DISPOSITIVO Y PROCEDIMIENTO DE ENFRIAMIENTO DE CILINDROS DE LAMINADO EN RÉGIMEN ALTAMENTE TURBULENTO.
Caja de laminación para el laminado de un producto largo o plano que comprende un cilindro de trabajo (1,
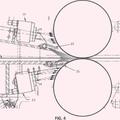
2) y un dispositivo de enfriamiento de dicho cilindro de trabajo (1, 2), comprendiendo la caja de laminación un cabezal de enfriamiento que se presenta en forma de un cajón esencialmente estanco en sí mismo (6A, 6B), excepto en una cara delantera (42) que se encuentra a corta distancia de dicho cilindro (1, 2) y en la que se han mecanizado o posicionado una pluralidad de aspersores (41) según un diseño bidimensional, estando dicho cajón (6A, 6B) provisto de medios de alimentación de líquido de enfriamiento, caracterizada porque dicho cajón (6A, 6B) es cóncavo y cilíndrico a nivel de su cara delantera (42) con un radio tal que, cuando el dispositivo está en posición de trabajo, la distancia según la dirección radial entre dicha cara delantera (42) y la superficie del cilindro (1, 2) va creciendo a partir del extremo del cajón (6A, 6B) más próximo a la separación entre rodillos (9) y alejándose del producto en curso de laminado.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/BE2007/000129.
Dirección: Boulevard de la Plaine 5 1050 Bruxelles BELGICA.
Inventor/es: VANDERSCHUEREN, DIRK, NOVILLE, JEAN-FRANCOIS, UIJTDEBROEKS,HUGO, VAN POECKE,Patrick.
Fecha de Publicación: .
Fecha Solicitud PCT: 20 de Diciembre de 2007.
Clasificación PCT:
B21B27/10TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21B LAMINADO DE METALES (operaciones auxiliares en relación con el trabajo de los metales previstos en la clase B21, ver B21C; curvado por pasado entre rodillos B21D; fabricación de objetos particulares, p. ej. tornillos, ruedas, anillos, cilindros o bolas, por laminado B21H; soldadura por presión por medio de un laminado B23K 20/04). › B21B 27/00 Cilindros (formas de las superficies de trabajo exigidas por procedimientos especiales B21B 1/00 ); Lubrificación, enfriamiento y calentado de los cilindros en curso de utilización. › exteriormente.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia.
Dispositivo y procedimiento de enfriamiento de cilindros de laminado en régimen altamente turbulento. Objeto de la invención La presente invención se refiere a un nuevo procedimiento de enfriamiento de los cilindros (o rodillos) de laminado, eventualmente de diámetro variable, basado en un régimen de flujo altamente turbulento (high turbulence coolling, HTC). El procedimiento se denomina enfriamiento de rodillos de trabajo en régimen altamente turbulento (high turbulence work roll cooling, HTRC). La invención se refiere asimismo al dispositivo para la realización del procedimiento. El documento JP-A-03142009 describe una caja de laminación según el preámbulo de la reivindicación 1. Antecedentes tecnológicos y estado de la técnica El calentamiento de los cilindros de laminado en caliente se debe a la transmisión de calor a los rodillos por conducción a partir del producto, tal como una banda metálica, en curso de laminado. Estos últimos años, el enfriamiento de los cilindros de laminado ha sido estudiado de forma intensiva a causa de la gran influencia de ése en la degradación de dichos cilindros (desgaste) a consecuencia de la fatiga termomecánica generada y en el control del abombado de los cilindros. La degradación de los cilindros tiene una gran influencia en la calidad del producto. Una instalación típica de enfriamiento de cilindros de trabajo de una caja de laminación se describe por ejemplo en los documentos JP-A-2001 340908, JP-A-2001 001017, JP-A-07 116714, JP-A-05 104114, JP-A-63 39712, JP-A-61 176411, etc. Unos tubos o módulos o cubetas de agua de enfriamiento están equipados con pulverizadores y colocados alrededor de cada cilindro, con unos medios de alimentación de agua de enfriamiento. En asociación con el cilindro superior y el cilindro inferior están dispuestas unas placas de guiado del agua de enfriamiento. Estas placas están provistas de un rascador, por ejemplo recubierto de caucho, asociado a cada uno de los cilindros para impedir que el agua fluya sobre el producto en curso de laminado. Un problema importante a resolver en el caso del enfriamiento de cilindros de trabajo es la obtención de un enfriamiento homogéneo sobre la anchura y sobre la circunferencia. Existen unas soluciones en las que los flujos proporcionados por los diferentes aspersores de un módulo de enfriamiento se regulan individualmente, en función de datos proporcionados por un sensor tal como un termómetro infrarrojo (por ejemplo JP-A-12 24105). Otra solución consiste en utilizar unos cabezales que presentan unos orificios de inyección de agua repartidos según un diseño apropiado, en la dimensión axial y en la dimensión circunferencial (JP-A-10 291 011). Una tercera solución es utilizar un cabezal de aspersor motorizados sobre unas guías laterales (EP-A-0 599 277). Unos autores recientes reconocen por una parte que un impacto de los aspersores que se encuentran lo más cerca posible de la separación entre cilindros (rollgap) se traduce por una mayor eficacia y por otra parte que el enfriamiento intensivo por aspersores planos tiene una menor influencia en la temperatura del rodillo que la superficie cubierta (YE, X, y SAMAVASEKARA, I.V, The Role of Spray Colling on Thermal Behaviour and Crown Development in Hot Strip Mill Work Rolls, Transactions of the ISS, Julio 1994, p. 49). Una posible consecuencia de la aplicación del enfriamiento del rodillo en la proximidad del punto de salida del rodillo es un aumento del gradiente de tensiones en la superficie del rodillo y una agravación del fisurado (fire crazing), pero con una temperatura bajo la superficie de rodillo más baja (SEKIMOTO et al, SEAISI Quarterly, Abril 1977, p. 48). Es conocido que el tipo de inyector (o aspersor) utilizado en el enfriamiento de rodillos tiene un efecto significativo sobre los valores HTC VAN STEDEN y TELLMAN, en A new method of designing work roll cooling system for improved productivity and strip quality, Fourth International hot Rolling Conference, Deauville, Francia, 1987, han comparado las prestaciones de aspersores con chorro plano, cuadrado u oval midiendo la respuesta térmica de una placa fijada a un cilindro después de un calentamiento a 400ºC seguido de un enfriamiento por pulverización de agua, cuando el cilindro es puesto en rotación. Se han obtenido unos valores que van hasta 140 kW/m 2 .K para la gama de aspersores considerados. Este trabajo ha mostrado que el valor HTC más alto, relativo al pico de pulverización es alcanzado por el aspersor de tipo de chorro plano. Sin embargo, este estudio ignora manifiestamente el hecho de que las mismas prestaciones de enfriamiento se pueden obtener por un aspersor que tiene un valor HTC de pico menor, pero cuyo chorro es aplicado sobre una parte mucho más grande de la superficie del rodillo. Se constatan por tanto diferencias significativas en la bibliografía en lo que se refiere a la vez al valor HTC relacionado con el aspersor y la adecuación de diferentes tipos de aspersores para el enfriamiento efectivo de rodillos. Es cierto que, en el laminado de bandas planas, se pueden mejorar aún los sistemas de enfriamiento basados en unos aspersores de chorro plano. Sin embargo, estas mejoras son limitadas y los costes son muy importantes por cuanto que se trabaja a altas presiones y a altas velocidades de flujo. 2 E07855376 24-11-2011 En los últimos años, se han patentado diferentes tecnologías de enfriamiento alternativas sobre la base de cabezales situados en la proximidad de la superficie del cilindro de trabajo y con una circulación de flujo (por ejemplo EP-A-919 297, JP-A-11 033 610). No se conoce sin embargo ninguna aplicación industrial de estos sistemas de enfriamiento. Así, se conocen también unos dispositivos de enfriamiento de rodillo en los que un cabezal de enfriamiento está conformado para asegurar un guiado del agua en la superficie del rodillo. La superficie del cabezal está separada del rodillo por un intervalo en el que circula el agua de enfriamiento, creando una especie de encamisado (JP-A-61 266 110, JP-A-63 303 609, JP-A-20 84205). El agua puede o bien ser traída por un extremo del cabezal y evacuada por el otro extremo (JP-A-20 84205), o bien ser conducida por los dos extremos y ser evacuada por el centro (EP-A-919 297, siendo la evacuación realizada a través del cabezal mismo impidiendo unos sistemas de rascadores la fuga a lo largo de la circunferencia de los rodillos. La evacuación hacia el exterior puede también ser efectuada entre un extremo del cabezal y la superficie del rodillo (JP-A-11 277 113). En el documento JP-A-58 047502, se describe además una zapata de enfriamiento deformable por medio de resortes para poder adaptarse a la superficie del rodillo. En estos sistemas, no hay pulverizadores de alimentación de agua repartidos sobre toda la superficie del cabezal de enfriamiento, sino en general un solo pulverizador. El solicitante ha empezado a examinar las tecnologías alternativas de enfriamiento en 1993. Se han realizado unos ensayos con un cabezal de enfriamiento en régimen altamente turbulento y a baja presión (High Turbulence Low Pressure HTLP) y con un cabezal de enfriamiento con cojín de agua (Water Pillow Cooling, WPC), situado más allá del rascador. Estas dos tecnologías permiten crear una gran turbulencia en la superficie del rodillo. De esta manera, se obtiene un motivo de enfriamiento muy homogéneo. Unas simulaciones previas de enfriamiento altamente turbulento han mostrado el potencial de esta tecnología para el enfriamiento de los cilindros de trabajo. El enfriamiento altamente turbulento reduce la fatiga térmica y por consiguiente, la degradación de la superficie del cilindro de trabajo. Además, para el mismo flujo de calor disipado durante el enfriamiento, esta tecnología requiere una velocidad de flujo y una presión menores en comparación con las configuraciones tradicionales de enfriamiento por vaporización con chorro plano. Objetivos de la invención La presente invención prevé proporcionar una solución que permita liberarse de los inconvenientes del estado de la técnica. En particular, la presente invención tiene por objetivo proporcionar un enfriamiento eficaz de los cilindros de laminado garantizando al mismo tiempo una reducción de la fatiga termomecánica y por consiguiente, una degradación menor de la superficie de los cilindros. La invención tiene asimismo por objetivo requerir, con intercambio técnico equivalente, una velocidad de flujo y una presión de agua menores que los sistemas de enfriamiento del estado de la técnica, en particular los de chorro plano. La presente invención tiene asimismo por objetivo concebir un dispositivo de enfriamiento capaz de adaptarse fácilmente a unos cilindros de diámetro variable. Principales elementos característicos de la invención Un primer objeto de la presente invención se refiere a un dispositivo de enfriamiento... [Seguir leyendo]
Reivindicaciones:
1. Caja de laminación para el laminado de un producto largo o plano que comprende un cilindro de trabajo (1, 2) y un dispositivo de enfriamiento de dicho cilindro de trabajo (1, 2), comprendiendo la caja de laminación un cabezal de enfriamiento que se presenta en forma de un cajón esencialmente estanco en sí mismo (6A, 6B), excepto en una cara delantera (42) que se encuentra a corta distancia de dicho cilindro (1, 2) y en la que se han mecanizado o posicionado una pluralidad de aspersores (41) según un diseño bidimensional, estando dicho cajón (6A, 6B) provisto de medios de alimentación de líquido de enfriamiento, caracterizada porque dicho cajón (6A, 6B) es cóncavo y cilíndrico a nivel de su cara delantera (42) con un radio tal que, cuando el dispositivo está en posición de trabajo, la distancia según la dirección radial entre dicha cara delantera (42) y la superficie del cilindro (1, 2) va creciendo a partir del extremo del cajón (6A, 6B) más próximo a la separación entre rodillos (9) y alejándose del producto en curso de laminado. 2. Caja de laminación según la reivindicación 1, caracterizada porque el cabezal de enfriamiento (6A, 6B) está equipado con una placa inferior transversal (5, 7) dispuesta longitudinalmente con respecto al cilindro (1, 2) y situada a una distancia del cilindro (1, 2) tal que dicha placa inferior (5, 7) coopera con la cara delantera (42) del cajón, de manera que aseguren el control del flujo de líquido de enfriamiento y el confinamiento de éste en forma de un cojín de agua altamente turbulento. 3. Caja de laminación según la reivindicación 2, caracterizada porque el cabezal de enfriamiento (6A, 6B) está provisto además de placas laterales regulables (8) dispuestas por el lado de los extremos transversales del cilindro (1, 2) y situadas a una distancia del cilindro (1, 2) tal que dichas placas laterales (8) cooperan con la cara delantera (42) del cajón y con la placa inferior transversal (5, 7), de manera que aseguren el control del flujo de liquido de enfriamiento y el confinamiento de éste en forma de un cojín de agua altamente turbulento. 4. Caja de laminación según la reivindicación 3, caracterizada porque la curvatura de las placas laterales (8) corresponde a la curvatura máxima de los cilindros (1, 2) utilizados en la instalación. 5. Caja de laminación según cualquiera de las reivindicaciones anteriores, caracterizada porque la cara delantera (42) comprende una placa o una chapa en la que están posicionados o mecanizados los aspersores (41), cuyos orificios están constituidos por pequeños orificios de sección axial recta. 6. Caja de laminación según la reivindicación 5, caracterizada porque los orificios de los aspersores (41) son de sección transversal redonda, cuadrada u oval. 7. Caja de laminación según cualquiera de las reivindicaciones anteriores, caracterizada porque el radio de la superficie cóncava cilíndrica de la cara delantera (42) tiene un valor superior a un valor máximo de radio de cilindro (1, 2) predeterminado, que limita la gama de tamaño de cilindros que se puede utilizar. 8. Caja de laminación según cualquiera de las reivindicaciones anteriores, caracterizada porque el diseño de mecanizado de los aspersores (41) se elige para hacer el enfriamiento del cilindro lo más homogéneo posible sobre toda la superficie del cilindro (1, 2) y en particular sobre la anchura del cilindro. 9. Caja de laminación según cualquiera de las reivindicaciones 5 a 8, caracterizada porque el diseño de mecanizado de los aspersores (4) está definido por el número, la posición y el diámetro o el tamaño de los orificios en la placa de dicha cara delantera (42). 10. Caja de laminación según la reivindicación 9, caracterizada porque los orificios están mecanizados según una red determinada, y porque el diseño citado se obtiene obturando algunos orificios. 11. Caja de laminación según cualquiera de las reivindicaciones anteriores, caracterizada porque el líquido de enfriamiento comprende agua. 12. Procedimiento de enfriamiento de un cilindro de trabajo que pertenece a una caja de laminación de un producto largo o de un producto plano, en particular de una banda metálica (3), que utiliza el dispositivo según cualquiera de las reivindicaciones anteriores, caracterizado porque: - se dispone el cabezal de enfriamiento en la proximidad de la superficie del cilindro para crear un espacio comprendido entre 5 y 200 mm entre la cara delantera (42) del cajón (6A, 6B) y dicha superficie del cilindro (1, 2), creciendo dicho espacio partiendo de la separación entre rodillos (9) y alejándose del producto en curso de laminado; - se alimenta el cabezal de enfriamiento con líquido de enfriamiento, preferentemente agua, y se inyecta este agua en dicho espacio a través de aspersores (41) que presentan un orificio de diámetro comprendido entre 1 y 6 mm; - se regula la presión de líquido de enfriamiento a un valor comprendido entre 1 y 6 bar y el caudal especifico entre 7 E07855376 24-11-2011 100 y 500 m 3 hora/m 2 , para crear en un espacio citado un cojín de líquido en régimen altamente turbulento. 13. Procedimiento según la reivindicación 12, caracterizado porque la presión de líquido de enfriamiento en el cajón (6A, 6B) es inferior a 4 bar. 14. Procedimiento según la reivindicación 13, caracterizado porque la presión de líquido de enfriamiento está comprendida entre 2 y 4 bar. 15. Procedimiento según la reivindicación 12, caracterizado porque se regula la distancia entre la placa inferior transversal (5, 7) y el cilindro (1, 2) de manera que se obtenga en el intersticio un caudal de líquido especifico comprendido entre 2 y 10 m/s, y preferentemente superior a 3 m/s. 16. Procedimiento según la reivindicación 12, caracterizado porque las placas laterales están reguladas para tener una abertura mínima comprendida entre 0 y 10 mm. 8 E07855376 24-11-2011 9 E07855376 24-11-2011 E07855376 24-11-2011 11 E07855376 24-11-2011 12 E07855376 24-11-2011 13 E07855376 24-11-2011 14 E07855376 24-11-2011
Patentes similares o relacionadas:
Aparato y método de enfriamiento de rodillo de trabajo, del 13 de Noviembre de 2019, de Primetals Technologies Austria GmbH: Aparato de enfriamiento de rodillos de trabajo para un laminador, que comprende:
al menos un calzo que está configurado para soportar […]
Sello para su uso en aplicaciones criogénicas, del 9 de Octubre de 2019, de Primetals Technologies Austria GmbH: Dispositivo de sellado que comprende un sello flexible, una fuente de gas, una entrada de gas al sello y una salida de gas desde el sello, caracterizado […]
Deflector de banda y disposición de laminación, del 6 de Noviembre de 2018, de SMS group GmbH: Deflector de banda para la deflexión sin contacto de un medio de laminación de la superficie de una banda metálica durante el laminado de la […]
Método y aparato para aislar el frio en un equipamiento criogénico, del 29 de Octubre de 2018, de LINDE AKTIENGESELLSCHAFT: Aparato para pulverizar fluido criogénico a una pieza de trabajo que comprende
- una tubería de alimentación de fluido criogénico,
[…]
Procedimiento de suministro de lubricantes en laminado en frío, del 25 de Octubre de 2017, de Arcelormittal: Un procedimiento de suministro de aceite lubricante en laminado en frío para lubricar laminado en laminado en tándem en frío de una lámina de metal a través de una pluralidad […]
Métodos de fabricación y aparato para la lubricación específica en la laminación de metal en caliente, del 20 de Enero de 2016, de NOVELIS, INC.: Aparato de laminación de metal, comprendiendo dicho aparato:
al menos una caja de laminación que tiene un par de rodillos entre los que se lamina […]
Colector de boquillas, del 25 de Marzo de 2015, de LINDE AKTIENGESELLSCHAFT: Aparato para pulverizar un refrigerante sobre una pieza de trabajo que comprende:
un conducto de alimentación de refrigerante ,
al […]
Control de temperatura de laminador, del 29 de Octubre de 2014, de SIEMENS PLC: Aparato para laminar una lámina o banda de metal que comprende:
un par de rodillos de trabajo dispuestos para recibir la banda en una región de contacto […]
Utilizamos cookies para mejorar nuestros servicios y mostrarle publicidad relevante. Si continua navegando, consideramos que acepta su uso. Puede obtener más información aquí. .
 Métodos de fabricación y aparato para la lubricación específica en la laminación de metal en caliente, del 20 de Enero de 2016, de NOVELIS, INC.: Aparato de laminación de metal, comprendiendo dicho aparato:
al menos una caja de laminación que tiene un par de rodillos entre los que se lamina […]
Métodos de fabricación y aparato para la lubricación específica en la laminación de metal en caliente, del 20 de Enero de 2016, de NOVELIS, INC.: Aparato de laminación de metal, comprendiendo dicho aparato:
al menos una caja de laminación que tiene un par de rodillos entre los que se lamina […]