actúa de manera cortante para la formación de los cortes (13) como actúa a modo de estampación para las operaciones de doblado.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2008/010621.
Solicitante: GOTTLIEB BINDER GMBH & CO. KG.
Nacionalidad solicitante: Alemania.
Dirección: BAHNHOFSTRASSE 19 71088 HOLZGERLINGEN ALEMANIA.
Inventor/es: TUMA, JAN, EFE,Metin.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21D28/12 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 28/00 Conformación por corte a presión; Perforación. › Corte o punzado utilizando carros rotativos.
- B21D53/46 B21D […] › B21D 53/00 Fabricación de otros objetos especiales (fabricación de cadenas o de partes de cadenas B21L). › de artículos de bazar, p. ej. bucles, peines; de cierres de puntas, p. ej. grapas, garfios.
PDF original: ES-2381062_T3.pdf
Fragmento de la descripción:
Procedimiento para la producción de elementos de cierre para cierres de velcro metálicos así como elemento de cierre producido según el procedimiento.
La invención se refiere a un procedimiento para la producción de elementos de cierre para cierres de velcro metálicos, realizándose en un soporte metálico cortes correspondientes al contorno de elementos de enganche que van a formarse, dejando en cada caso una línea de unión y llevándose a cabo operaciones de doblado, para levantar las zonas delimitadas por los cortes como elementos de enganche con respecto a las líneas de unión que sirven como líneas de doblado desde el plano del soporte. Además la invención se refiere a un elemento de cierre producido según un procedimiento de este tipo.
Un procedimiento del tipo mencionado anteriormente ya se da a conocer en el documento DE 10 2006 015 145 A1. La producción de un tipo de cierres de velcro metálicos abre la posibilidad de aprovechar las ventajas de los sistemas de cierre de velcro a base de plástico que han dado buen resultado, tal como han tenido gran aceptación para una pluralidad de campos de aplicación, también en aquellos casos de aplicación en los que no pueden utilizarse cierres de velcro de plástico, por ejemplo debido a la ausencia de estabilidad con respecto a la temperatura, a una resistencia mecánica demasiado reducida y similares. En el caso de elementos de enganche compuestos por aleaciones metálicas resistentes a la temperatura, por ejemplo acero fino, este tipo de cierres de velcro metálicos también pueden utilizarse en zonas en las que se producen cargas térmicas y mecánicas elevadas. A este respecto los sistemas de fijación de este tipo permiten un montaje rápido y sencillo de terceros componentes sin que sean necesarios dispositivos de retención adicionales ni su accionamiento mediante herramientas especiales.
Sin embargo, una desventaja esencial de los sistemas de cierre de velcro metálico consiste en que la producción de los elementos de cierre es complicada, requiere mucho tiempo y es por tanto cara en comparación con los cierres de velcro a base de plástico. Las dificultades a este respecto están motivadas porque para la producción de una pluralidad suficiente de elementos de enganche deben realizarse un número elevado de cortes, por ejemplo mediante punzonado, tras lo cual deben realizarse operaciones de conformación en cada zona delimitada por los cortes del soporte en cuestión, para levantar los elementos de enganche y darles la forma de gancho adecuada para el acoplamiento de enganche.
En vista de esto, la invención se basa en el objetivo de poner a disposición un procedimiento por medio del que se posibilita una producción sencilla, económica y de este modo rentable de elementos de cierre para cierres de velcro metálicos.
Según la invención este objetivo se soluciona mediante un procedimiento, que presenta las características de la reivindicación 1 en su totalidad.
De manera correspondiente a la parte caracterizadora de la reivindicación 1, la particularidad esencial de la invención consiste no sólo en que la formación completa de cada elemento de enganche se realiza mediante una etapa de procesamiento combinada, que comprende tanto la operación de corte como la operación de estampación que provoca la conformación, sino que la operación de corte y estampación combinada en cuestión se realiza de manera continua, al guiarse el soporte a través de la zona de acoplamiento de dentados que se engranan entre sí de cuerpos de rotación. De este modo pueden formarse un número extremadamente grande de elementos de enganche, partiendo de un soporte aún sin procesar, de manera continua con una velocidad de trabajo muy elevada para dar el estado acabado definitivo. Por consiguiente pueden producirse cierres de velcro metálicos de una manera especialmente económica y con una velocidad de trabajo muy elevada.
Preferiblemente la disposición se realiza de tal manera que al menos uno de los cuerpos de rotación se hace girar mediante un accionamiento y el soporte en forma de una banda se hace pasar por la zona de acoplamiento del dentado mediante la fuerza de avance generada por medio del accionamiento. De este modo pueden realizarse velocidades de trabajo especialmente elevadas.
De manera especialmente ventajosa pueden formarse por medio de cuerpos de rotación en forma de discos de cilindro, que presentan en su perímetro varias filas dentadas adyacentes entre sí, varias filas adyacentes entre sí de elementos de enganche en el soporte en cuestión.
Preferiblemente se forman a este respecto cortes en forma rectangular, cuyos lados largos discurren en la dirección de los dentados y cuyo al menos un lado corto está formado por la línea de unión que se ha dejado.
Un patrón especialmente ventajoso de los elementos de enganche puede formarse de tal manera que en el caso de filas adyacentes entre sí de elementos de enganche éstas se configuran de tal manera que los elementos de enganche en filas contiguas entre sí están desplazados unos respecto a otros en la dirección longitudinal de tal manera que los elementos de enganche están alineados entre sí en una de cada dos filas.
A este respecto puede procederse de tal manera que los elementos de enganche en cada fila se levanten mediante un doblado que tiene lugar en el mismo sentido con respecto a la línea de doblado o de tal manera que los elementos de enganche en filas contiguas entre sí se levanten con sentidos de doblado opuestos en cada caso entre sí con respecto a la línea de doblado. Según los requisitos, que vengan dados por el respectivo propósito de utilización, pueden realizarse de este modo cierres de velcro que ponen a disposición la fuerza de retención deseada contra una separación de los soportes entre sí, así como una fuerza de sujeción definida frente a movimientos de deslizamiento de los soportes.
En vista de esto puede ser ventajoso que los elementos de enganche se levanten en cada fila con sentidos de doblado alternantes con respecto a la línea de doblado.
También es objeto de la invención un elemento de cierre producido según el procedimiento de la invención, que presenta las características de la reivindicación 9.
A continuación se explica detalladamente la invención mediante ejemplos de realización representados en el dibujo.
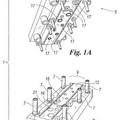
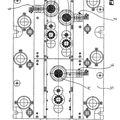
Muestran: la figura 1 una vista oblicua en perspectiva de un fragmento de un ejemplo de realización del elemento de cierre según la invención; la figura 2 una vista lateral del fragmento mostrado en la figura 1; la figura 3 una vista en planta del fragmento mostrado en las figuras 1 y 2; la figura 4 una vista oblicua en perspectiva dibujada de una manera muy simplificada esquemáticamente, en la que para ilustrar el desarrollo del procedimiento según la invención únicamente se muestra aquella parte de un dispositivo, en la que tienen lugar operaciones de corte y estampación combinadas por medio del acoplamiento dentado; la figura 5 una vista oblicua similar a la figura 1 de un segundo ejemplo de realización del elemento de cierre; la figura 6 una vista lateral del fragmento mostrado en la figura 5; la figura 7 una vista en planta del fragmento de la figura 5 y la figura 8 una representación parcial similar a la figura 4 para ilustrar el desarrollo del procedimiento para la producción de elementos de cierre con elementos de enganche en forma de gancho en forma de C.La figura 4 ilustra el desarrollo del procedimiento según la invención para la producción de elementos de cierre con elementos 1 de enganche, que presentan una forma de gancho, tal como se muestra en los ejemplos de las figuras 1 a 3, en las que no todos los elementos 1 de enganche están numerados. Tal como puede deducirse a partir de la figura 4, un soporte 3 metálico, en forma de banda, aún sin conformar, por ejemplo de una aleación de acero fino y con un grosor de material, que en función del propósito de utilización del elemento de cierre que va a producirse puede ascender a de 0, 1 a varios mm, se guía a través de la zona 5 de acoplamiento dentado entre dos discos 7 y 9 de cilindro giratorios, que presentan un dentado perimetral, estando dispuestos antes y después de la zona 5 de acoplamiento rodillos 11 de guiado. En el ejemplo de la figura 4 al menos uno de los discos 7, 9 de cilindro puede hacerse girar por medio de un accionamiento, de modo que la banda 3 de soporte se hace pasar por la zona 5 mediante la fuerza de avance que actúa en la zona 5 de acoplamiento, es decir se mueve en la figura 4 hacia la izquierda. Tal como puede... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la producción de elementos de cierre para cierres de velcro metálicos, realizándose en un soporte (3) metálico cortes (13) correspondientes al contorno de elementos (1) de enganche que van a formarse dejando en cada caso una línea (15) de unión y llevándose a cabo operaciones de doblado, para levantar las zonas 5 delimitadas por los cortes (13) como elementos (1) de enganche con respecto a las líneas (15) de unión que sirven como líneas de doblado desde el plano del soporte (3) , caracterizado porque el soporte (3) se guía a través de la zona (5) de acoplamiento dentado entre cuerpos (7, 9) de rotación que presentan un dentado perimetral, seleccionándose las formas de diente de los cuerpos (7, 9) de rotación y el tipo de acoplamiento dentado de tal manera que el acoplamiento de dentado tanto actúa de manera cortante para la formación de los cortes (13) como actúa a modo de estampación para las operaciones de doblado.
2. Procedimiento según la reivindicación 1, caracterizado porque al menos uno de los cuerpos (7, 9) de rotación se hace girar mediante un accionamiento y el soporte (3) en forma de una banda se hace pasar por la zona (5) de acoplamiento del dentado mediante la fuerza de avance generada por medio del accionamiento.
3. Procedimiento según la reivindicación 1 ó 2, caracterizado porque por medio de cuerpos de rotación en forma de
discos de cilindro (7, 9) , que presentan en su perímetro varias filas dentadas adyacentes entre sí, se forman varias filas adyacentes entre sí de elementos (1) de enganche.
4. Procedimiento según una de las reivindicaciones 1 a 3, caracterizado porque se forman cortes (13) en forma rectangular, cuyos lados largos discurren en la dirección de los dentados y cuyo al menos un lado corto está formado por la línea (15) de unión que se ha dejado.
5. Procedimiento según la reivindicación 3 ó 4, caracterizado porque las filas adyacentes entre sí de elementos (1) de enganche se forman de tal manera que los elementos (1) de enganche en filas contiguas entre sí están desplazados unos respecto a otros en la dirección longitudinal de tal manera que los elementos (1) de enganche están alineados entre sí en una de cada dos filas.
6. Procedimiento según la reivindicación 4 ó 5, caracterizado porque los elementos (1) de enganche en cada fila se 25 levantan mediante un doblado que tiene lugar en el mismo sentido con respecto a la línea (15) de doblado.
7. Procedimiento según la reivindicación 6, caracterizado porque los elementos (1) de enganche en filas contiguas entre sí se levantan con sentidos de doblado opuestos en cada caso entre sí con respecto a la línea (15) de doblado.
8. Procedimiento según la reivindicación 4 ó 5, caracterizado porque los elementos de enganche en cada fila se levantan con sentidos de doblado alternantes con respecto a la línea (15) de doblado.
9. Elemento de cierre producido para cierres de velcro metálicos según una de las reivindicaciones 1 a 8, con un soporte (3) metálico, que presenta filas de cortes (13) que discurren de manera adyacente en la dirección longitudinal, en los que se dejan líneas (15) de unión, estando alineadas entre sí las líneas (15) de unión de las filas adyacentes entre sí en cada caso en la dirección que discurre en perpendicular a la dirección longitudinal y estando levantadas las zonas delimitadas por los cortes (13) como elementos (1) de enganche con respecto a las líneas (15)
de unión que sirven como líneas de doblado desde el plano del soporte (3) , caracterizado porque en las líneas (15) de unión alineadas entre sí en la dirección perpendicular los elementos (1) de enganche están levantados y doblados en cada caso con un sentido de doblado opuesto el uno al otro de tal manera que presentan una forma de gancho, en la que la zona (19) de pie que está en contacto con el soporte (3) discurre de manera oblicua con respecto al plano del soporte (3) .
10. Elemento de cierre según la reivindicación 9, caracterizado porque los elementos (1) de enganche están doblados con una forma de gancho en forma de C y porque en los elementos (1) de enganche sucesivos en las filas éstos están orientados en cada caso con el lado abierto de la forma en C unos hacia otros.
11. Elemento de cierre según la reivindicación 9, caracterizado porque los elementos (1) de enganche están doblados con una forma de gancho, en la que a la parte (19) de pie que discurre de manera oblicua con respecto al 45 plano del soporte (3) le sigue una parte (21) de extremo de gancho arqueada hacia el soporte (3) .
12. Elemento de cierre según una de las reivindicaciones 9 a 11, caracterizado porque los elementos (1) de enganche en filas contiguas entre sí están desplazados unos respecto a otros en la dirección longitudinal de tal manera que en una de cada dos filas están presentes elementos (1) de enganche del mismo tipo, alineados entre sí en la dirección perpendicular.
Patentes similares o relacionadas:
Aparato de punzonado, del 20 de Junio de 2019, de SALVAGNINI ITALIA S.P.A.: Aparato de punzonado que comprende: - un elemento de golpeo dispuesto para interactuar con una herramienta de punzonado y movible dentro […]
Aparato de troquelado, del 18 de Octubre de 2018, de SALVAGNINI ITALIA S.P.A.: Aparato de troquelado que comprende: - una unidad portaherramientas rotativa alrededor de un eje de trabajo (X) y provista de una pluralidad de […]
Aparato de punzonado, del 13 de Abril de 2016, de SALVAGNINI ITALIA S.P.A.: Aparato de punzonado que comprende un elemento de golpeo dispuesto para interactuar con al menos una herramienta de punzonado y movible dentro de unos medios […]
 Conjunto de matriz de troquelado con por lo menos un dispositivo para rotar de forma diferenciada la unidad de troquelado, del 30 de Octubre de 2013, de Corrada S.p.A: Conjunto de matriz de troquelado de chapa metálica , que comprende una parte inferior , una parte superior y unas columnas de guiado , estando […]
Conjunto de matriz de troquelado con por lo menos un dispositivo para rotar de forma diferenciada la unidad de troquelado, del 30 de Octubre de 2013, de Corrada S.p.A: Conjunto de matriz de troquelado de chapa metálica , que comprende una parte inferior , una parte superior y unas columnas de guiado , estando […]
UN CENTRO DE FABRICACION DE CHAPAS CON ACCIONAMIENTO CON CONVERSION DE LA DIRECCION DE LA FUERZA., del 16 de Marzo de 2006, de LILLBACKA JETAIR OY: Una máquina de fabricación de chapas, que comprende: - medios de accionamiento desplazables a lo largo de una dirección (X); - al menos unos medios de herramienta […]
MAQUINA PUNZONADORA DE PANELES DE CHAPA METALICA MEJORADA., del 16 de Julio de 2004, de SALVAGNINI ITALIA S.P.A.: MAQUINA PERFORADORA PARA PANELES DE CHAPA METALICA, QUE COMPRENDE UNA MESA DE TRABAJO , UNA ESTRUCTURA DE SOPORTE (2; 2', 2'') PARA UNOS MEDIOS […]
DISPOSITIVO REVOLVER, PARA EL CAMBIO DEL PUNZON EN MAQUINAS DE PUNZONADO., del 16 de Mayo de 2002, de EUROMAC S.R.L.: LA TORRETA PARA EL CAMBIO DEL PUNZON EN MAQUINAS DE CORTE POR PUNZONADO, COMPRENDE: UN ELEMENTO ESTATOR, QUE PUEDE INSERTARSE EN UN ASIENTO CORRESPONDIENTE […]
 DISPOSITIVO DE CENTRADO PARA MATRICES DE TROQUELADO, del 11 de Septiembre de 2009, de ERNESTO MALVESTITI S.P.A.: Molde (S) para fabricar productos laminados que se cortan a partir de un material laminado, teniendo el molde al menos un punzón que actúa […]
DISPOSITIVO DE CENTRADO PARA MATRICES DE TROQUELADO, del 11 de Septiembre de 2009, de ERNESTO MALVESTITI S.P.A.: Molde (S) para fabricar productos laminados que se cortan a partir de un material laminado, teniendo el molde al menos un punzón que actúa […]