Procedimiento para el acabado de piezas de trabajo en forma de plancha.
Procedimiento para el acabado de piezas (1) de trabajo en forma de plancha en la zona de una superficie estrecha (1a),
con las siguientes etapas:
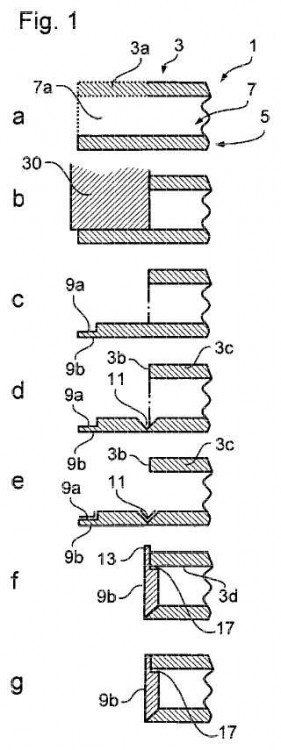
puesta a disposición de una pieza (1) de trabajo en forma de plancha que presenta una primera capa (3) de recubrimiento y una segunda capa (5) de recubrimiento, así como una capa central (7) dispuesta entre las capas (3, 5) de recubrimiento, presentando las capas (3, 5) de recubrimiento al menos por secciones una densidad mayor que la capa central (7) y presentando la segunda capa (5) de recubrimiento una sección sobresaliente (9) que sobresale respecto a la primera capa (3) de recubrimiento y la capa central (7), realización de una ranura (11) en una superficie de la segunda capa (5) de recubrimiento, que está dirigida hacia la capa central (7), en la zona de la sección sobresaliente (9), y creación de una zona escalonada en la zona del extremo libre de la sección sobresaliente (9) con una superficie interior (9a), caracterizado por un plegado de la sección sobresaliente de modo que la superficie interior (9a) de la sección sobresaliente (9) entra en contacto con una superficie frontal (3b) de la primera capa (3) de recubrimiento, y porque el extremo libre de la sección sobresaliente (9) está configurado de modo que está prevista una sección plana (13) de transición entre la superficie interior (9a) de la zona escalonada que se va a poner en contacto con la superficie frontal (3b) de la primera capa (3) de recubrimiento y la superficie exterior (9b) de la sección sobresaliente (9).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08016434.
Solicitante: HOMAG HOLZBEARBEITUNGSSYSTEME AG.
Nacionalidad solicitante: Alemania.
Dirección: HOMAGSTRASSE 3-5 72296 SCHOPFLOCH ALEMANIA.
Inventor/es: SCHMID, JOHANNES.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B27D5/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B27 TRABAJO O CONSERVACION DE LA MADERA O DE MATERIALES SIMILARES; MAQUINAS PARA CLAVAR, GRAPAR O COSER EN GENERAL. › B27D TRABAJO DEL CHAPADO O DEL CONTRACHAPADO DE LA MADERA (aplicación de líquidos u otros materiales fluidos a las superficies en general B05; apomazado, tratado con arena o pulido de la madera B24; aplicación de adhesivos o de cola a las superficies de madera B27G 11/00; fabricación de hojas de madera chapadas B27L 5/00). › Trabajo del chapado o del contrachapado por medio de otras operaciones especialmente adaptadas al chapado o al contrachapado (trabajo de las lengüetas de manera análoga al trabajo de la caña B27J).
PDF original: ES-2376949_T3.pdf
Fragmento de la descripción:
Procedimiento para el acabado de piezas de trabajo en forma de plancha
CAMPO TÉCNICO
La invención se refiere a un procedimiento para el acabado de piezas de trabajo en forma de plancha en lazona de una superficie estrecha según el preámbulo de la reivindicación 1. Por consiguiente, la invención se refiere apiezas de trabajo que presentan una primera y una segunda capa de recubrimiento, así como una capa centraldispuesta entre las dos capas de recubrimiento, presentando las capas de recubrimiento al menos por secciones una densidad mayor que la capa central.
ESTADO DE LA TÉCNICA
Las piezas de trabajo del tipo mencionado aquí tienen un uso muy extendido, por ejemplo, para la fabricación de puertas, partes de muebles, elementos constructivos o similares. A fin de fabricar las piezas de trabajo con el menor consumo posible de material y en muchos casos también con el menor peso posible, estas piezas de trabajo presentanen vertical a la dirección de su extensión una densidad variable, de modo que se pueden dividir en capas de recubrimiento de mayor densidad (promedio) y capa o capas centrales de menor densidad (promedio) .
A este respecto se puede tratar tanto de piezas de trabajo en forma de una sola pieza como de piezas detrabajo con una construcción sándwich. Las planchas de virutas o de MDF son ejemplos de piezas de trabajo en formade una sola pieza y entre las piezas de trabajo con una construcción sándwich se encuentran, por ejemplo, las planchas, en las que una capa central hecha de un material de relleno muy ligero, como el papel de panal de abeja o laespuma rígida, está dispuesta entre dos capas de recubrimiento hechas de una plancha de virutas o similar. Son posibles también materiales completamente distintos.
Un procedimiento para el acabado de una plancha de construcción ligera se da a conocer, por ejemplo, en eldocumento WO2004/085152A1. En el caso de este procedimiento, primero se formatea una plancha de construcciónligera (se le da la forma bruta deseada) . A continuación, en la zona del lado estrecho de la plancha de construcciónligera se fresa una entalladura, a saber tanto en las capas de recubrimiento como en la capa central. Finalmente seencola un canto de apoyo en la entalladura, que está provisto o se va a proveer de un canto decorativo.
Como la puesta a disposición y la alimentación del canto de apoyo requiere un gasto logístico considerable, el documento WO2004/085152A1 propone también fabricar el cierre con canto de la plancha mediante el plegado de unade las capas de recubrimiento, realizándose previamente con este fin una ranura en inglete en la capa de recubrimientocorrespondiente. El documento EP1655119A da a conocer también un procedimiento correspondiente. No obstante, seha comprobado que las planchas, dadas a conocer en el documento EP1655119A, son comparativamente sensibles a tolerancias del espesor de la pieza de trabajo. Dicho con mayor exactitud, una variación del espesor de la pieza de trabajo en el caso de las planchas conocidas puede provocar, por ejemplo, que la superficie estrecha no sea ortogonalrespecto a las superficies de la pieza de trabajo.
El documento DE102006038115A1 (figura 3a) muestra las características del preámbulo de la reivindicación 1.
DESCRIPCIÓN DE LA INVENCIÓN
Es objeto de la presente invención proporcionar un procedimiento para el acabado de una pieza de trabajo deltipo mencionado aquí que posibilite un acabado de una pieza de trabajo con una alta precisión geométrica, garantizándose a la vez un desarrollo simple del procedimiento.
Este objetivo se consigue según la invención mediante un procedimiento según la reivindicación 1. En las reivindicaciones dependientes aparecen variantes especialmente ventajosas de la invención.
La invención se basa en la idea de realizar un mecanizado y un acabado de la pieza de trabajo de modo queésta tenga una geometría definida y exacta. A tal efecto, está previsto según la invención que en un procedimiento detipo genérico, el extremo libre de la sección sobresaliente esté configurado de modo que quede prevista una secciónplana de transición entre la superficie interior de la zona extrema escalonada de la sección sobresaliente que se va a poner en contacto con la superficie frontal de la primera capa de recubrimiento y la superficie exterior de la secciónsobresaliente.
Esto permite prescindir de la ranura en inglete prevista en el estado de la técnica entre la primera capa derecubrimiento y la sección sobresaliente. Los inventores han comprobado al respecto que la ranura en inglete, previstaen el estado de la técnica, es la causa principal de las imperfecciones geométricas que se producen en el estado de latécnica, porque la ranura en inglete ya provoca en caso de pequeñas desviaciones o tolerancias del espesor de la pieza de trabajo que no se logre un contacto limpio entre la primera capa de recubrimiento y la sección sobresaliente, por lo que después de plegarse la sección sobresaliente se puede originar una posición oblicua de ésta. En cambio, en lapresente invención se prevé conscientemente, en vez de una junta que finalice de manera exacta en la esquina de la pieza de trabajo entre la sección sobresaliente y la primera capa de recubrimiento (ranura en inglete) , una sección planade transición entre la superficie interior de la sección sobresaliente que se va a poner en contacto con la superficiefrontal de la primera capa de recubrimiento y la superficie exterior de la sección sobresaliente. De este modo se puedeaumentar claramente la precisión geométrica de la pieza acabada, mientras que es posible además un desarrollo simpledel procedimiento.
La sección sobresaliente de la segunda capa de recubrimiento se puede crear de forma diferente en el marco de la invención, por ejemplo, al fabricarse previamente de manera correspondiente la pieza de trabajo. Sin embargo, según una variante de la invención está previsto que la sección sobresaliente de la segunda capa de recubrimiento secree mediante el corte de una sección de la primera capa de recubrimiento, así como de una sección contigua de la
capa central. De este modo se obtiene una producción especialmente flexible con un volumen bajo de desechos.
Asimismo es válido que el extremo libre de la sección sobresaliente ya se prevea junto con la pieza de trabajocon una configuración deseada. Sin embargo, según una variante de la invención está previsto que el extremo libre de la sección sobresaliente se mecanice antes del plegado, pudiéndose realizar este paso de mecanizado, por ejemplo, después del corte mencionado antes de una sección de la primera capa de recubrimiento, así como de una seccióncontigua de la capa central.
La superficie interior de la sección sobresaliente que se va a poner en contacto con la primera capa derecubrimiento puede estar configurada de forma diferente en el marco de la invención. A fin de minimizar en gran parteinfluencias eventuales de tolerancias de la pieza de trabajo está previsto según una variante de la invención que lasuperficie interior de la sección sobresaliente forme después de plegarse la sección sobresaliente un ángulo de 70º a110º , con preferencia de 80º a 100º , con especial preferencia esencialmente de 90º respecto a la superficie de laprimera capa de recubrimiento. Aunque se prefiere mayormente un ángulo de 90º , se ha comprobado que también en caso de ángulos mayores hasta un intervalo de 70º a 110º no se producen o se producen sólo pequeñas imperfeccionesgeométricas de la pieza de trabajo.
Según la invención está previsto además que la superficie interior de la sección sobresaliente se realice deforma escalonada en la sección sobresaliente. De este modo, la sección sobresaliente puede servir también, dado elcaso, como canto de apoyo al extenderse de forma escalonada hacia la zona situada entre las capas de recubrimiento.
Aunque la sección, que se extiende de forma escalonada hasta la zona situada entre las capas derecubrimiento, puede entrar en contacto aquí con la superficie interior de la primera capa de recubrimiento, está previsto según una variante de la invención que la sección sobresaliente quede separada de la superficie interior de la primeracapa de recubrimiento. Sobre la base del concepto general según la invención, esto evita asimismo que las tolerancias del espesor de la pieza de trabajo provoquen desviaciones geométricas o, dado el caso, fuerzas de reacción. No obstante, en el caso de este concepto se puede generar un efecto de apoyo... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para el acabado de piezas (1) de trabajo en forma de plancha en la zona de una superficie estrecha (1a) , con las siguientes etapas:
puesta a disposición de una pieza (1) de trabajo en forma de plancha que presenta una primera capa (3) de recubrimiento y una segunda capa (5) de recubrimiento, así como una capa central (7) dispuesta entre las capas (3, 5) de recubrimiento, presentando las capas (3, 5) de recubrimiento al menos por secciones una densidad mayor que la capa central (7) y presentando la segunda capa (5) de recubrimiento una sección sobresaliente (9) que sobresalerespecto a la primera capa (3) de recubrimiento y la capa central (7) , realización de una ranura (11) en una superficie de la segunda capa (5) de recubrimiento, que está dirigidahacia la capa central (7) , en la zona de la sección sobresaliente (9) , y creación de una zona escalonada en la zona del extremo libre de la sección sobresaliente (9) con una superficie interior (9a) , caracterizado por un plegado de la sección sobresaliente de modo que la superficie interior (9a) de la sección sobresaliente (9) entra en contacto con una superficie frontal (3b) de la primera capa (3) de recubrimiento, y porque el extremo libre de la sección sobresaliente (9) está configurado de modo que está prevista una secciónplana (13) de transición entre la superficie interior (9a) de la zona escalonada que se va a poner en contacto con lasuperficie frontal (3b) de la primera capa (3) de recubrimiento y la superficie exterior (9b) de la sección sobresaliente (9) .
2. Procedimiento según la reivindicación 1, caracterizado porque la sección sobresaliente (9) de la segunda capa (5) de recubrimiento se crea mediante el corte de una sección (3a) de la primera capa (3) de recubrimiento, así como deuna sección contigua (7a) de la capa central (7) .
3. Procedimiento según la reivindicación 1 ó 2, caracterizado porque el extremo libre de la sección sobresaliente (9) se mecanizó antes del plegado.
4. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque después de plegarse la sección sobresaliente (9) , la superficie interior (9a) de la sección sobresaliente (9) forma un ángulo de 70º a 110º , conpreferencia de 80º a 100º , con especial preferencia esencialmente de 90º respecto a la superficie (3c) de la primeracapa (3) de recubrimiento.
5. Procedimiento según la reivindicación 1, caracterizado porque la sección sobresaliente (9) está separada de la superficie interior (3d) de la primera capa (3) de recubrimiento.
6. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque la sección sobresaliente (9) se mecaniza a ras respecto a la superficie (3c) de la primera capa (3) de recubrimiento después de plegarse la secciónsobresaliente (9) .
7. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque al menos la segunda capa (5) de recubrimiento y, por consiguiente, también la sección sobresaliente (9) tienen al menos por secciones unaconfiguración multicapa y presentan una capa exterior (15) preferentemente decorada.
8. Procedimiento según la reivindicación (7) , caracterizado porque la capa exterior (15) preferentemente decoradaqueda descubierta al menos por secciones en la zona de su extremo libre al mecanizarse la sección sobresaliente (9) .
Patentes similares o relacionadas:
Sistema, máquina de recubrimiento así como disposición de aprovisionamiento, del 15 de Julio de 2020, de HOMAG GmbH: Sistema con al menos una unidad de transporte para alojar unidades de almacenamiento de material y con un dispositivo de alimentación para material […]
Tablero de construcción ligera y procedimiento para la fabricación de un tablero de construcción ligera, del 8 de Julio de 2020, de Fritz Egger GmbH ; Co. OG: Tablero de construcción ligera , - con dos capas de cubierta , - con una estructura en forma de panal como capa central , dispuesta entre las […]
Procedimiento de tratamiento para revestir una sección de superficie, del 15 de Abril de 2020, de HOMAG GmbH: Procedimiento para revestir una sección de superficie, en particular una sección de superficie estrecha, de una pieza de trabajo con forma de tablero con un material […]
Procedimiento para fijar estructuras laminares en forma de tira, en particular bandas de canto a lados estrechos de piezas de trabajo, del 15 de Abril de 2020, de Karau, Michael: Procedimiento para fijar estructuras laminares en forma de tira, en particular bandas de canto a lados estrechos de piezas de trabajo, en particular placas de muebles, mediante […]
Procedimiento para el mecanizado de los bordes de piezas de trabajo en forma de placa, del 19 de Febrero de 2020, de IMA Schelling Deutschland GmbH: Procedimiento para el mecanizado de los bordes de piezas de trabajo en forma de placa, donde las piezas de trabajo se suministran en un circuito […]
Disposición de herramientas para el mecanizado de placas de materia derivada de la madera, del 8 de Enero de 2020, de SWISS KRONO Tec AG: Disposición de herramienta para el mecanizado de la superficie lateral de una placa de materia derivada de la madera con un soporte y con […]
Método para aplicar un elemento de banda de canto a un panel ligero, del 12 de Diciembre de 2019, de Samec S.p.A: Un método para aplicar un elemento de banda de borde (B) a una porción de borde de un panel ligero provisto de una primera capa exterior (101, […]
Módulo de activación para un dispositivo de recubrimiento con un dispositivo de recubrimiento, del 30 de Octubre de 2019, de IMA Schelling Deutschland GmbH: Módulo de activación con un dispositivo para recubrir una zona superficial de una pieza de trabajo con un material de recubrimiento […]