Procedimiento e instalación de corte / de soldadura por láser.
Instalación (1) de corte / de soldadura por láser que comprende un cabezal láser (2) capaz de liberar un haz láser(6) destinado a generar un baño de fusión (74),
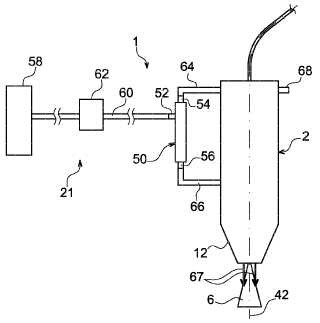
dicha instalación comprendiendo también un dispositivo deenfriamiento (21) de dicho cabezal láser, dicho dispositivo de enfriamiento (21) comprendiendo al menos un tubo devórtice (50) alimentado con gas, dicho tubo de vórtice (50) disponiendo de al menos una salida de gas frío (54) quecomunica con dicho cabezal láser (2) de tal modo que el gas frío se introduzca en el interior de este cabezal láserpara el enfriamiento de este, así como de al menos una salida de gas caliente (56), que se caracteriza porque eldispositivo de enfriamiento (21) comprende una multitud de tubos de vórtice (50) que se alimentan con gascomprimido.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2006/067024.
Solicitante: COMMISSARIAT A L'ENERGIE ATOMIQUE ET AUX ENERGIES ALTERNATIVES.
Nacionalidad solicitante: Francia.
Dirección: BATIMENT D "LE PONANT" 25, RUE LEBLANC 75015 PARIS FRANCIA.
Inventor/es: AUBERT, PHILIPPE, DE DINECHIN,GUILLAUME.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23K26/14 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 26/00 Trabajo por rayos láser, p. ej. soldadura, corte o taladrado. › con una corriente de fluido asociada al haz de rayos, p. ej. un chorro de gas; Boquillas para tal fin (B23K 26/12 tiene prioridad).
PDF original: ES-2387406_T3.pdf
Fragmento de la descripción:
Procedimiento e instalación de corte / de soldadura por láser
5 Campo técnico
El campo técnico de la invención es el de las instalaciones de corte y de soldadura por láser de potencia, de acuerdo con el preámbulo de la reivindicación 1, así como unos procedimientos de corte y de soldadura que se aplican por medio de estas instalaciones. Estos procedimientos e instalaciones se conocen por el documento US 4707585.
La invención encuentra una aplicación particular en el campo del corte / de la soldadura por láser de materiales con un grosor importante, en particular de los materiales que se utilizan en instalaciones de la industria nuclear, de la industria naval, o también de la industria del automóvil o aeronáutica.
A este respecto, hay que señalar que una aplicación aun más preferente de la invención se refiere al corte por láser de materiales en el marco del desmantelamiento de instalaciones nucleares.
Estado de la técnica anterior
En este ámbito del corte / de la soldadura de piezas mediante láser de potencia, las instalaciones conocidas del estado de la técnica se enfrían habitualmente por medio de un dispositivo que emplea agua como líquido de enfriamiento.
No obstante, este tipo de dispositivo de enfriamiento con agua puede resultar difícil de poner en marcha en
determinadas aplicaciones, en particular cuando la instalación está destinada para utilizarse en unas “condiciones de obra”. En efecto, el enfriamiento con agua es limitante en el sentido de que precisa una instalación compleja que integra unos elementos de tipo bomba y circuitos estancos. Además, hay que señalar que las eventuales fugas pueden tener graves consecuencias en la obra.
Por otra parte, este dispositivo de enfriamiento con agua puede resultar incluso extremadamente limitante cuando la instalación de corte / de soldadura por láser está destinada a utilizarse en un emplazamiento nuclear, en particular en un desmantelamiento de instalaciones de este tipo, ya que el agua constituye entonces un fluido generador de desechos que hay que tratar.
Se ha observado, por otra parte, que cuando el cabezal láser de la instalación de corte / de soldadura no se enfriaba durante su funcionamiento, este podía alcanzar rápidamente unas temperaturas críticas, a menudo superiores a 50 ºC, estas temperaturas siendo ciertamente más altas cuanto más alta es la potencia láser utilizada.
Por esta razón, se muestra con claridad que las instalaciones de corte / de soldadura no enfriadas no pueden alcanzar unos altos rendimientos de corte / de soldadura incluso cuando estas son capaces de liberar una fuerte potencia láser, ya que esta última puede provocar un calentamiento del cabezal láser que puede implicar su deterioro.
Este inconveniente es, por lo tanto, especialmente limitante para las instalaciones que precisan desplegar unas
45 potencias elevadas durante un largo periodo, como es de manera general el caso para las aplicaciones del tipo corte / soldadura en “obra”, como la que concierne al desmantelamiento de instalaciones nucleares que habitualmente precisan unas intervenciones de larga duración con unas potencias elevadas que superan a menudo los 4 kW.
Exposición de la invención
El objetivo de la presente invención es, por lo tanto, proponer una instalación de corte o de soldadura por láser capaz de limitar los riesgos de calentamiento del cabezal láser, y que se pueda utilizar sin limitaciones en cualquier tipo de aplicaciones, incluidas las nucleares.
55 Para ello, la invención tiene por objeto una instalación de corte / de soldadura por láser de acuerdo con la reivindicación 1.
De este modo, el dispositivo de enfriamiento que se utiliza integra varios tubos de vórtice cuyo principio de funcionamiento conocido es relativamente simple. En efecto, un gas comprimido se inyecta radialmente en un dispositivo realizado, por ejemplo, de aluminio o de acero, para que se pueda dividir en dos flujos de gas distintos. En el interior de este dispositivo, se genera una transferencia de energía cinética en forma de calor entre los dos flujos de gas, lo que permite disponer, por una parte, de un flujo de gas caliente que sale por una salida de gas caliente y, por otra parte, de un flujo de gas frío que sale por una salida de gas frío opuesta a la otra salida ya mencionada. Estas dos salidas están, por lo general, situadas en los dos extremos del tubo de vórtice, y pueden
65 disponer, cada una, de bifurcaciones con el fin de constituir varias salidas de gas caliente o bien varias salidas de gas frío.
Con la presencia de este dispositivo de enfriamiento que actúa sobre el cabezal láser, el calentamiento de este último se puede ver en gran medida minimizado durante el funcionamiento de la instalación, lo que permite utilizar unas elevadas potencias de láser durante un largo intervalo sin correr el riesgo de deteriorar este mismo cabezal.
Las aplicaciones del tipo corte / soldadura en “obra” como las que conciernen al desmantelamiento de instalaciones nucleares son, por lo tanto, fácilmente factibles con la instalación de acuerdo con la invención.
La ventaja que se deriva de lo que se acaba de exponer reside en el hecho de que los rendimientos de soldadura / de corte se pueden incrementar, estas pudiendo traducirse en una velocidad de corte / de soldadura incrementada, y/o un corte / una soldadura satisfactoria de piezas de mayor espesor que pueden alcanzar con facilidad 100 mm, y/o una mayor tolerancia en la posición relativa entre el primer cabezal y las piezas que hay que cortar / que soldar, esta última característica siendo ventajosa, en particular, en el marco de un corte industrial en “condiciones de obra”.
Por otra parte, otra ventaja de la presente invención se refiere a la utilización de gas comprimido como fluido de
enfriamiento. La alimentación del tubo de vórtice es, por lo tanto, muy cómoda y, sobre todo, el dispositivo de enfriamiento ya no integra agua cuya incompatibilidad con las aplicaciones nucleares constituía antes el inconveniente principal.
Una ventaja adicional de la instalación de acuerdo con la invención se refiere a la presencia de un flujo de gas caliente que sale del tubo de vórtice, que puede utilizarse de forma adecuada en cooperación con el baño de fusión con el fin de aumentar todavía más los rendimientos de corte / de soldadura.
En efecto, cuando la instalación está destinada al corte por láser, el gas caliente que sale de la salida de gas caliente del tubo de vórtice está de manera preferente destinado a garantizar la expulsión de partículas metálicas
fundidas fuera del baño de fusión creado por el haz láser. En consecuencia, este gas caliente expulsado por el tubo de vórtice se puede añadir de manera ventajosa a un chorro de gas de trabajo ya previsto en la instalación de corte, lo que permite mejorar la expulsión de las partículas fuera de la sangría y, por lo tanto, aumentar los rendimientos de corte. Obviamente también se podría utilizar como única fuente de gas de trabajo, sin salirse del marco de la invención.
Además, cuando la instalación está destinada a la soldadura láser, el gas caliente que sale de la salida de gas caliente del tubo de vórtice está de manera preferente destinado a garantizar un precalentamiento de las piezas que hay que soldar, y/o una protección del baño de fusión solidificado frente el aire ambiente. En el primer caso, el gas caliente se expulsa, de preferencia, por delante del haz láser con respecto al sentido de soldadura, para poder 35 garantizar su función de precalentamiento de las piezas destinadas a soldarse y, por lo tanto, permitir obtener unos rendimientos de soldadura incrementadas. Por el contrario, en el segundo caso, el gas caliente se expulsa, de preferencia, por detrás del haz láser con respecto al sentido de soldadura, y de manera aun más preferente por detrás del baño de fusión líquido. En efecto, se trata de proteger del aire ambiente al metal que procede del baño de fusión que acaba de solidificarse y que está enfriándose, con el fin de evitar en particular la nitruración y la oxidación del metal soldado. Una ventaja adicional es que el gas caliente expulsado permite actuar sobre los ciclos térmicos de soldadura, al contrario que el gas frío, lo que... [Seguir leyendo]
Reivindicaciones:
1. Instalación (1) de corte / de soldadura por láser que comprende un cabezal láser (2) capaz de liberar un haz láser
(6) destinado a generar un baño de fusión (74) , dicha instalación comprendiendo también un dispositivo de
enfriamiento (21) de dicho cabezal láser, dicho dispositivo de enfriamiento (21) comprendiendo al menos un tubo de vórtice (50) alimentado con gas, dicho tubo de vórtice (50) disponiendo de al menos una salida de gas frío (54) que comunica con dicho cabezal láser (2) de tal modo que el gas frío se introduzca en el interior de este cabezal láser para el enfriamiento de este, así como de al menos una salida de gas caliente (56) , que se caracteriza porque el dispositivo de enfriamiento (21) comprende una multitud de tubos de vórtice (50) que se alimentan con gas comprimido.
2. Instalación (1) de acuerdo con la reivindicación 1que se caracteriza porque los tubos de vórtice (50) que se alimentan con gas comprimido están montados en paralelo.
3. Instalación (1) de acuerdo con la reivindicación 1 que se caracteriza porque los tubos de vórtice (50) que se alimentan con gas comprimido están montados en cascada, la salida de gas caliente (56) de un tubo de vórtice (50) alimentando una entrada (52) de un tubo de vórtice (50) que es directamente consecutivo a este.
4. Instalación (1) de acuerdo con una cualquiera de las reivindicaciones anteriores que se caracteriza porque dicho tubo de vórtice (50) está diseñado de tal modo que produzca en torno a un 80 % de gas frío y en torno a un 20 % de gas caliente.
5. Instalación (1) de acuerdo con una cualquiera de las reivindicaciones anteriores que se caracteriza porque dicho tubo de vórtice (50) está diseñado de tal manera que produzca gas caliente a una temperatura de entorno a entre 80
y 100 ºC superior a una temperatura de entrada del gas comprimido, y que produzca gas frío a una temperatura de en torno a entre 20 y 30 ºC inferior a la temperatura de entrada del gas comprimido.
6. Instalación (1) de acuerdo con una cualquiera de las reivindicaciones anteriores que se caracteriza porque se trata de una instalación de corte por láser.
7. Instalación (1) de acuerdo con la reivindicación 6, que se caracteriza porque dicho gas caliente que sale de dicha salida de gas caliente (56) del tubo de vórtice (50) está destinado a garantizar la expulsión de partículas metálicas fundidas fuera de un baño de fusión (74) creado por dicho haz láser (6) .
8. Instalación (1) de acuerdo con la reivindicación 7, que se caracteriza porque dicha salida de gas caliente (56) del tubo de vórtice (50) está unida a dicho cabezal láser (2) de tal modo que dicho gas caliente se expulse de este mediante una boquilla (12) que pertenece a este mismo cabezal.
9. Instalación (1) de acuerdo con la reivindicación 8, que se caracteriza porque dicha boquilla (12) también está atravesada por dicho haz láser (6) .
10. Instalación (1) de acuerdo con una cualquiera de las reivindicaciones 6 a 9, que se caracteriza porque dicho gas comprimido es aire comprimido.
45 11. Instalación (1) de acuerdo con una cualquiera de las reivindicaciones anteriores, que se caracteriza porque se trata de una instalación de soldadura por láser.
12. Instalación (1) de acuerdo con la reivindicación 11, que se caracteriza porque dicho gas caliente que sale de dicha salida de gas caliente (56) del tubo de vórtice (50) está destinado a garantizar un precalentamiento de las piezas que hay que soldar (7) .
13. Instalación (1) de acuerdo con la reivindicación 11, que se caracteriza porque dicha salida de gas caliente (56) del tubo de vórtice (50) está situada por delante con respecto a dicho cabezal láser (2) , de acuerdo con el sentido de soldadura (70) .
14. Instalación (1) de acuerdo con la reivindicación 11, que se caracteriza porque dicho gas caliente que sale de dicha salida de gas caliente (56) del tubo de vórtice (50) está destinado a garantizar una protección del baño de fusión solidificado (76) frente al aire ambiente.
15. Instalación (1) de acuerdo con la reivindicación 14, que se caracteriza porque dicha salida de gas caliente (56) del tubo de vórtice (50) está situada por detrás con respecto a dicho cabezal láser (2) , de acuerdo con el sentido de soldadura (70) .
16. Instalación (1) de acuerdo con la reivindicación 11, que se caracteriza porque dicho gas caliente que sale e dicha
65 salida de gas caliente (56) del tubo de vórtice (50) está destinado a garantizar un precalentamiento de las piezas que hay que soldar (7) , así como una protección del baño de fusión solidificado (76) frente al aire ambiente.
17. Instalación (1) de acuerdo con una cualquiera de las reivindicaciones 11 a 16, que se caracteriza porque dicho gas comprimido es un gas neutro o un gas que comprende oxígeno y/o dióxido de carbono.
18. Procedimiento de corte / de soldadura por láser que se aplica por medio de una instalación de acuerdo con una cualquiera de las reivindicaciones anteriores.
Patentes similares o relacionadas:
Boquilla para el corte por láser con un elemento móvil interno y manguito de baja permitividad relativa; procedimiento de corte con haz láser de una pieza metálica que usa tal boquilla, del 4 de Diciembre de 2019, de L'AIR LIQUIDE, SOCIETE ANONYME POUR L'ETUDE ET L'EXPLOITATION DES PROCEDES GEORGES CLAUDE: Boquilla de corte por láser que comprende: - un cuerpo de boquilla que comprende un primer alojamiento axial pasante axialmente por dicho cuerpo de […]
Disco de freno y método de fabricación del mismo, del 6 de Noviembre de 2019, de RAILWAY TECHNICAL RESEARCH INSTITUTE: Un disco de freno que detiene la rotación de un eje cuando una pastilla de freno se presiona contra una superficie del disco de freno, que comprende: […]
Procedimiento para la soldadura por láser de CO2 de aceros de baja aleación, del 14 de Agosto de 2019, de MESSER GROUP GMBH: Procedimiento para la soldadura por láser de una pieza de trabajo constituida por acero no aleado o de baja aleación bajo empleo de un láser de CO2, en el […]
Método de procesamiento por láser de un material metálico con alto control dinámico de los ejes de movimiento del rayo láser a lo largo de una trayectoria de procesamiento predeterminada, así como una máquina y un programa informático para la implementación de dicho método, del 3 de Julio de 2019, de Adige S.p.A: Método de procesamiento por láser de un material (WP) metálico, en particular para el corte, perforación o soldadura por láser de dicho material, […]
Sistema de corte por láser y procedimiento de corte por láser, del 1 de Mayo de 2019, de ALIGN TECHNOLOGY, INC.: Un sistema de corte por láser, que comprende: un componente de generación de rayos láser; un componente óptico ; un utillaje de sujeción que […]
Procedimiento para la soldadura por láser de una o varias piezas de trabajo de acero templable en el procedimiento de unión a tope, del 16 de Abril de 2019, de WISCO Tailored Blanks GmbH: Procedimiento para la soldadura por láser de una o varias piezas de trabajo de acero templable en prensa, en particular acero de manganeso-boro, en la […]
SISTEMA AUTOMÁTICO DE LIMPIEZA DE CHAPAS PARA LA APLICACIÓN DE SOLDADURA FUERTE POR LÁSER, del 12 de Marzo de 2019, de FORD MOTOR COMPANY: Sistema automático de limpieza de chapas para la aplicación de soldadura fuerte por láser. Un sistema de limpieza incluye un cepillo para retirar […]
Boquilla de gas con manguito de válvula desplazable, del 1 de Marzo de 2019, de TRUMPF WERKZEUGMASCHINEN GMBH + CO. KG: Boquilla de gas (1, 1', 1", 1'") para un cabezal de mecanizado por láser , con una apertura de salida para el paso de un rayo láser sobre una pieza de […]