PROCEDIMIENTO PARA LA FABRICACIÓN DE UN SOPORTE Y SOPORTE.
Procedimiento para la fabricación de un soporte (1) configurado como cuerpo hueco prismático,
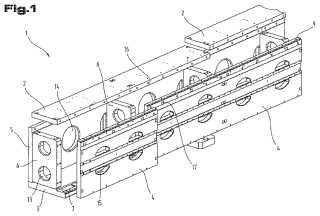
cuyas paredes se forman mediante el ensamblaje de módulos de cordón superior (2), módulos de cordón inferior (3), módulos de pared frontal (4) y módulos de pared posterior (5) dispuestos unos detrás de otros respectivamente en dirección longitudinal del soporte (1) , disponiéndose en el interior del soporte (1) con separaciones puentes transversales (6) y disponiéndose en el soporte (1) al menos una guía de conducción (7, 9) que tiene un recorrido en su dirección longitudinal para un grupo constructivo móvil a lo largo de la guía de conducción (7, 9), caracterizado porque los módulos (2, 3, 4, 5) que forman las paredes individuales se disponen unos detrás de otros respectivamente en dirección longitudinal del soporte (1), no coincidiendo los puntos de contacto formados respectivamente por esto con los puntos en los que hay un punto de contacto de módulos adyacentes en dirección longitudinal y porque la al menos una guía de conducción (7, 9) se forma mecanizándose con desprendimiento de virutas zonas de los módulos (2, 3, 4, 5) después del ensamblaje de los módulos (2, 3, 4, 5) y puentes transversales (6) .
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08010099.
B23Q1/01TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23Q PARTES CONSTITUTIVAS, DISPOSITIVOS O ACCESORIOS DE MAQUINAS HERRAMIENTAS, p. ej. DISPOSITIVOS PARA COPIAR O CONTROLAR (herramientas del tipo utilizado en tornos o máquinas de agujerear B23B 27/00 ); MAQUINAS HERRAMIENTAS DE UTILIZACION GENERAL, CARACTERIZADAS POR LA ESTRUCTURA DE CIERTAS PARTES CONSTITUTIVAS O DISPOSITIVOS; COMBINACIONES O ASOCIACIONES DE MAQUINAS PARA TRABAJAR EL METAL NO DESTINADAS A UN TRABAJO EN PARTICULAR. › B23Q 1/00 Elementos componentes de la estructura general de un tipo de máquina, y más especialmente los elementos fijos más grandes (B23Q 37/00 tiene prioridad). › Bastidores, bancos, columnas o elementos similares; Dispositivos de medios de deslizamiento.
B41J25/304B […] › B41IMPRENTA; MAQUINAS COMPONEDORAS DE LINEAS; MAQUINAS DE ESCRIBIR; SELLOS. › B41J MAQUINAS DE ESCRIBIR; MECANISMOS DE IMPRESION SELECTIVA, es decir, MECANISMOS QUE IMPRIMEN DE OTRA MANERA QUE NO SEA POR UTILIZACION DE FORMAS DE IMPRESION; CORRECCION DE ERRORES TIPOGRAFICOS (composición B41B; impresión sobre superficies especiales B41F; marcado para el lavado B41K; raspadores, gomas o dispositivos para borrar B43L 19/00; productos fluidos para corregir errores tipográficos por recubrimiento C09D 10/00; registro en materia de medidas G01; reconocimiento o presentación de datos, marcado de soportes de registro en forma numérica, p. ej. por punzonado, G06K; aparatos de franqueo o aparatos de impresión y entrega de tiquets G07B; conmutadores eléctricos para teclados, en general H01H 13/70, H03K 17/94; codificación en relación con teclados o dispositivos similares, en general H03M 11/00; emisores o receptores para transmisión de información numérica H04L; transmisión o reproducción de imágenes o de dibujos invariables en el tiempo, p. ej. transmisiones en facsímil, H04N 1/00; mecanismos de impresión especialmente adaptados para aparatos, p. ej. para cajas-registradoras, máquinas de pesar, produciendo un registro de su propio funcionamiento, ver las clases apropiadas). › B41J 25/00 Mecanismos o movimientos no previstos en otro lugar. › Mecanismos móviles para cabezas de impresión o carros móviles hacia o desde la superficie del papel (soportes de tipos que deslizan para la impresión B41J 1/36; soportes de tipos con movimiento oscilatorio para la impresión B41J 1/40).
B41J29/02B41J […] › B41J 29/00 Partes constitutivas o accesorios para máquinas de escribir o mecanismos de impresión selectivas no previstos en otro lugar. › Bancadas.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
La invención se refiere a un procedimiento para la fabricación de un soporte configurado como cuerpo hueco prismático, cuyas paredes se forman mediante el ensamblaje de módulos de cordón superior, módulos de cordón inferior, módulos de pared frontal y módulos de pared posterior dispuestos unos detrás de otros respectivamente en dirección longitudinal del soporte, disponiéndose en el interior del soporte con separaciones puentes transversales y disponiéndose en el soporte al menos una guía de conducción que tiene un recorrido en su sentido longitudinal para un grupo constructivo móvil a lo largo de la guía de conducción. Por la solicitud de patente US2007/0000886-A1 se conoce un procedimiento para la fabricación de un soporte y una bancada de máquina de una máquina herramienta. La máquina herramienta tiene un carro que se puede desplazar sobre guías de conducción de un soporte, que lleva un cabezal de mecanización. A su vez, el soporte se puede desplazar sobre guías de conducción de la bancada de máquina. En el documento está descrita una técnica para la fabricación sencilla del soporte y de la bancada de máquina mediante montaje a partir de piezas de chapa, que se recortaron mediante rayos láser. El documento US 2007/0000886 A1 desvela un procedimiento para la fabricación de una bancada de máquina para una máquina herramienta, fabricándose para el acortamiento del tiempo de fabricación la bancada de máquina a partir de un material de placas, que se estructura o fabrica mediante máquinas de mecanización con láser o de recorte. Con el uso de un procedimiento de recorte con plasma se consigue una exactitud de +/- 1 mm, sin embargo, con un recorte con láser, una exactitud de +/- 0,05 mm. Debido a las deformaciones térmicas durante el recorte con láser o la soldadura posterior se requiere deshacer las tensiones que se producen por ello, tratándose los elementos a labrar en un procedimiento de calentamiento térmico. Además se desvela que mediante un recorte de precisión con láser se pueden fabricar en poco tiempo a partir de material de chapa metálico estructuras de grandes dimensiones y se pueden configurar múltiples bridas de unión y escotaduras correspondientes en el material de placas, consiguiéndose durante el ensamblaje de las piezas de unión individuales la estabilidad dimensional correspondiente. Para hacer que la estructura sea rígida en dirección longitudinal están previstos además múltiples nervios de rigidez, que están dispuestos a lo largo del cuerpo de soporte y están unidos con el mismo. Particularmente, una representación detallada muestra que las placas laterales opuestas están ensambladas mediante un nervio de rigidez y están fijadas entre sí mediante un medio de fijación. Después de la fabricación de la bancada de máquina se aplican sobre la estructura fabricada guías de conducción y se unen con la bancada de máquina. El documento GB 2 387 816 A desvela un dispositivo de exploración para una impresora, dispositivo de exploración que presenta primeras y segundas guías, guías que se sujetan por uno o varios medios de soporte. Para la generación de una imagen de impresión de alta calidad se aplica la imagen de impresión a aplicar en varios ciclos, realizándose respectivamente sólo una impresión parcial. Para el aumento de la velocidad de impresión y, por tanto, del rendimiento se desvela que el dispositivo de exploración, particularmente la primera y segunda guía, están dispuestas de forma rígida en relación una con otra sobre los medios de soporte, para, de este modo, duplicar el rendimiento de impresión mediante disposición de dos cabezales de impresión. Para esto, cada guía comprende un medio de soporte de carril para respectivamente dos o más carriles, que están montados sobre el medio de soporte de carril. Además, cada parte de marco presenta un punto de alineación para alinear un carril de una guía de modo exacto con respecto al marco. Ya que las guías están fijadas de manera ajustable con la parte de marco, de este modo es posible una alineación exacta de las dos guías entre sí, después de que se hayan dispuesto las guías en la parte de marco, por lo que las dos guías se sujetan dispuestas exactamente en paralelo entre sí. Además, la primera y la segunda guía sobresalen respectivamente en extremos diferentes de la parte del marco sobre el mismo para poder disponer en ese punto, por ejemplo, una estación de servicio, para poder mantener o sustituir el cabezal de impresión. Para conseguir una alta exactitud de los carriles se mecaniza el medio de soporte de carril para presentar una tolerancia de menos de 0,1 mm por metro. Ahora, por este medio de soporte se sujetan los carriles y se fijan con el mismo mediante tornillos para compensar de este modo cualquier falta de linealidad del carril. Para la alineación de los carriles individuales se aloja un primer carril por el medio de alojamiento de carril en forma de V y se atornilla con el mismo. Para la alineación de la segunda guía en una posición correspondiente se incluye un medio de separación de referencia en la guía o entre los carriles, para poder alinear y fijar de este modo correctamente también la segunda guía. También el documento DE 101 05 001 A1 desvela un chasis de impresora para sujetar un tambor de representación, que comprende un marco de chapa, que se forma mediante múltiples elementos rígidos que se encuentran encajados entre sí, que están unidos firmemente mediante un revestimiento de plástico. Las piezas de chapa se cortan de tal manera que forman elementos rígidos que están provistos de salientes y ranuras, en las que pueden encajar otros elementos rígidos, de tal manera que forman el marco de chapa del chasis y se pueden componer particularmente de forma rápida a mano. Después se reviste la estructura montada mediante inmersión o pulverización con un plástico para la fabricación de un chasis firme. El revestimiento de plástico genera un precinto que se adhiere a los elementos que se encuentran encajados entre sí y fija los mismos en uniones compuestas de salientes y ranuras. Particularmente, este chasis se puede fabricar de forma sencilla y al mismo tiempo estructuralmente es lo suficientemente firme y forma, por tanto, en algunas aplicaciones una sustitución útil para una 2 E08010099 10-01-2012 pieza de moldeo de metal o una pieza de soldadura. Mediante el revestimiento con el plástico se unen los elementos individuales encajados entre sí, se fijan unos con otros en una relación fija en el espacio y se protegen contra corrosión. También el documento DE 699 26 723 T2 desvela una estructura de chasis de impresora que permite una colocación precisa de componentes y aún así permite una amplia flexibilidad de diseño con respecto a la colocación y aplicación de otros componentes. Para esto, el chasis presenta un primer soporte de estructura para llevar un equipo de barra de deslizamiento para un carro de impresión y dos elementos constructivos de placa lateral de estructura que definen respectivamente un asiento para el equipo de barra de deslizamiento. Preferentemente, el primer soporte está aplicado en cada elemento constructivo de placa lateral mediante múltiples puntos de aplicación, de tal manera que se impide una deformación del primer soporte durante la aplicación de los demás soportes de estructura o durante el uso de la impresora. Mediante configuración de aberturas correspondientes en los elementos constructivos de placa lateral es posible fabricar los soportes mediante un procedimiento de extrusión sin que se requiera una mecanización especial de los puntos de aplicación. El soporte del carro de impresión presenta apoyos de carcasa, que están configurados para la colocación de una barra de acero de precisión anterior y posterior, moviéndose el carro de impresión sobre estas barras de acero de precisión. Ya que estas barras de acero en la práctica no son exactamente rectas es necesario enderezar las mismas, mediante una sujeción de las mismas, firmemente con respecto al soporte conformado de forma exacta, sin influir a este respecto en un movimiento longitudinal condicionado térmicamente. En el centro de la barra y del soporte se consigue una colocación fija y exacta de la barra, sin embargo, hacia los extremos de la barra y del soporte la abertura está configurada de manera alargada, por lo que la barra puede realizar movimientos térmicos a lo largo de su extensión longitudinal. En total están previstas tres aberturas a lo largo de una barra. Ya que los soportes principales definen la rigidez del chasis y se fabrican particularmente a partir de un aluminio extruido se pueden impedir problemas de dilatación térmica y además es posible una mecanización para conseguir una exactitud correspondiente. Sin embargo, está previsto reelaborar posteriormente de forma... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la fabricación de un soporte (1) configurado como cuerpo hueco prismático, cuyas paredes se forman mediante el ensamblaje de módulos de cordón superior (2), módulos de cordón inferior (3), módulos de pared frontal (4) y módulos de pared posterior (5) dispuestos unos detrás de otros respectivamente en dirección longitudinal del soporte (1), disponiéndose en el interior del soporte (1) con separaciones puentes transversales (6) y disponiéndose en el soporte (1) al menos una guía de conducción (7, 9) que tiene un recorrido en su dirección longitudinal para un grupo constructivo móvil a lo largo de la guía de conducción (7, 9), caracterizado porque los módulos (2, 3, 4, 5) que forman las paredes individuales se disponen unos detrás de otros respectivamente en dirección longitudinal del soporte (1), no coincidiendo los puntos de contacto formados respectivamente por esto con los puntos en los que hay un punto de contacto de módulos adyacentes en dirección longitudinal y porque la al menos una guía de conducción (7, 9) se forma mecanizándose con desprendimiento de virutas zonas de los módulos (2, 3, 4, 5) después del ensamblaje de los módulos (2, 3, 4, 5) y puentes transversales (6). 2. Soporte (1) configurado como cuerpo hueco prismático, fabricado mediante un procedimiento de acuerdo con la reivindicación 1, cuyas paredes están formadas por módulos de cordón superior (2), módulos de cordón inferior (3), módulos de pared frontal (4) y módulos de pared posterior (5) dispuestos unos detrás de otros en dirección longitudinal del soporte (1), disponiéndose en el interior del soporte (1) con separaciones puentes transversales (6) y disponiéndose en el soporte (1) al menos una guía de conducción que tiene un recorrido en su dirección longitudinal para un grupo constructivo móvil a lo largo de la guía de conducción, caracterizado porque la al menos una guía de conducción está formada por al menos un perfil (8, 10) que se extiende a lo largo de la longitud de varios módulos (2, 3, 4, 5). 3. Soporte de acuerdo con la reivindicación 2, caracterizado porque los módulos (2, 3, 4, 5) están desplazados entre sí en dirección longitudinal del soporte (1), de tal forma que los puntos en los que se ponen en contacto entre sí dos módulos (2, 3, 4, 5) dispuestos unos detrás de otros en dirección longitudinal del soporte (1) no coinciden con los puntos en los que se ponen en contacto entre sí dos módulos (2, 3, 4, 5) dispuestos unos detrás de otros en dirección longitudinal del soporte (1) de la pared adyacente del soporte (1). 4. Soporte de acuerdo con la reivindicación 2 o 3, caracterizado porque los módulos (2, 3, 4, 5) entre sí y/o los módulos (2, 3, 4, 5) y los puentes transversales (6) están compuestos de diferentes materiales. 5. Soporte de acuerdo con una de las reivindicaciones 2 a 4, caracterizado porque los módulos (2, 3, 4, 5) entre sí y/o los módulos (2, 3, 4, 5) y los puentes transversales (6) unos con otros están unidos mediante adhesión. 6. Soporte de acuerdo con la reivindicación 5, caracterizado porque en las juntas de adhesión están incluidas fibras de carbono. 7. Soporte de acuerdo con una de las reivindicaciones 2 a 6, caracterizado porque los módulos (2, 3, 4, 5) entre sí y/o los módulos (2, 3, 4, 5) y los puentes transversales (6) unos con otros están unidos mediante clavijas. 8. Soporte de acuerdo con una de las reivindicaciones 2 a 7, caracterizado porque los módulos (2, 3, 4, 5) entre sí y/o los módulos (2, 3, 4, 5) y los puentes transversales (6) unos con otros están unidos mediante tornillos. 9. Soporte de acuerdo con una de las reivindicaciones 2 a 8, caracterizado porque en el interior del soporte (1) están dispuestos medios de tracción (12) pre-tensados que tienen un recorrido en dirección longitudinal. 7 E08010099 10-01-2012 8 E08010099 10-01-2012 9 E08010099 10-01-2012
Patentes similares o relacionadas:
Máquina herramienta, del 11 de Marzo de 2020, de Hüttmann, Martin: Máquina herramienta para el mecanizado de piezas de trabajo controlado por ordenador, con un soporte de máquina y al menos dos dispositivos […]
Máquina herramienta, del 27 de Febrero de 2020, de INDEX-WERKE GMBH & CO. KG HAHN & TESSKY: Máquina-herramienta con un bastidor de máquina que comprende una bancada de máquina que presenta un cuerpo de bancada de máquina que se extiende […]
Máquina textil de varias posiciones, especialmente máquinas de torsión o de hilado de doble hilo, del 26 de Febrero de 2020, de Saurer Technologies GmbH & Co. KG: Máquina textil de varias posiciones, que comprende una o varias unidades de husillos dobles , en donde la unidad de husillos dobles presenta un bastidor, que soporta […]
Torno, del 19 de Febrero de 2020, de Gedee Weiler Pvt Ltd: Torno con un carro guiado sobre un lecho , el cual puede moverse mediante un husillo accionado con un motor en una dirección z,
estando previstos […]
Máquina de fresado de pórtico, del 21 de Noviembre de 2019, de INNSE-BERARDI S.P.A. SOCIETA' UNIPERSONALE: 1. Máquina de fresado de pórtico , provista de:
- un par de montantes separados entre sí en una dirección transversal (Y), en la que cada montante se […]
Dispositivo de mecanizado, del 6 de Noviembre de 2019, de HOMAG GmbH: Dispositivo de mecanizado para mecanizar unas piezas de trabajo de madera, de materiales de trabajo derivados de la madera, de plástico o similares, con una […]
Maquina herramienta con componentes funcionales que generan calor durante el funcionamiento y procedimiento correspondiente, del 29 de Mayo de 2019, de DECKEL MAHO SEEBACH GMBH: Máquina herramienta con un bastidor de máquina, en el que están dispuestos componentes funcionales, que generan calor en el funcionamiento, y que presenta […]
Máquina de tallado de engranajes horizontal con cabezales de tallado dobles, del 22 de Mayo de 2019, de Bourn & Koch, Inc: Una máquina de tallado de engranajes , que comprende:
una base ;
una columna montada en y que puede moverse en relación […]
Utilizamos cookies para mejorar nuestros servicios y mostrarle publicidad relevante. Si continua navegando, consideramos que acepta su uso. Puede obtener más información aquí. .
 Máquina herramienta, del 27 de Febrero de 2020, de INDEX-WERKE GMBH & CO. KG HAHN & TESSKY: Máquina-herramienta con un bastidor de máquina que comprende una bancada de máquina que presenta un cuerpo de bancada de máquina que se extiende […]
Máquina herramienta, del 27 de Febrero de 2020, de INDEX-WERKE GMBH & CO. KG HAHN & TESSKY: Máquina-herramienta con un bastidor de máquina que comprende una bancada de máquina que presenta un cuerpo de bancada de máquina que se extiende […]