Procedimiento y dispositivo para la fabricación de chapas de rotor y de estátor.
Procedimiento para la fabricación de chapas de rotor y de estátor (9,
13), en el que unas ranuras de rotor (7),unas ranuras de estátor (12) y un orificio de vástago (8) son cortadas a partir de una chapa (1) y la chapa de rotor (9)y la chapa de estátor (13) son separadas la una de la otra y de la chapa (1) mediante unos cortes de separación (14,15), caracterizado porque, en primer lugar, las ranuras de rotor (7) y el orificio de vástago (8) son cortadas a partir dela chapa (1) y porque a continuación, las ranuras de estátor (12) son cortadas a partir de la chapa (1) y se realizanlos cortes de separación (14, 15).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E10006486.
Solicitante: ANDRITZ TECHNOLOGY AND ASSET MANAGEMENT GMBH.
Nacionalidad solicitante: Austria.
Dirección: Stattegger Strasse 18 8045 Graz.
Inventor/es: Mössner,Bernd.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21D28/22 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 28/00 Conformación por corte a presión; Perforación. › Entallado de la periferia de piezas sin elaborar circulares, p. ej. para hacer laminillas de máquinas dinamoeléctricas.
- H02K15/02 ELECTRICIDAD. › H02 PRODUCCION, CONVERSION O DISTRIBUCION DE LA ENERGIA ELECTRICA. › H02K MAQUINAS DINAMOELECTRICAS (relés dinamoeléctricos H01H 53/00; transformación de una potencia de entrada en DC o AC en una potencia de salida de choque H02M 9/00). › H02K 15/00 Métodos o aparatos especialmente adaptados para la fabricación, montaje, mantenimiento o reparación de máquinas dinamoeléctricas. › de cuerpos estatóricos o rotóricos.
PDF original: ES-2383343_T3.pdf
Fragmento de la descripción:
Procedimiento y dispositivo para la fabricación de chapas de rotor y de estátor.
La presente invención se refiere a un procedimiento para la fabricación de chapas de rotor y estátor, en el cual las ranuras de rotor, las ranuras de estátor y un orificio de vástago son cortados a partir de una chapa y la chapa de rotor y la chapa de estátor son separadas la una de la otra y de la chapa mediante unos cortes de separación.
La invención se refiere además a un dispositivo para la fabricación de chapas de rotor y de estátor con herramientas para cortar ranuras de rotor, ranuras de estátor y un orificio de vástago a partir de una chapa y para realizar cortes de separación, para separar la chapa de rotor y la chapa de estátor la una de la otra y de la chapa, y con una dirección de transporte para la chapa.
Un procedimiento de este tipo y un dispositivo de este tipo se conocen, por ejemplo, por el documento DE-A 100 19
368. Una desventaja de la tecnología descrita en el documento DE-A 100 19 368 radica en que durante la fabricación de las ranuras de estátor se separa, al mismo tiempo, una pieza en bruto para la chapa de rotor, que tiene que ser transportada entonces a otra estación de procesamiento y que solo entonces puede ser fabricada finalmente en ésta.
La invención se plantea por ello el problema de crear un procedimiento y un dispositivo en el cual las chapas de rotor y de estátor puedan ser fabricadas de forma más sencilla.
Este problema se resuelve, en un procedimiento del tipo mencionado al principio, gracias a que en primer lugar, las ranuras de rotor y el orificio de vástago son cortadas a partir de chapa y porque a continuación, las ranuras de estátor son cortadas a partir de la chapa y se realizan los cortes de separación.
En un dispositivo del tipo mencionado, este problema se resuelve gracias a que, visto en la dirección de transporte, está dispuesta, en primer lugar, una herramienta o una combinación de herramientas para el corte de ranuras de rotor y del orificio de vástago y a continuación, una herramienta o una combinación de herramientas para el corte de ranuras de estátor y para llevar a cabo los cortes de separación.
La ventaja del procedimiento según la invención y del dispositivo según la invención radica en que la chapa de rotor, tras el corte de ranuras de rotor y del orificio de vástago, continúa colgando todavía de la chapa de estátor o de la chapa, a partir de la cual son cortadas la chapa de rotor y la chapa de estátor. A continuación, se necesita únicamente un único procedimiento de posicionamiento adicional, después de lo cual las ranuras de estátor son cortadas y la chapa de rotor y la chapa de estátor son separadas de la chapa.
Fundamentalmente, se prefiere en la invención que las ranuras de rotor y el orificio de vástago sean cortados simultáneamente a partir de la chapa y que las ranuras de estátor sean realizados simultáneamente con los cortes de separación. Esto se prefiere en especial cuando las ranuras de rotor, las ranuras de estátor, el orificio de vástago y los cortes de separación se realizan mediante estampado.
De manera alternativa, naturalmente es también posible realizar los cortes individuales, por ejemplo, con la ayuda de dispositivos de corte por láser o dispositivos de corte por plasma, siendo realizados los cortes individuales, bajo 45 ciertas circunstancias, unos después de otros.
Aunque en la invención sería fundamentalmente posible cortar las chapas de rotor y de estátor a partir de tablas de chapa individuales, más pequeñas o más grandes, se prefiere que las chapas de rotor y estátor sean cortadas, una tras otra, a partir de chapa alargada, transportada en dirección longitudinal, en especial a partir de una banda 50 metálica extruida de los rodillos dado que esto hace posible una fabricación muy rápida y racional.
Se prefiere en especial, en el ámbito de la invención, que las chapas de rotor y estátor sean cortadas, en una disposición en zigzag, a partir de la chapa, dado que esto hace posible un aprovechamiento óptimo del material.
55 Al mismo tiempo se prefiere en la invención que para el corte de ranuras de rotor y del orificio de vástago, por un lado, y para el corte de las ranuras de estátor y la realización de los cortes de separación, por otro lado, se utilizarse, respectivamente, una herramienta o una combinación de herramientas y que la chapa se mueve en una movimiento en zigzag por debajo de las herramientas y las combinaciones de herramientas. De manera alternativa se pueden mover también, naturalmente, las herramientas transversalmente con respecto a la dirección e transporte de la 60 chapa.
Otras formas de realización preferidas de la invención son el objeto de las restantes reivindicaciones dependientes.
Otras características y ventajas de la invención se ponen de manifiesto a partir de la siguiente descripción de un 65 ejemplo de forma de realización preferido de la invención haciendo referencia al dibujo adjunto.
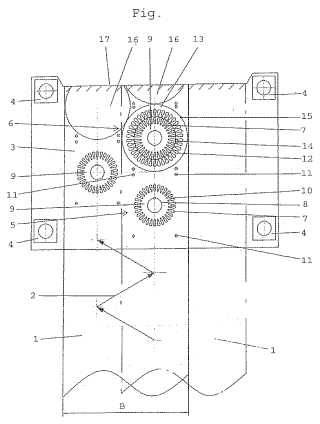
En la forma de realización de la invención representada en el dibujo se mueve una banda metálica 1 a lo largo de un movimiento en zigzag, representando mediante las flechas 2, por debajo de una placa de soporte 3 para herramientas no representadas. Una dirección de transporte para la chapa 1 no está representada en concreto y consiste en un primer accionamiento, el cual transporta la chapa 1 en dirección longitudinal así como un segundo accionamiento, el cual lleva a cabo el movimiento transversal de la chapa 1. La placa de soporte 3 está conectada, mediante unos postes 4, con unos cimientos. Los postes 4 están distanciados tanto entre sí, vistos transversalmente con respecto a la dirección de movimiento de la chapa 1, que la chapa 1 que presenta una anchura B (abstrayendo de un movimiento en su dirección longitudinal) puede ser movida, de un lado para otro, desde una primera posición, representada mediante líneas continuas, a una segunda posición, representada mediante líneas de raya y punto.
En una posición designada mediante el número de referencia 5 se encuentra en la placa de soporte 3 una primera herramienta, no representada de manera concreta en el dibujo, con la cual se estampan, a partir de chapa 1, ranuras de rotor 7 y el orificio de vástago 8 de una chapa de rotor 9 que hay que fabricar. Mediante unos nervios de conexión 10 pasantes entre las ranuras de rotor 7, la chapa de rotor 9 que hay que fabricar está conectada todavía fuertemente con la chapa 1. Simultáneamente con la fabricación de ranuras de rotor 7 y del orificio de vástago 8 se pueden estampar orificios de búsqueda 11 en la chapa 1.
Mientras que en la posición designada mediante el número de referencia 5 se estampan las ranuras de rotor 7 y el orificio de vástago 8, se estampan simultáneamente en la posición designada mediante el número de referencia 6, con una segunda herramienta no representada de manera concreta, ranuras de estátor 12 de una chapa de estátor 13 que hay que fabricar así como dos cortes de separación con herramientas de estampado correspondientes, es decir un primer corte de separación 14, que separa la chapa de rotor 9 acabada con ello, de la chapa de estátor 13 y un segundo corte de separación 15, que separa la chapa de estátor 13 de la chapa 1.
Las herramientas de estampado para las ranuras 7, 12, el orificio de vástago 8 y los cortes de separación 14, 15 pueden ser herramientas en sí conocidas por el estado de la técnica, de manera que no se describen aquí de manera detallada.
La chapa de rotor 9 y la chapa de estátor 13 están acabadas con ello y pueden ser extraídas hacia arriba o pueden caer hacia abajo desde la chapa 1. Queda un resto de chapa 1 entre los orificios designados mediante el número de referencia 16 en el dibujo, siendo el material restante de la chapa 1 cortado por un canto de corte 17, que cierra la paca portadora 3, en piezas más pequeñas. Mediante el movimiento en zigzag 2 de la chapa 1 se desplaza, de manera alternativa, la mitad izquierda y derecha de la chapa 1, en cada caso en la dirección longitudinal, algo más que la mitad del diámetro de la chapa de estátor 13 (que corresponde a la mitad del diámetro del corte de separación 15) , de manera que se forma únicamente una pérdida de material muy pequeña.
Las chapas de rotor 3 y las chapas de estátor 13 pueden ser fabricadas, según la invención, únicamente en dos procedimientos de procesamiento... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la fabricación de chapas de rotor y de estátor (9, 13) , en el que unas ranuras de rotor (7) , unas ranuras de estátor (12) y un orificio de vástago (8) son cortadas a partir de una chapa (1) y la chapa de rotor (9)
y la chapa de estátor (13) son separadas la una de la otra y de la chapa (1) mediante unos cortes de separación (14, 15) , caracterizado porque, en primer lugar, las ranuras de rotor (7) y el orificio de vástago (8) son cortadas a partir de la chapa (1) y porque a continuación, las ranuras de estátor (12) son cortadas a partir de la chapa (1) y se realizan los cortes de separación (14, 15) .
2. Procedimiento según la reivindicación 1, caracterizado porque las ranuras de rotor (7) y el orificio de vástago (8) son cortados de la chapa (1) al mismo tiempo.
3. Procedimiento según la reivindicación 1 ó 2, caracterizado porque las ranuras de estátor (12) son fabricadas al mismo tiempo que los cortes de separación (14, 15) . 15
4. Procedimiento según una de las reivindicaciones 1 a 3, caracterizado porque las ranuras de rotor (7) , las ranuras de estátor (12) , el orificio de vástago (8) y los cortes de separación (14, 15) son realizados por estampación.
5. Procedimiento según una de las reivindicaciones 1 a 4, caracterizado porque las chapas de rotor y de estator (9,
13) son cortadas, una tras otra, a partir de la chapa (1) alargada y transportada en dirección longitudinal, en particular, a partir de una banda metálica extraída de los rodillos.
6. Procedimiento según la reivindicación 5, caracterizado porque la banda es conducida en un movimiento en zigzag
y las chapas de rotor y estátor (9, 13) son cortadas a partir de la chapa (1) en una disposición en zigzag. 25
7. Procedimiento según la reivindicación 6, caracterizado porque para cortar las ranuras de rotor (7) y el orificio de vástago (8) , por un lado, y para cortar las ranuras de estátor (12) y realizar los cortes de separación (14, 15) , por otro, se utiliza, respectivamente, una herramienta o una combinación de herramientas (5, 6) y la chapa (1) es movida, en un movimiento en zigzag (2) , por debajo de las herramientas o de las combinaciones de herramientas (5,
30 6) .
8. Dispositivo para la fabricación de chapas de rotor y de estátor (9, 13) con unas herramientas (5, 6) para cortar unas ranuras de rotor (7) , unas ranuras de estátor (12) y un orificio de vástago (8) a partir de una chapa (1) y para realizar unos cortes de separación (14, 15) , para separar la chapa de rotor (9) y la chapa de estátor (13) la una de la otra y de la chapa (1) y con un dispositivo de transporte para la chapa (1) , caracterizado porque, visto en la dirección de transporte, en primer lugar está dispuesta una herramienta o una combinación de herramientas (5) para cortar las ranuras de rotor (7) y el orificio de vástago (8) y a continuación, una herramienta o una combinación de herramientas (6) para cortar las ranuras de estátor (12) y para realizar los cortes de separación (14, 15) .
9. Dispositivo según la reivindicación 8, caracterizado porque las herramientas o combinaciones de herramientas (5, 6) son herramientas de estampado.
10. Dispositivo según la reivindicación 8 ó 9, caracterizada porque el dispositivo de transporte para transportar la chapa (1) alargada, en particular una banda metálica extraída de los rodillos presenta un primer accionamiento para 45 el transporte en sentido longitudinal y un segundo accionamiento para el movimiento transversal de la chapa.
Patentes similares o relacionadas:
 Paquete de láminas y procedimiento para su fabricación, del 25 de Diciembre de 2019, de Kienle + Spiess GmbH: Procedimiento para la fabricación de paquetes de láminas de altura controlada en una herramienta , en el que se troquelan láminas sobre las que […]
Paquete de láminas y procedimiento para su fabricación, del 25 de Diciembre de 2019, de Kienle + Spiess GmbH: Procedimiento para la fabricación de paquetes de láminas de altura controlada en una herramienta , en el que se troquelan láminas sobre las que […]
Generador síncrono de una turbina eólica sin engranajes, del 4 de Diciembre de 2019, de Wobben Properties GmbH: Generador síncrono para una turbina eólica sin engranajes , que comprende - un estator , - un eje de rotación y […]
Paquete de láminas así como procedimiento para su producción, del 11 de Septiembre de 2019, de Kienle + Spiess GmbH: Paquete de láminas con láminas dispuestas unas encima de otras, que están unidas entre sí en cada caso a través de una primera unión y a través de […]
Fijación de una rueda polar en el árbol de una máquina eléctrica rotativa, del 14 de Agosto de 2019, de SIEMENS AKTIENGESELLSCHAFT: Máquina rotativa eléctrica con un rotor que puede rotar en torno a un eje de rotación que presenta un árbol una rueda polar […]
Elemento de soporte, en particular elemento de soporte de estátor y/o elemento de soporte de rotor, sistema de elementos de soporte, soporte de generador, generador, sistema de soporte de generador, góndola de una turbina eólica, turbina eólica y procedimiento para montar un sistema de soporte de generador, del 7 de Agosto de 2019, de Wobben Properties GmbH: Elemento de soporte para un soporte de un generador de anillo , en particular un elemento de soporte de estátor (2A.1, 2A.2, 2A.3) para un soporte de estátor (2A) de […]
DISPOSITIVO ROBOTIZADO PARA LA INSPECCIÓN DE GENERADORES ELÉCTRICOS, del 24 de Mayo de 2019, de Iberdrola Generación SAU: Dispositivo robotizado para la inspección de generadores eléctricos. La presente invención se refiere a un dispositivo robotizado para la inspección de generadores eléctricos […]
Rotor de una máquina de reluctancia sincrónica, del 9 de Mayo de 2019, de SIEMENS AKTIENGESELLSCHAFT: Rotor , en particular de una máquina de reluctancia sincrónica que puede funcionar directamente en una red de abastecimiento eléctrica, presentando el rotor […]
Motor eléctrico, en particular motobomba, del 24 de Abril de 2019, de BUHLER MOTOR GMBH: Motor eléctrico , en particular motobomba, con un rotor de imán permanente , un estator bobinado , que comprende un paquete de chapas […]