PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACIÓN DE CORTINAS DE OCULTACIÓN DE TECHOS DE VEHÍCULOS.
El procedimiento comprende: a) colocació de la cortina(51) sobre una sufridera (4) de forma que la cortina (51) quede en contacto con la sufridera (4) por una segunda cara de la cortina (51) que queda vista desde el interior del vehículo en posición de utilización de la cortina (51);
b)colocación de una porción de material laminar (52), sobre la citada primera cara de la cortina (51); c)aplicación de calor y una presión de soldeo, sobre la porción de material laminar (52) colocada sobre la cortina (51) en la fase b),de forma que el calor aplicado es suficiente para fundir parcialmente el material termofusible y d)evacuación de calor de la sufridera (4) de forma que en la superficie exterior de la segunda cara de la cortina (51), en contacto con la sufridera (4), la temperatura sea inferior a la de reblandecimiento del material de la cortina, a la presión de soldeo aplicada durante la fase c).
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P200803760.
Solicitante: GRUPO ANTOLIN-INGENIERIA, S.A..
Nacionalidad solicitante: España.
Inventor/es: MARCOS GONZALEZ,CESAR.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C65/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › Ensamblado de elementos preformados; Aparatos a este efecto.
- B60J1/20 B […] › B60 VEHICULOS EN GENERAL. › B60J VENTANAS, PARABRISAS, TECHOS AMOVIBLES, PUERTAS O DISPOSITIVOS SIMILARES PARA VEHICULOS; CUBIERTAS PROTECTORAS EXTERNAS AMOVIBLES ESPECIALMENTE ADAPTADAS A VEHICULOS (fijación, suspensión, cierre o apertura de esos dispositivos E05). › B60J 1/00 Ventanas; Parabrisas; Accesorios para ellas (B60J 10/00 tiene prioridad; cortinas de aire en lugar de ventanas B60J 9/04). › Accesorios, p. ej. deflectores de viento, pantallas (disposiciones antideslumbramiento B60J 3/00; deflectores de viento asociados para techos que se abren B60J 7/22; cubiertas protectoras externas amovibles para ventanas o parabrisas B60J 11/08; disposiciones para la calefacción especialmente adaptadas a superficies transparentes o reflectoras H05B 3/84).
- B60J7/00 B60J […] › Techos no fijos; Techos con paneles móviles (B60J 10/00 tiene prioridad; bajo el aspecto de ventanas B60J 1/00; techos fijos B62D 25/06; mecanismos para apertura de batientes E05F 11/00, E05F 15/00).
Fragmento de la descripción:
material termofusible, de forma que al aplicar calor se
Procedimiento y dispositivo para la fabricación de cortinas de ocultación de techos de vehículos. Objeto de la invención
La presente invención se refiere a un procedimiento y dispositivo para la fabricación de cortinas de ocultación de techos de vehículos, y se encuadra dentro de los sistemas de ocultación para techos de vehículos, especialmente techos panorámicos, tales como techos transparentes de grandes dimensiones. Antecedentes de la invención
En los vehículos con techos panorámicos es necesaria la incorporación en el interior del vehículo de un sistema de ocultación para tapar o descubrir completamente la superficie acristalada que constituye el techo panorámico. Es habitual que estos sistemas de ocultación comprendan una cortina que puede enrollarse en un tambor dispuesto en un extremo y desenrollarse tapando completamente el techo acristalado y así se impide el paso de los rayos del sol.
Estas cortinas tienen que cumplir varios requisitos ya que en primer lugar tienen que ser completamente opacas (transparencia nula) y deben proporcionar un buen aspecto estético, por ejemplo que no presenten arrugas.
Cuando las cortinas son de grandes dimensiones se plantea un problema ya que el techo del vehículo presenta generalmente una cierta curvatura, mientras que la cortina queda completamente plana, o incluso descuelga hacia abajo por su propio peso. Por lo tanto, además del aspecto estético poco adecuado, la cortina reduce el espacio disponible en el interior del coche, por lo que es interesante que la cortina quede lo más cerca posible del techo y siga la forma del mismo.
Para solucionar este problema, las cortinas pueden incorporar una serie de costillas o refuerzos transversales que mantienen la cortina con cierta tensión. Estas costillas pueden presentar incluso una cierta curvatura que mantienen la cortina lo más cerca posible del techo.
Estas costillas están dispuestas en la cara no vista de la cortina, es decir en la cara de la cortina enfrentada con el techo del vehículo, y están unidas a la cortina por diversos medios de fijación. Por ejemplo, pueden estar pegadas a la cortina o incluso dentro de un alojamiento configurado para envolver al menos una parte de las costillas, estando el citado alojamiento constituido por una porción de material laminar unido a la cortina. Se entiendo por material laminar un material en forma de lámina, es decir, cuyo espesor es pequeño comparado con las dimensiones de la lámina. En el caso de alojar cada costilla dentro de un alojamiento como los mencionados, la porción de material laminar que va a constituir el alojamiento, está adherida a la cortina por su cara no vista. La unión puede ser por cosido o mediante adhesivo. En ambos casos se plantea el mismo problema, consistente en que por la cara vista se notan las uniones de las porciones de material laminar, bien porque se ve el cosido o, en el caso del adhesivo, porque se notan ciertas tensiones en la cortina ya que el adhesivo provoca una contracción del material de la cortina, de forma que el aspecto estético no es bueno.
También se pueden unir la cortina y la porción de material laminar por termofusión. En este caso, al menos uno de los dos elementos, cortina o porción de material laminar, debe estar constituido por materiaproduce la fusión del material termofusible, quedando unidas la cortina y la porción de material laminar en diversos puntos o zonas mediante el material termofusible. La aplicación de calor se realiza en la cara exterior de la porción de material laminar, opuesta a la superficie de contacto entre la porción de material laminar y la cortina, y este calor debe ser suficientemente elevado para que funda la zona de unión entre la porción de material laminar y la cortina. El problema es que, para que se produzca la fusión de la zona de unión, es necesario calentar una cantidad de material de la cortina durante un tiempo suficiente, provocando la fusión de parte de la cortina de tal forma que el calor puede incluso llegar a la cara vista de la cortina, provocando defectos visibles en esta cara vista.
Descripción de la invención
El procedimiento y dispositivo para la fabricación de cortinas de ocultación de techos de vehículos, objeto de esta invención, presenta unas particularidades constructivas orientadas a conseguir un procedimiento de obtención de los alojamientos para las costillas, que no produzca ninguna alteración en la cortina y en las zonas de unión, es decir, que desde la cara vista de la cortina no se observe ninguna alteración en esas zonas.
Así, el procedimiento de fabricación objeto de la invención comprende las fases siguientes:
a) colocación de la cortina sobre una sufridera de forma que la cortina quede en contacto con la sufridera por una segunda cara de la cortina que queda vista desde el interior de un vehículo en posición de utilización de la cortina. La cortina puede comprender una capa de material termofusible que queda dispuesta en una primera cara de la cortina que queda oculta en posición de utilización de la cortina.
b) colocación de una porción de material laminar sobre la citada primera cara de la cortina que queda oculta desde el interior del vehículo en posición de utilización de la cortina. La porción de material laminar puede comprender una capa de material termofusible en una cara de la porción de material laminar que queda en contacto con la cortina. La porción de material laminar puede estar constituida íntegramente de material termofusible.
c) aplicación de calor y una presión de soldeo, sobre la porción de material laminar colocada sobre la cortina en la fase b) , de forma que el calor aplicado es suficiente para fundir parcialmente el material termofusible.
d) evacuación de calor de la sufridera de forma que en la superficie exterior de la segunda cara de la cortina, en contacto con la sufridera, la temperatura sea inferior a la de reblandecimiento del material de la cortina a la presión de soldeo aplicada durante la fase c) .
De esta forma se consigue que la soldeo afecte a la cortina solo por su primera cara en contacto con la porción de material laminar, sin que se produzcan marcas ni deformaciones en el segunda cara de la cortina, que permanece durante la operación de soldeo en contacto con la sufridera y queda visible durante su utilización desde el interior del vehículo.
Como se ha indicado, la unión entre la cortina y la porción de material laminar se realiza por termofusión de un material termofusible que puede incorporar la porción de material laminar o la cortina, o ambas dos, aunque preferentemente la porción de material laminar. Este material termofusible puede ser una capa adherida sobre la cortina o porción de material laminar, quedando esta capa situada entre la cortina y la porción de material laminar durante la fase de aplicación de calor y de la presión de soldeo. También se ha previsto que la porción de material laminar o la cortina puedan estar obtenidos integramente en material termofusible, preferentemente la porción de material laminar.
El material termofusible puede ser un termoplástico, por ejemplo polipropileno o PVC.
El procedimiento para la fabricación adicionalmente comprende una fase de pisado de la cortina y porción de material laminar, de tal forma que no se muevan durante la fase de aplicación de calor y presión de soldeo, para garantizar su posición y evitar la formación de arrugas o pliegues.
El material termofusible puede estar dispuesto de forma continua o discontinua, de forma que la termofusión del mismo produce una línea de soldeo continua o bien una serie de líneas discontinuas.
Es también objeto de la invención un dispositivo para la fabricación de cortinas de ocultación de techos de vehículos que comprende:
una sufridera para el apoyo de una cortina por una segunda cara de la cortina que queda vista desde el interior del vehículo en posición de utilización de la cortina
unos medios de calentamiento y presión para la aplicación de calor y de la presión de soldeo sobre una porción de material laminar dispuesta sobre la cortina y en contacto con la citada primera cara de la cortina,
comprendiendo la sufridera medios de refrigeración para evacuar calor de la sufridera de forma que en la superficie exterior de la segunda cara de la...
Reivindicaciones:
1. Procedimiento para la fabricación de cortinas
(51) de ocultación de techos de vehículos, comprendiendo las citadas cortinas (51) alojamientos configurados para envolver al menos una parte de unas costillas de sustentación de la cortina (51) , estando los citados alojamientos constituidos por una porción de material laminar que se une a la cortina (51) , a través de puntos de unión, por una primera cara de la cortina
(51) que queda oculta desde el interior del vehículo en posición de utilización de la cortina (51) , realizándose la unión mediante un material termofusible, caracterizado porque comprende las fases siguientes:
a) colocación de la cortina (51) sobre una sufridera (4) de forma que la cortina (51) quede en contacto con la sufridera (4) por una segunda cara de la cortina (51) que queda vista desde el interior del vehículo en posición de utilización de la cortina (51)
b) colocación de una porción de material laminar (52) , sobre la citada primera cara de la cortina (51) ,
c) aplicación de calor y una presión de soldeo, sobre la citada porción de material laminar (52) colocada sobre la cortina (51) en la fase b) , de forma que el calor aplicado es suficiente para fundir parcialmente el material termofusible
d) evacuación de calor de la sufridera (4) de forma que en la superficie exterior de la segunda cara de la cortina (51) , en contacto con la sufridera (4) , la temperatura sea inferior a la de reblandecimiento del material de la cortina, a la presión de soldeo aplicada durante la fase c) .
2. Procedimiento para la fabricación de cortinas
(51) de ocultación de techos de vehículos según reivindicación 1 que adicionalmente comprende una fase de pisado de la cortina (51) y la porción de material laminar (52) , de tal forma que no se mueven durante la fase d) .
3. Procedimiento para la fabricación de cortinas de ocultación de techos de vehículos, según reivindicaciones1º2, caracterizado porque la cortina
(51) comprende una capa de material termofusible que puede fundirse por la aplicación de calor y presión de soldeo en la fase c) .
4. Procedimiento para la fabricación de cortinas de ocultación de techos de vehículos, según reivindicaciones1º2, caracterizado porque la porción de material laminar (52) comprende una capa de material termofusible que puede fundirse por la aplicación de calor y presión de soldeo en la fase c) .
5. Procedimiento para la fabricación de cortinas de ocultación de techos de vehículos, según reivindicaciones1º2, caracterizado porque la porción de material laminar (52) es de un material termofusible que puede fundirse parcialmente por la aplicación de calor y presión de soldeo en la fase c) .
6. Procedimiento para la fabricación de cortinas de ocultación de techos de vehículos, según cualquiera de las reivindicaciones anteriores, caracterizado porque el material termofusible se funde de forma que produce al menos una línea de unión entre la cortina
(51) y la porción de material laminar (52) .
7. Procedimiento para la fabricación de cortinas de ocultación de techos de vehículos, según reivindicación 6, caracterizado porque la citada línea de unión es una línea continua.
8. Dispositivo para la fabricación de cortinas de ocultación de techos de vehículos, comprendiendo las citadas cortinas (51) alojamientos configurados para envolver al menos una parte de unas costillas de sustentación de la cortina (51) , estando los citados alojamientos constituidos por una porción de material laminar que se une a la cortina (51) , a través de puntos de unión, por una primera cara de la cortina (51) que queda oculta desde el interior del vehículo en posición de utilización de la cortina, realizándose la unión mediante un material termofusible, caracterizado porque comprende:
una sufridera (4) para el apoyo de una cortina (51) por una segunda cara de la cortina que queda vista desde el interior del vehículo, en posición de utilización de la cortina y
unos medios de calentamiento y presión para la aplicación de calor y presión de soldeo sobre la citada porción de material laminar (52) dispuesta sobre la cortina (51) , por la citada primera cara de la cortina,
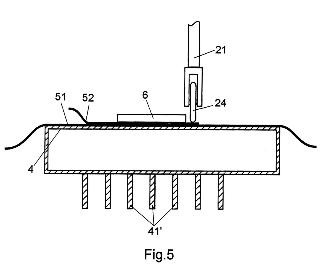
comprendiendo la sufridera (4) medios de refrigeración (41) para evacuar calor de la sufridera (4) de forma que en la superficie exterior de la segunda cara de la cortina (51) , en contacto con la sufridera (4) , la temperatura sea inferior a la de reblandecimiento del material de la cortina (51) a la presión de soldeo.
9. Dispositivo para la fabricación de cortinas de ocultación de techos de vehículos según reivindicación 8, caracterizado porque la sufridera (4) es de un material conductor del calor.
10. Dispositivo para la fabricación de cortinas de ocultación de techos de vehículos según reivindicaciones 8 o 9, caracterizado porque los medios de refrigeración (41) son externos a la sufridera (4) .
11. Dispositivo para la fabricación de cortinas de ocultación de techos de vehículos según cualquiera de las reivindicación 8 a 10, caracterizado porque los medios de refrigeración (41) comprenden conductos interiores a la sufridera (4) para el paso de un fluido refrigerante.
12. Dispositivo para la fabricación de cortinas de ocultación de techos de vehículos según cualquiera de las reivindicación 8 a 11 que comprende un pisador
(6) para la inmovilización de la porción de material laminar (52) y la cortina (51) contra la sufridera (4) durante la operación de aplicación de calor y presión de soldeo.
13. Dispositivo para la fabricación de cortinas de ocultación de techos de vehículos según cualquiera de las reivindicaciones8a12, caracterizado porque comprende un sensor de temperatura (11) para la regular la aplicación de calor.
14. Dispositivo para la fabricación de cortinas de ocultación de techos de vehículos, según cualquiera de las reivindicaciones8a13, caracterizado porque la cortina (51) comprende una capa de material termofusible que puede fundirse por la aplicación de calor y presión de soldeo en la fase c) .
15. Dispositivo para la fabricación de cortinas de ocultación de techos de vehículos, según cualquiera de las reivindicaciones8a13, caracterizado porque la porción de material laminar (52) comprende una capa de material termofusible que puede fundirse por
la aplicación de calor y presión de soldeo en la fase c) .
16. Dispositivo para la fabricación de cortinas de ocultación de techos de vehículos, según cualquiera de las reivindicaciones8a13, caracterizado porque la porción de material laminar (52) es de un material termofusible que puede fundirse parcialmente por la aplicación de calor y presión de soldeo en la fase c) .
17. Dispositivo para la fabricación de cortinas de ocultación de techos de vehículos, según cualquiera de las reivindicaciones8a16, caracterizado porque el material termofusible se funde de forma que produce al menos una línea de unión entre la cortina (51) y la porción de material laminar (52) .
18. Dispositivo para la fabricación de cortinas de ocultación de techos de vehículos, según reivindicación 17, caracterizado porque la citada línea de unión es una línea continua.
19. Dispositivo para la fabricación de cortinas de ocultación de techos de vehículos según reivindicación 8, caracterizado porque el cabezal de calentamiento y presión comprende un útil soldador (2) dispuesto sobre un carro (1) montado con posibilidad de desplazamiento longitudinal sobre unas guías (3) paralelas a la sufridera (4) ; comprendiendo dicho útil soldador (2) un vástago (21) portador de una roldana
(24) extrema, unos medios de calentamiento (22) del vástago (21) y la roldana (24) y unos medios de empuje (23) para el desplazamiento del vástago hacia la sufridera y la actuación de la roldana (24) , con una presión constante contra la porción de material laminar (52) a soldar sobre la cortina (51) .
20. Dispositivo, según reivindicación 19, caracterizado porque los medios de calentamiento (22) están dispuestos sobre el vástago (21) .
Patentes similares o relacionadas:
 Proceso para sellar un accesorio flexible a una película flexible, del 29 de Julio de 2020, de Dow Global Technologies LLC: Un proceso que comprende:
A. proporcionar un accesorio con una base , comprendiendo la base un copolímero multibloque de etileno/α-olefina;
[…]
Proceso para sellar un accesorio flexible a una película flexible, del 29 de Julio de 2020, de Dow Global Technologies LLC: Un proceso que comprende:
A. proporcionar un accesorio con una base , comprendiendo la base un copolímero multibloque de etileno/α-olefina;
[…]
 Pared de saco, tubo de saco y saco producido a partir de éste, y método para su producción, del 29 de Julio de 2020, de MONDI AG: Pared de saco diseñada para producir un saco abierto en un lado superior por medio de al menos una costura de conexión y para cerrar dicho saco por medio […]
Pared de saco, tubo de saco y saco producido a partir de éste, y método para su producción, del 29 de Julio de 2020, de MONDI AG: Pared de saco diseñada para producir un saco abierto en un lado superior por medio de al menos una costura de conexión y para cerrar dicho saco por medio […]
Elemento de ajuste para su uso en la rehabilitación de tuberías y método para producir el mismo, del 8 de Julio de 2020, de Mocs Beheer B.V: Un elemento de ajuste para su uso en la rehabilitación de tuberías con un revestimiento, el elemento de ajuste que comprende un artículo compuesto de fibras […]
Tubo de distribución para sistema de riego y fertilización y método para la fabricación del mismo, del 1 de Julio de 2020, de Responsive Drip Irrigation, LLC: Tubo de distribución , comprendiendo: un sustrato ; y un soporte acoplado al sustrato , el tubo de distribución estando configurado […]
Procedimiento de cierre de un embalaje tubular y de control continuo de la estanqueidad de su extremo soldado después del llenado, del 17 de Junio de 2020, de PIERRE FABRE DERMO-COSMETIQUE: Procedimiento de cierre de un embalaje tubular y de control de la estanqueidad de su extremo soldado , después de su llenado hasta un nivel de […]
Método para minimizar inconsistencias que aparecen sobre la superficie de un componente compuesto y una tira compuesta precurada, del 6 de Mayo de 2020, de THE BOEING COMPANY: Método para aplicar una tira compuesta precurada a un componente compuesto , comprendiendo la tira compuesta precurada una primera capa de material […]
Métodos y aparatos para el control de calidad guiado de un sistema de envasado, del 6 de Mayo de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Método para el control de calidad de un sistema de envasado, comprendiendo dicho método: recibir un registro de datos de identificación de envasado, estando relacionado […]
Un producto de rapé oral en bolsa, del 29 de Abril de 2020, de Swedish Match North Europe AB: Un producto de rapé oral en bolsa que comprende un material de relleno y una bolsa permeable a la saliva que encierra el material de relleno, […]