Procedimiento y aparato para conformar y para cortar chapas de alta resistencia.
Procedimiento de conformación para la fabricación de piezas de carrocería,
de chapas de alta resistencia, pocoo nada dúctiles, en especial de acero martensítico, en una herramienta (2),
con al menos una etapa para la conformación de la pieza (3) de chapa y
con al menos una etapa en la que se realiza en la herramienta (2) una operación de corte a lo largo de un contorno(8) de corte,
exponiendo la pieza (3) de chapa, antes y durante la operación de corte, a un esfuerzo de doblado que ocasionauna componente de fuerza de tracción, en lo esencial transversal al deseado contorno (8) de corte,
no alcanzándose mediante el esfuerzo de doblado, el límite de elasticidad del material de la pieza (3) de chapa,inmovilizando la pieza (3) de chapa, antes y durante la operación de corte, entre un sujetachapas (17) y un asiento(15) de la pieza, de la herramienta, cuyas superficies frontales están dispuestas exactamente alineadas una conotra.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E05010717.
Solicitante: Schuler Pressen GmbH.
Nacionalidad solicitante: Alemania.
Dirección: Bahnhofstr. 41 73033 Göppingen ALEMANIA.
Inventor/es: FAHRENBACH,JURGEN.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23D35/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23D CEPILLADO; MORTAJADO; CIZALLADO; BROCHADO; ASERRADO; LIMADO; RASPADO; OPERACIONES ANALOGAS NO PREVISTAS EN OTRO LUGAR, PARA EL TRABAJO DE METALES CON ARRANQUE DE MATERIAL (fabricación de ruedas dentadas o de órganos similares B23F; corte del metal por calentamiento localizado B23K; dispositivos para copiar o controlar B23Q). › Herramientas de las máquinas de cizallar o de los dispositivos de cizallado; Porta-herramientas o mandriles para estas herramientas.
PDF original: ES-2396337_T3.pdf
Fragmento de la descripción:
Procedimiento y aparato para conformar y para cortar chapas de alta resistencia La invención se refiere a un procedimiento, así como a un dispositivo, para conformar y para cortar chapas de alta resistencia, poco o nada dúctiles.
En la práctica se presenta en forma creciente la tarea de cortar mediante cizallas chapas de alta resistencia, poco o nada dúctiles, en especial chapas templadas martensíticas (chapas de acero) . Esto es necesario, por ejemplo, en el marco de la fabricación de piezas de alta resistencia, de carrocerías de automóviles, donde encuentran aplicación creciente. Para la separación de tales chapas de alta resistencia, se emplean con frecuencia en la práctica, instalaciones de corte por láser. Estas tienen, no obstante, una productividad limitada.
El intento de separar tales chapas templadas martensíticas mediante herramientas de punzonar, a lo largo de contornos predeterminados de corte, conduce a un desgaste extremo en las aristas cortantes de la herramienta de punzonar. Además, las aristas cortantes así producidas son frecuentemente imprecisas o ásperas. Este inconveniente desaparece en el corte mediante instalación de corte por láser, siendo en todo caso difícil, no obstante, la integración de instalaciones de corte por láser, por ejemplo, en herramientas de conformación para piezas de carrocería. Además, las instalaciones de conformación como, por ejemplo, prensas de punzones múltiples, fijan el ritmo de trabajo, de manera que para los procesos de corte a realizar, quedan tan sólo a disposición, intervalos muy cortos de tiempo.
Por el documento DE-A-27 39 825 se conoce una cizalla para chatarra, que sirve para trocear una sarta de chatarra. La sarta de chatarra contiene diversas piezas metálicas deformadas que forman una banda más o menos suelta. Esta banda se comprime antes de la entrada en la hendidura de cizallamiento. En estado comprimido se trocea entre una cuchilla inferior estacionaria y una cuchilla superior móvil. En la cuchilla superior está instalado un punzón de doblado que dobla la sarta de chatarra, antes de que la cuchilla superior efectúe un corte. Gracias al esfuerzo de doblado se rompen frecuentemente materiales frágiles, ya después de apoyar la cuchilla superior, de manera que las partes que se componen de estos materiales, no tienen que ser troceados más por la cuchilla superior.
Por el documento US-A-4 742 742 se conoce un dispositivo cortador para el corte de productos planos relativamente blandos como, por ejemplo, cintas de vellón o de velcro, cintas ornamentales, tiras alargadas de textiles, tiras de papel o similares. El dispositivo cortador presenta una cuchilla inferior y una cuchilla superior. A los dos lados de la cuchilla superior están dispuestos elementos de apriete apoyados elásticamente. El elemento de apriete de forma de regleta, dispuesto en la cara aguas abajo de la cuchilla superior, dado el caso, con ayuda de un cepillo, comprime la parte cortada, hacia abajo lejos de la cuchilla, de manera que durante la acción oscilante de la cuchilla no venga de nuevo a la hendidura de cizallamiento.
El documento US-A-3 183 575 hace público un dispositivo para la fabricación de metal extensible con una cuchilla superior dentada, para la colocación de cortes en una chapa, los cuales se ensanchan después en un proceso de extensión para formar aberturas de forma de paralelogramo.
El documento FR-A-2 690 097 hace público un procedimiento y un dispositivo para el punzonado de chapas, y constituye el estado actual más próximo de la técnica. Por este documento se conoce sujetar primeramente la chapa, y entonces, antes y durante, la operación de corte, exponerla a un esfuerzo de doblado. No obstante, los dispositivos de sujeción superior e inferior no están dispuestos alineados uno con otro.
Partiendo de esto, es misión de la invención facilitar un procedimiento rápido y fiable para el corte de chapas de alta resistencia, que permita una buena duración útil de las herramientas de corte utilizadas.
Esta misión se resuelve con el procedimiento según la reivindicación 1, así como con el dispositivo según la reivindicación 11.
El procedimiento según la invención se basa en un proceso convencional de cizallamiento, en el que una pieza se trocea mediante la introducción de esfuerzos cortantes suficientemente grandes. Según la invención, a estos esfuerzos cortantes se superponen esfuerzos de tracción que favorecen el comienzo de la separación de la pieza. Este esfuerzo de tracción o componente de la fuerza de tracción, actúa transversalmente a la deseada línea de flexión a producir. Los esfuerzos de tracción se producen mediante un esfuerzo de flexión de la pieza. El esfuerzo de flexión se selecciona aquí de preferencia de tal manera, que el esfuerzo de tracción generado se sitúe en una cara de la pieza, vuelta hacia la herramienta de corte.
Gracias al esfuerzo simultáneo de flexión y al esfuerzo de cizallamiento de la pieza a separar, se favorece en lo esencial la conformación de un plano de separación en la pieza a separar. Se llega a una disminución drástica de las fuerzas de corte, y a una disminución asimismo drástica del desgaste de la herramienta, para una mejora simultánea de la calidad de las superficies de corte.
En el caso de una forma preferente de ejecución y realización de la invención, se inmoviliza sólidamente un sector de la chapa situado a un lado del contorno de corte, entre un prensachapas y una superficie de apoyo. La parte sólidamente inmovilizada de la chapa es de preferencia la parte útil, mientras que la parte no inmovilizada que sobresale más allá de la línea de corte, forma de preferencia la pieza de desecho. El prensachapas se aplica de preferencia con una gran fuerza del prensachapas, de tal manera que los esfuerzos de tracción introducidos en la chapa por el doblado previo, se reducen drásticamente en la vecindad inmediata al contorno de corte. Se ha puesto de manifiesto que es apropiado cuando la relación entre anchura del prensachapas y espesor de la chapa, asciende a 6 aproximadamente.
El doblado previo de la chapa antes de la realización del proceso de separación propiamente dicho, se puede llevar a cabo inmediatamente antes de la realización del proceso de corte. Para ello, en la propia herramienta de corte, puede estar previsto un saliente que durante la realización del proceso de corte, se coloca ya sobre la chapa, poco antes de que la arista cortante de la herramienta de corte incida en la chapa. En este caso, la distancia del saliente a la arista cortante, y el avance con respecto a la arista cortante, están elegidos de manera que el esfuerzo de tracción en la chapa a separar, en el contorno de corte todavía no haya llegado a alcanzar la tensión de deformación permanente, típica de la chapa, cuando la arista cortante incida en la chapa. Para ello se ha puesto de manifiesto como apropiado, cuando la distancia entre la arista cortante y el saliente está situada en un orden de magnitud que está adaptado al espesor de la chapa y al tamaño del saliente.
Alternativamente es posible configurar el dispositivo de doblado previo, separado de la cuchilla de corte. Por ejemplo, se puede llevar a cabo esto, con un elemento aparte que es móvil con independencia de la cuchilla de corte. Este elemento se puede utilizar antes del comienzo del proceso de cizallamiento, para introducir en la chapa un esfuerzo apropiado de flexión y, por tanto, un esfuerzo de tracción. El elemento en cuestión se puede mover tanto controlado posicionalmente, como también controlado dinámicamente. En el primer caso puede doblar previamente la chapa, y después quedarse en esta posición, mientras se separa por la cuchilla de corte. Alternativamente se puede desplazar controladamente también el lugar, es decir, la posición del correspondiente elemento de tensión previa, durante el proceso de corte de la cuchilla de corte.
En el caso de aplicación controlada dinámicamente, el elemento de doblado previo se puede ajustar caso por caso, por ejemplo, mediante elementos hidráulicos. Entonces es posible mantener constante la fuerza de doblado previo durante el proceso de corte, o variarla según un perfil predeterminado en el tiempo, o según un perfil predeterminado, en función de la posición de la cuchilla de corte. Todos los factores influyentes citados se pueden utilizar para una optimización de la duración útil de la herramienta y de la calidad de la superficie de separación a producir.
El procedimiento apropiado puede encontrar aplicación tanto en un dispositivo aparte de cizallar, como también en dispositivos de punzonar, o como parte de otra herramienta de conformación. Correspondientemente el dispositivo puede estar configurado... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento de conformación para la fabricación de piezas de carrocería, de chapas de alta resistencia, poco o nada dúctiles, en especial de acero martensítico, en una herramienta (2) ,
con al menos una etapa para la conformación de la pieza (3) de chapa y
con al menos una etapa en la que se realiza en la herramienta (2) una operación de corte a lo largo de un contorno (8) de corte,
exponiendo la pieza (3) de chapa, antes y durante la operación de corte, a un esfuerzo de doblado que ocasiona una componente de fuerza de tracción, en lo esencial transversal al deseado contorno (8) de corte,
no alcanzándose mediante el esfuerzo de doblado, el límite de elasticidad del material de la pieza (3) de chapa,
inmovilizando la pieza (3) de chapa, antes y durante la operación de corte, entre un sujetachapas (17) y un asiento (15) de la pieza, de la herramienta, cuyas superficies frontales están dispuestas exactamente alineadas una con otra.
2. Procedimiento de conformación según la reivindicación 1, caracterizado porque la pieza (3) de chapa se inmoviliza a un lado del contorno (8) de corte a producir, entre una superficie (16) de apoyo y un sujetachapas (17) .
3. Procedimiento de conformación según la reivindicación 2, caracterizado porque la fuerza de inmovilización es tan grande, que los esfuerzos de tracción ocasionados por el doblado, son absorbidos inmediatamente junto al contorno (8) de corte, por el sujetachapas (17) .
4. Procedimiento de conformación según la reivindicación 1, caracterizado porque el esfuerzo de tracción introducido en la pieza (3) de chapa, está establecido próximo al límite de elasticidad del material de que está compuesta la pieza.
5. Procedimiento de conformación según la reivindicación 1, caracterizado porque el esfuerzo de tracción introducido en la pieza (3) de chapa por el doblado previo, se produce en la cara de la pieza (3) de chapa desde la que penetra también la cuchilla de corte en la pieza (3) de chapa.
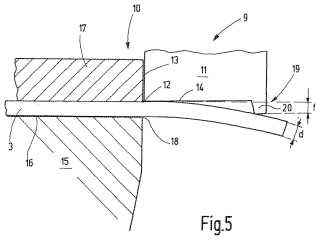
6. Procedimiento de conformación según la reivindicación 1, caracterizado porque la carga de la pieza (3) de chapa con el par de doblado que produce un esfuerzo (23, 24) de tracción en la línea (8) de corte, se lleva a cabo mediante un saliente (20) colocado en una cuchilla (11) de corte.
7. Procedimiento de conformación según la reivindicación 6, caracterizado porque el saliente (20) está distanciado de la arista (12) cortante de la cuchilla (11) de corte, y durante la realización del proceso de cizallamiento se apoya en la pieza (3) de chapa, antes que la arista (12) cortante.
8. Procedimiento de conformación según la reivindicación 1, caracterizado porque la distancia l entre la arista (12) cortante y el saliente (20) está situada en una zona que está establecida en función del espesor s de la pieza, y de la altura f del saliente, como sigue:
Mb
∀!
wb
F #l #6
∀!
b #h2
F # l2 f !
3# E # I
b # h3 I !
R0, 2 # l 2
f !#
E # s 3
En donde: R0, 2 = Límite de elasticidad l = Distancia E = Módulo de elasticidad
S = Espesor de la chapa
9. Procedimiento de conformación según la reivindicación 1, caracterizado porque la pieza (3) de chapa se cizalla en el contorno (8) de corte mediante una cuchilla (11) de corte que se coloca en el contorno (8) de corte, en un movimiento dirigido transversal a la pieza (3) de chapa.
10. Procedimiento de conformación según la reivindicación 1, caracterizado porque gracias al mantenimiento de un esfuerzo de compresión en la pieza (3) de chapa, se impide en la cara más alejada de la cuchilla (11) de corte y del dispositivo (19) de doblado previo, un desgarre de la pieza (3) de chapa en la zona del contorno (8) de corte.
11. Herramienta de prensa para piezas de carrocería, para conformar piezas (3) de chapas de alta resistencia, poco o nada dúctiles, en especial de acero martensítico, y para el corte con doblado de las mismas, según el procedimiento según la reivindicación 1,
con una herramienta (5) inferior en la que está prevista una superficie (16) de apoyo para el apoyo de la pieza (3) de chapa, y que presenta una arista (18) adaptada al deseado contorno (8) de corte,
con una herramienta (7) superior en la que está prevista una cuchilla (11) de corte que presenta una arista (12) cortante adaptada al contorno (8) de corte, y
con un dispositivo (19) de doblado previo que está dispuesto a una distancia lateral del contorno (8) de corte, e instalado para cargar la pieza (3) de chapa con un par de doblado y, por tanto, en la zona del contorno (8) de corte, antes de que la cuchilla (11) de corte penetre en la pieza (3) , con un esfuerzo de tracción que es menor que el límite de elasticidad del material de la pieza (3) de chapa,
con un sujetachapas (17) y un asiento (15) de la pieza, de la herramienta, cuyas superficies frontales están dispuestas exactamente alineadas una con otra, y
con una pequeña hendidura entre el sujetachapas (17) y la superficie (13) de la cuchilla (11) de corte, que corresponde a la hendidura de corte, como está fijada entre la superficie frontal de la arista (18) del asiento de la pieza, y la superficie (13) de la cuchilla (11) de corte.
12. Herramienta de prensa según la reivindicación 11, caracterizada porque el dispositivo (19) de doblado previo está dispuesto en la cara de salida del contorno (8) de corte.
13. Herramienta de prensa según la reivindicación 11, caracterizada porque el dispositivo (19) de doblado previo está formado por al menos un saliente (20) que está dispuesto a una distancia fijada al contorno (8) de corte.
14. Herramienta de prensa según la reivindicación 13, caracterizada porque la distancia está establecida en función de la curvatura local del contorno (8) de corte.
15. Herramienta de prensa según la reivindicación 13, caracterizada porque el saliente (20) es un saliente de forma de nervio.
16. Herramienta de prensa según la reivindicación 13, caracterizada porque el saliente (20) está unido con la cuchilla (11) de corte.
17. Herramienta de prensa según la reivindicación 13, caracterizada porque el saliente (20) está configurado en un elemento (27) aparte.
18. Herramienta de prensa según la reivindicación 17, caracterizada porque el elemento (27) aparte, está unido con un dispositivo propio de accionamiento.
19. Herramienta de prensa según la reivindicación 11, caracterizada porque el saliente (20) está unido con un dispositivo limitador de la fuerza.
Patentes similares o relacionadas:
Aparato para derribar una estructura de hormigón, del 1 de Julio de 2020, de SAVONLINNAN PR-URAKOINTI OY: Un aparato de demolición para demoler una estructura de hormigón, que comprende una cuchilla de trituración para triturar hormigón, […]
Cizalla de inclinación variable, del 3 de Abril de 2019, de Primetals Technologies, Limited: Una cizalla de inclinación variable, comprendiendo la cizalla un alojamiento una primera hoja montada en un soporte de la primera hoja, una segunda hoja montada […]
Dispositivo de cambio de bordes de corte en soporte de cortadora y método de cambio de bordes de corte, del 6 de Noviembre de 2018, de Nippon Steel & Sumikin Texeng. Co., Ltd: Un dispositivo para cambiar bordes de corte en un soporte de cortadora que instala discos de cuchilla de borde redondeado que tienen […]
EQUIPO CIZALLADOR DE TUERCAS, del 2 de Febrero de 2017, de ABASOLO VALLEJO S.A: Un equipo cizallador de tuercas que encajan en pernos , en donde dicha cada tuerca tiene una entalla en a lo menos dos de sus caras […]
Método y aparato para hacer funcionar una cizalla, del 21 de Septiembre de 2016, de Primetals Technologies, Limited: Método de hacer funcionar una cizalla de recorte lateral o ranurado que comprende una primera cuchilla y una segunda cuchilla ; comprendiendo […]
Cizalla para rebordear doble, del 14 de Septiembre de 2016, de SMS group GmbH: Cizalla para rebordear doble con una cuchilla inferior fija y una cuchilla superior accionada de manera que puede elevarse y hacerse descender, estando dispuesta […]
Dispositivo de corte de bandas, chapas o similares y procedimiento de determinación y/o calibrado de la rendija de corte en tal dispositivo, del 25 de Mayo de 2016, de BWG BERGWERK- UND WALZWERK-MASCHINENBAU GMBH: Dispositivo de corte o seccionamiento de bandas, chapas o similares, especialmente bandas, chapas o similares de metal, que comprende un dispositivo de corte […]
 Cizalla para cizallar productos laminados y proceso de producción asociado, del 4 de Diciembre de 2015, de DANIELI & C. OFFICINE MECCANICHE SPA: Cizalla para tren de laminado que tiene al menos una hoja fabricada de acero cuya composición química, en porcentaje en masa, consiste en 0,45÷0,55 […]
Cizalla para cizallar productos laminados y proceso de producción asociado, del 4 de Diciembre de 2015, de DANIELI & C. OFFICINE MECCANICHE SPA: Cizalla para tren de laminado que tiene al menos una hoja fabricada de acero cuya composición química, en porcentaje en masa, consiste en 0,45÷0,55 […]