Control de la parte de secado ampliada de una máquina papelera.
Procedimiento para controlar al menos una parte de una máquina papelera (1),
que contiene un modelo en líneade los conjuntos de la instalación
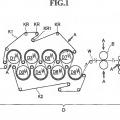
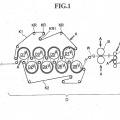
* parte de secado (2), dado el caso dividida en parte de pre-secado (3) y parte de post-secado (4) con prensaencoladora (5) situada entremedio,
* sistema de recuperación de calor (7),
* sistema de vapor y agua condensada (8),
* así como opcionalmente además el conjunto de instalación prensa húmeda (6),
* así como opcionalmente además el conjunto de instalación regulación de la temperatura de las aguasblancas, en donde
- en el modelo en línea se distingue entre las cuatro corrientes de material
* papel húmedo,* aire húmedo,
* mezcla de vapor y agua condensada de agua muy pura,
* agua de proceso con diferentes contenidos de glicol,
- en el modelo en línea se calcula un balance de masa y energía (20) para todas las corrientes de material en
* la parte de secado (2),
* el sistema de recuperación de calor (7) y
* el sistema de vapor y agua condensada (8),
- a partir de los balances de masa y energía (20) se calcula el consumo de energía (21) específico y
- se llevan a un indicador los balances de masa y energía (20) y/o el consumo de energía (21) específico.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2010/050394.
Solicitante: SIEMENS AKTIENGESELLSCHAFT.
Nacionalidad solicitante: Alemania.
Dirección: WITTELSBACHERPLATZ 2 80333 MUNCHEN ALEMANIA.
Inventor/es: REINSCHKE,JOHANNES, FRIES,EDGAR, SIEBER,ALBRECHT, SPETH,FRIEDRICH.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- D21F5/00 TEXTILES; PAPEL. › D21 FABRICACION DEL PAPEL; PRODUCCION DE LA CELULOSA. › D21F MAQUINAS DE FABRICAR PAPEL; METODOS DE PRODUCCION DEL PAPEL. › Sección de secado de las máquinas de fabricar hojas continuas de papel.
PDF original: ES-2395526_T3.pdf
Fragmento de la descripción:
Control de la parte de secado ampliada de una máquina papelera La invención se refiere a un procedimiento y a un control apoyado por modelo para el control de al menos una parte de una máquina papelera, una máquina papelera con un control de este tipo, un programa informático para llevar a cabo el procedimiento conforme a la invención así como un producto de programa informático, en el que está archivado el programa informático conforme a la invención.
En especial en la parte de secado de una máquina papelera se necesita mucha energía para el secado de la banda de papel – un aumento de la eficiencia energética de la parte de secado puede influir significativamente en la producción total. Ocasionalmente también la parte de secado es el “cuello de botella” con relación al rendimiento de la instalación, es decir, mediante un secado mejorado puede aumentarse el rendimiento.
Para ahorrar energía es conocido utilizar controles inteligentes, como por ejemplo el “Dr y er Management System” de Kadant Johnson, que modela el secado de la verdadera parte de secado, compuesta fundamentalmente por cilindros de secado y tolva de secado, de una máquina papelera.
La invención se ha impuesto la tarea de hacer posible un modo de marcha mejorado, respectivamente optimizado, de una “parte de secado ampliada” de una máquina papelera.
Por la “parte de secado ampliada” se entiende con ello:
- la “verdadera” parte de secado, compuesta fundamentalmente por cilindros de secado y tolva de secado y dividida, dado el caso, en parte de pre-secado y parte de post-secado con prensa encoladora situada entremedio;
- dado el caso la prensa encoladora;
- el sistema de vapor y agua condensada;
- el sistema de aire de salida-recuperación de calor;
- la prensa húmeda;
- las aguas blancas, en especial la temperatura de las aguas blancas regulada mediante la aplicación de vapor frío.
Por un modo de marcha “mejorado” u “optimizado” se entiende un modo de marcha que reduzca el consumo de energía específico (= toneladas de vapor por tonelada de papel producido) y/o aumente el rendimiento (= toneladas de papel producido por hora) y/o aumente el volumen de producción durante un mayor espacio de tiempo (= toneladas de papel producido por semana o mes) . El último criterio “aumento del volumen de producción” puede conseguirse mediante el aumento del rendimiento y/o el aumento del tiempo de producción, respectivamente la disponibilidad de la instalación, es decir, mediante la mejora de la llamada “Runnability”.
Esta tarea es resuelta mediante un procedimiento para controlar al menos una parte de una máquina papelera, que contiene un modelo en línea de los conjuntos de la instalación
• parte de secado, dado el caso, dividida en parte de pre-secado y parte de post-secado con prensa encoladora situada entremedio,
• sistema de recuperación de calor,
• sistema de vapor y agua condensada, que contiene además opcionalmente un modelo en línea del conjunto de la instalación
• prensa húmda y/o
• regulación de la temperatura de las aguas blancas, en donde
- en el modelo en línea se distingue entre las cuatro corrientes de material
• papel húmedo,
• aire húmedo,
• mezcla de vapor y agua condensada de agua muy pura,
• agua de proceso con diferentes contenidos de glicol,
- en el modelo en línea se calcula un balance de masa y energía para todas las corrientes de material, en cada caso en
• la parte de secado,
• el sistema de recuperación de calor y
• el sistema de vapor y agua condensada,
- a partir de los balances de masa y energía se calcula el consumo de energía específico y
- se representan los balances de masa y energía y/o el consumo de energía específico – de forma preferida gráfica y/o tabularmente – y/o se llevan a un indicador.
La tarea es resuelta asimismo mediante un control, una máquina papelera, un programa informático así como un producto de programa informático con las particularidades indicadas en las reivindicaciones 12 – 15.
El procedimiento conforme a la invención se basa en un modelo en línea de la “parte de secado ampliada” completa con los conjuntos ya citados - siempre que estos estén presentes en la instalación concreta.
El sistema conocido del estado de la técnica sólo modela el secado en la parte de pre- y post-secado, pero no contiene ningún modelo de los siguientes conjuntos, respectivamente fenómenos:
- calentamiento de las aguas blancas,
- influencia de la prensa húmeda en el secado de la banda de papel,
- sistema de vapor y agua condensada,
- sistema de recuperación de calor a partir del aire de salida húmedo.
El procedimiento conforme a la invención para controlar al menos la parte de secado (ampliada) se basa por el contrario en un modelo de las partes de presecado y postsecado así como de la prensa encoladora, de la prensa húmeda, del sistema de vapor y agua condensada, del sistema de recuperación de calor y del calentamiento de las aguas blancas, ya que una reducción ulterior del consumo de energía específico sólo puede conseguirse mediante un sistema de control apoyado por modelo, cuyo modelo comprenda una parte de instalación tan amplia (respectivamente tantas partes de instalación) .
En el modelo se incluyen también las características de las diferentes corrientes de material. Con ello se modelan la estera de fibras húmeda – que se produce al comienzo de la producción de papel – y el papel húmedo, en cada caso como mezcla fibra-agua. Las características del aire húmedo (aire de entrada y aire de salida del secado de papel) , de la mezcla vapor de agua-agua condensada de alta pureza así como del agua de proceso (dado el caso alternado con glicol) pueden, por el contrario, consignarse también por ejemplo tabularmente.
Una disminución del consumo de energía específico (= toneladas de vapor por tonelada de papel producido) puede conseguirse aquí naturalmente no sólo mediante una reducción del consumo de energía con el mismo rendimiento de la máquina papelera, sino también mediante un aumento del rendimiento con el mismo consumo de energía. Idealmente ambas condiciones pueden cumplirse simultáneamente para un consumo de energía específico reducido, es decir, se consigue un mayor rendimiento con un menor uso de energía.
El procedimiento conforme a la invención puede utilizarse para cálculos “qué pasaría si?” en línea. Mediante el cálculo de los respectivos balances de masa y energía así como del consumo de energía específico pueden simularse de forma sencilla los efectos de una modificación en el consumo de energía.
Los balances de masa y energía calculados y/o el consumo de energía específico correspondiente se llevan a un indicador – en especial mediante representación gráfica y/o tabular. Aquí el usuario puede elegir ventajosamente la unidad física, es decir, por ejemplo si una corriente másica determinada debe indicarse en toneladas por hora o en kilogramos por segundo.
Para la representación gráfica se anotan los valores calculados ventajosamente en una representación esquemática de la parte de instalación o de las partes de instalación de la máquina papelera, correspondiente (s) a los valores a representar, muy cerca de los componentes correspondientes. Mediante esta asociación un observador puede percibir “de un vistazo” los resultados (parciales) correspondientes para el componente respectivo, por ejemplo de la prensa encoladora.
Para mejorar el entendimiento de la representación gráfica es además ventajoso representar sólo una selección – que debe decidir el usuario – de los resultados. De este modo pueden representarse por ejemplo en una primera vista sólo los resultados para las partes de pre-y post-secado así como de la prensa encoladora y húmeda correspondientes a la banda de papel, en una segunda vista los resultados correspondientes al aire de tolva y en una tercera vista los resultados correspondientes al encolado. En otras vistas pueden representarse los resultados, por ejemplo para el sistema de vapor y agua condensada en cada caso de las partes de pre- y post-secado, en un dibujo esquemático correspondiente.
Con ello no es necesario recoger los resultados como valor absoluto en el dibujo, también pueden representarse gráficamente por ejemplo en forma de un diagrama... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para controlar al menos una parte de una máquina papelera (1) , que contiene un modelo en línea de los conjuntos de la instalación
• parte de secado (2) , dado el caso dividida en parte de pre-secado (3) y parte de post-secado (4) con prensa encoladora (5) situada entremedio,
• sistema de recuperación de calor (7) ,
• sistema de vapor y agua condensada (8) ,
• así como opcionalmente además el conjunto de instalación prensa húmeda (6) ,
• así como opcionalmente además el conjunto de instalación regulación de la temperatura de las aguas blancas, en donde
- en el modelo en línea se distingue entre las cuatro corrientes de material
• papel húmedo,
• aire húmedo,
• mezcla de vapor y agua condensada de agua muy pura,
• agua de proceso con diferentes contenidos de glicol,
- en el modelo en línea se calcula un balance de masa y energía (20) para todas las corrientes de material en
• la parte de secado (2) ,
• el sistema de recuperación de calor (7) y
• el sistema de vapor y agua condensada (8) ,
- a partir de los balances de masa y energía (20) se calcula el consumo de energía (21) específico y
- se llevan a un indicador los balances de masa y energía (20) y/o el consumo de energía (21) específico.
2. Procedimiento según la reivindicación 1, en donde
- se calculan valores (16) para la corriente de material “papel húmedo” sobre los parámetros (15)
• temperatura,
• corriente másica,
• humedad absoluta,
• humedad relativa;
- para la corriente de material “aire húmedo” sobre los parámetros (15)
• temperatura,
• corriente volumétrica,
• corriente másica,
• corriente de energía,
• humedad absoluta,
• humedad relativa,
• punto de rocío;
- para la corriente de producto “vapor y agua condensada” sobre los parámetros (15)
• temperatura,
• presión,
• porcentaje de vapor,
• corriente másica,
• corriente de energía;
-para la corriente de producto “agua de proceso” sobre los parámetros (15)
• temperatura,
• corriente másica,
• corriente de energía.
3. Procedimiento según la reivindicación 1 ó 2, en donde
- se asocia un valor de cálculo, al menos de un parámetro (15) en el modelo en línea, al valor de medición de un sensor (9) correspondiente y
- el modelo en línea se adapta mediante comparación entre valor de cálculo y valor de medición.
4. Procedimiento según una de las reivindicaciones anteriores, en donde
- se modelan influencias específicas de la máquina papelera de al menos uno de los parámetros (15)
• temperatura y humedad de un aire de entrada de proceso,
• temperatura y humedad de un aire de salida de proceso,
• temperatura de las aguas blancas,
• velocidad de la máquina,
• presiones de vapor en grupos de vapor principales y
• presiones diferenciales en grupos de vapor secundarios sobre el secado de una banda de papel (13) , y se calculan valores nominales (19)
-para al menos uno de estos parámetros (15) .
5. Procedimiento según una de las reivindicaciones anteriores, en donde se conserva el valor (16) de al menos un parámetro (15) , y para los parámetros (15) cuyos valores (16) no se conservan se determinan valores nominales (19) mediante un algoritmo de optimización (18) , en especial para optimizar una media ponderada entre consumo de energía (21) específico y rendimiento.
6. Procedimiento según una de las reivindicaciones anteriores, en donde se prefija al menos para uno de los parámetros (15) un margen de valores, dentro del cual se conserva sucesivamente un número prefijable de valores (16) , y en donde se determina para los parámetros (15) cuyos valores (16) no se conservan, para cada uno de los valores (16) dentro del margen de valores en cada caso valores nominales (19) , mediante un algoritmo (18) para optimizar una media ponderada entre consumo de energía (21) específico y rendimiento.
7. Procedimiento según una de las reivindicaciones 4 – 6, en donde se calculan los valores nominales en intervalos de tiempo regulares o cuando lo solicite un conductor de instalación.
8. Procedimiento según una de las reivindicaciones 4 – 7, en donde se prefija automáticamente al menos un valor nominal (19) para un elemento de ajuste (10) asociado al parámetro (15) correspondiente o a una instalación reguladora (11) asociada de un DCS (“Distributed Control System”) de la máquina papelera (1) .
9. Procedimiento según una de las reivindicaciones 4 – 8, en donde se calcula un desarrollo en el tiempo de al menos un valor nominal (19) , con ayuda de un algoritmo de optimización predictivo por modelo.
10. Procedimiento según una de las reivindicaciones 4 – 9, en donde límites de instalación, respectivamente valores límite de parámetros,
- se generan a partir de magnitudes calculadas, respectivamente derivadas del modelo en línea, y/o
- están predeterminados fijamente y/o
- son prefijados por el conductor de instalación
y estos límites de instalación, respectivamente valores límite de parámetros, se tienen en cuenta para el cálculo de un valor nominal (19) .
11. Procedimiento según una de las reivindicaciones anteriores, en donde al menos un sensor (9) correspondiente a un parámetro (15) mide el valor del parámetro y en donde, en el caso de una desviación del valor de medición respecto al valor de cálculo (16) del parámetro (15) , se emite una señal de aviso.
12. Control (14) apoyado por modelo para controlar al menos una parte de una máquina papelera (1) , con medios (12) para llevar a cabo un procedimiento según una de las reivindicaciones anteriores.
13. Máquina papelera (1) con al menos un control (14) según la reivindicación 12.
14. Programa informático para llevar a cabo un procedimiento según una de las reivindicaciones 1 – 11, en el caso de su desarrollo en un control (14) según la reivindicación 12.
15. Producto de programa informático, en el que está archivado un programa informático según la reivindicación 14.
Patentes similares o relacionadas:
Procedimiento para el recubrimiento continuo de una banda de sustrato de material fibroso a base de celulosa con cloruro de ácido graso, del 29 de Abril de 2020, de Delfortgroup AG: Procedimiento para el recubrimiento continuo de una banda de sustrato de material fibroso a base de celulosa con cloruro de ácido graso, que comprende […]
Proceso para producir al menos una capa de papel o cartón y un papel o cartón producido de acuerdo con el proceso, del 5 de Febrero de 2020, de STORA ENSO OYJ: Un proceso para producir al menos una capa de un producto de papel o cartón, proceso que comprende las etapas de: proporcionar una materia prima que comprende pasta mecánica […]
Sistema convectivo para una instalación de secador, del 7 de Marzo de 2018, de Solaronics S.A: Una instalación de secador para secar bandas , más particularmente papel, proporcionándose dicha instalación para secar un ancho máximo de banda, comprendiendo […]
Procedimiento para fabricar productos de papel, del 19 de Julio de 2017, de XYLECO, INC.: Un procedimiento para fabricar un producto de papel irradiado, comprendiendo el procedimiento tratar un producto de papel que comprende un primer material […]
Método para detección de vibración de aviso temprano y gestión de protección de activos, del 12 de Julio de 2017, de NALCO COMPANY: Un método para detectar y abordar la vibración de cuchillas rascadoras de secadora Yankee usadas en las operaciones de proceso de plisado, limpieza o corte, […]
 Compuesto agente anti-ensuciamiento, del 25 de Marzo de 2015, de MAINTECH CO., LTD.: Compuesto agente anti-ensuciamiento para prevenir la contaminación por resinas ("pitch contamination") en una parte seca D de una instalación de fabricación de […]
Compuesto agente anti-ensuciamiento, del 25 de Marzo de 2015, de MAINTECH CO., LTD.: Compuesto agente anti-ensuciamiento para prevenir la contaminación por resinas ("pitch contamination") en una parte seca D de una instalación de fabricación de […]
 Compuesto agente anti-ensuciamiento, del 25 de Marzo de 2015, de MAINTECH CO., LTD.: Utilización de un compuesto agente anti-ensuciamiento para prevenir la contaminación por resinas ("pitch contamination") en la parte seca D de una instalación […]
Compuesto agente anti-ensuciamiento, del 25 de Marzo de 2015, de MAINTECH CO., LTD.: Utilización de un compuesto agente anti-ensuciamiento para prevenir la contaminación por resinas ("pitch contamination") en la parte seca D de una instalación […]
Instalación y procedimiento para tratar una banda de papel, en particular una banda de papel de fumar, del 28 de Enero de 2015, de Delfortgroup AG: Instalación para tratar una banda de papel de fumar con un gramaje no superior a 70 g/m2 que comprende: un lado de entrada, por el que la banda […]