Conformado por alta presión para material de tabaco.
Procedimiento para la elaboración de material de tabaco desmenuzado en el cual
- un material de partida de tabaco es calentado y en una fase del procedimiento es llevado a una primera presión elevada;
- el material de tabaco en una fase subsiguiente del procedimiento es bombeado a una segunda presión elevada, que es más alta que la primera presión elevada, y en el cual
- el material de tabaco calentado y puesto bajo presión es descargado de tensiones y conducido a través de un útil de conformado (23).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2007/010552.
Solicitante: BRITISH AMERICAN TOBACCO (GERMANY) GMBH.
Nacionalidad solicitante: Alemania.
Dirección: ALSTERUFER 4 20354 HAMBURG ALEMANIA.
Inventor/es: FRANKE, DIETMAR, SCHMEKEL, GERALD, EHLING,Uwe Werner.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- A24B3/14 NECESIDADES CORRIENTES DE LA VIDA. › A24 TABACO; PUROS; CIGARRILLOS; DISPOSITIVOS PARA SIMULAR LA ACCIÓN DE FUMAR; ARTICULOS PARA FUMADORES. › A24B FABRICACION O PREPARACION DEL TABACO PARA FUMAR O PARA MASCAR; TABACO; TABACO PARA ASPIRAR. › A24B 3/00 Preparación del tabaco en la fábrica. › Preparación de productos a base de tabaco reconstituido, p. ej. materiales de recubrimiento, hojas, hojas simuladas, rodillos, pastillas; Forma de estos productos (deslustrado A24C 1/40).
PDF original: ES-2378836_T3.pdf
Fragmento de la descripción:
Conformado por alta presión para material de tabaco El presente invento se refiere a un conformado por alta presión para material de tabaco. Especialmente se refiere a la elaboración de material de tabaco desmenuzado o material de tabaco en forma de fibras que puede emplearse como producto para elaborar artículos para fumar.
En la preparación de tabaco, es decir, en los procesos de transformación que tienen lugar antes de la propia elaboración y empaquetado de cigarrillos, los materiales de tabaco más importantes, a saber, las hojas de tabaco y los palillos de tabaco son sometidos a diversas fases de proceso antes de que puedan ser empleados para la elaboración de artículos para fumar. El material de palillos empleado, incluso palillos tubulares gruesos o incompletamente desmenuzados (despajados) , son difíciles de transformar con los medios usuales (cortado, picado) de manera que se produzca un resultado óptimo, es decir, un material de tabaco desmenuzado que pueda ser empleado como artículo para fumar. Se producen partes demasiado pequeñas o polvo, y/o se hacen necesarios largos tiempos de almacenamiento intermedio.
Procesos de transformación de palillos en los cuales los palillos se transforman en láminas de tabaco son conocidos por ejemplo por el documento DE 40 05 656 C2 y el DE 43 25 497 A1. Tales procesos de láminas de tabaco generan productos con capacidad de llenado y sensibilidad de moderada a mala. Por el documento DE 100 65 132 A1 es conocido un procedimiento para la elaboración de aglomerados, en el cual se elaboran complejos de partículas mayores a partir de las partículas de tabaco más pequeñas. En ello tienen que emplearse aglomerantes, y para la preparación de material de tabaco más grueso (como por ejemplo palillos o despajados) no es apropiado un proceso semejante.
El documento DE 10 2004 059 388 A1 describe el deshilachado de material de tabaco, especialmente de material de palillos o despajado. En él el material de tabaco de partida es calentado y llevado a una presión alta, y precisamente con un transportador de tornillo sin fin, en cuya salida se encuentra una ranura de corte. Mediante la transformación de material al salir de la ranura de corte, que va acompañada de una evaporación relámpago, se produce un material de tabaco deshilachado.
Es un problema del presente invento proporcionar un procedimiento para la elaboración de material de tabaco desmenuzado, que proporcione una calidad de producto mejor que la que es posible con el estado de la técnica. En particular debe proporcionarse una calidad que sin más sea suficiente para la elaboración mecanizada de cigarrillos y en particular corresponda incluso a las exigencias en un material de tabaco para la fabricación automática de cigarrillos. Especialmente también debe ser minimizado el desgaste en comparación con los dispositivos del estado de la técnica.
Este problema es solucionado según el invento por un procedimiento según la reivindicación 1 así como por un dispositivo según la reivindicación 11. Las reivindicaciones subordinadas definen formas de realización preferidas del invento.
El material de tabaco de partida puede presentar particularmente un material de tabaco grueso, especialmente con un tamaño de partícula de más de 2 mm. Puede ser un material de palillos de tabaco o un material despajado, especialmente con un tamaño de palillos de más de 2 mm. Debe notarse a tal fin que pueden emplearse materiales de tabaco como palillos tubulares, despajados, tallos cortos o fibras de tallos pero también residuos (pequeñas partículas de hojas de tabaco, otras partículas de tabaco, polvo de tabaco o una mezcla de los componentes mencionados.
En el procedimiento según el invento para la elaboración de material de tabaco desmenuzado se realizan los siguientes pasos: un material de tabaco de partida es calentado y llevado en una fase del procedimiento a una primera presión elevada. Acto seguido en una segunda fase del procedimiento el material de tabaco es bombeado a una segunda presión elevada, que es más alta que la primera presión elevada, y finalmente el material de tabaco calentado y puesto bajo presión es descargado de tensiones y conducido a través de un útil de conformado.
El proceso de bombeo ayuda a elevar significativamente la presión (datos en lo que sigue como sobrepresión) antes de la descarga de tensiones y del paso a través del útil de conformado y con ello conseguir condiciones de proceso óptimas para la elaboración de un producto aún mejorado en la calidad. Pueden generarse presiones muy altas, que con as medidas descritas en el estado de la técnica (transportador de tornillo sin fin) no son alcanzables y esto permite entre otras cosas una considerable libertad en la elección del útil de conformado. Además se hace posible una forma de funcionamiento con desgaste particularmente bajo. Las unidades para los mecanismos ventajosos según el invento serán discutidas en detalle más adelante.
El bombeo del material de tabaco a la segunda presión elevada se efectúa según una forma de realización del invento sin aumento esencial de la temperatura del material. Un proceso de bombeo permite una forma de proceder semejante.
De acuerdo con una variante de realización según el invento en la primera fase del procedimiento el material de tabaco es calentado a una temperatura de 60 a 180 º C, particularmente de 100 a 140 º C y llevado a una presión de 10 a 200 bar, particularmente de 1 a 100 bar, especialmente de 1 a 50 bar. En la segunda fase del procedimiento puede alcanzarse según el presente invento una presión de 100 a 700 bar, particularmente de 200 a 700 bar y especialmente de más de 200 bar a 700 bar.
La descarga de tensiones del material de tabaco se efectúa a presión atmosférica durante el paso a través del útil de conformado y se realiza en particular mediante una evaporación relámpago controlada.
El material de tabaco puede ser conducido a la segunda fase del procedimiento mediante una bomba volumétrica, particularmente una bomba de engranajes.
Ventajosamente el material de tabaco durante el paso a través del útil de conformado es configurado en forma de fibras, en particular deshilachado, y el útil de conformado puede ser por ejemplo una ranura de salida, una ranura de corte, una matriz o una boquilla. Debido a las condiciones del procedimiento que pueden obtenerse por el bombeo a la segunda presión elevada puede evitarse el peligro de obstrucciones y la elección del útil se hace más libremente, lo que es de gran ventaja, puesto que la forma de material de tabaco a regular naturalmente puede ser elegida asimismo más libremente.
El material de tabaco de partida en la primera fase del procedimiento es puesto bajo presión en particular mecánicamente, especialmente por medio de un tornillo sin fin de transporte o tornillo sin fin obturador, que presiona el material contra la salida de un transportador de tornillo sin fin, que en particular puede ser calentado.
El material de tabaco inmediatamente tras el procesado subsiguiente puede ser empleado como material de artículos para fumar, especialmente si el material de tabaco de partida es un material despajado. Puede ser sometido también a una clasificación, especialmente si el material de partida es un material de palillos grueso. En ello los materiales separados serían sometidos de nuevo al procedimiento según el invento y el resto no separado sería alimentado al procesado subsiguiente como material para fumar.
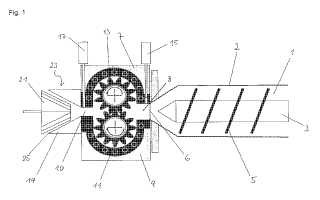
Un dispositivo según el invento para la elaboración de material de tabaco desmenuzado presenta una cámara de presión que en particular puede ser calentada, que comprende una entrada de material de tabaco, una salida de material de tabaco y una instalación transportadora para transportar el material de tabaco desde la entrada hasta la salida y para elevar la presión del material a una primera presión elevada. Tiene además un útil de conformado, mediante el cual el material de tabaco calentado y puesto bajo presión es conducido, descargado de tensiones y deshilachado, y según el invento entre la cámara de presión y el útil de conformado está instalada una bomba mecánica, que bombea el material de tabaco a una segunda presión elevada que es más alta que la primera presión elevada.
Las ventajas alcanzables mediante el dispositivo según el invento corresponden a las ventajas que ya fueron mencionadas más arriba para el procedimiento según el invento.
La bomba mecánica puede ser una bomba volumétrica... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la elaboración de material de tabaco desmenuzado en el cual
- un material de partida de tabaco es calentado y en una fase del procedimiento es llevado a una primera presión elevada;
- el material de tabaco en una fase subsiguiente del procedimiento es bombeado a una segunda presión elevada, que es más alta que la primera presión elevada, y en el cual
- el material de tabaco calentado y puesto bajo presión es descargado de tensiones y conducido a través de un útil de conformado (23) .
2. Procedimiento según la reivindicación 1, en el cual el bombeo del material de tabaco a la segunda presión elevada se efectúa sin aumento esencial de la temperatura del material.
3. Procedimiento según la reivindicación 1 o 2, en el cual el material de partida de tabaco en la primera fase del procedimiento es calentado a una temperatura de 60 a 180 º C, particularmente de 100 a 140 º C, especialmente de 110 a 130 º C y es llevado a una presión de 1 a 200 bar, particularmente de 1 a 100 bar, especialmente de 1 a 50 bar.
4. Procedimiento según una de las reivindicaciones 1 a 3, en el cual el material de partida de tabaco en la segunda fase del procedimiento es llevado a una presión de 100 a 700 bar, particularmente de 200 a 700 bar, especialmente a una presión de más de 200 bar a 700 bar.
5. Procedimiento según una de las reivindicaciones 1 a 4, en el cual la descarga de tensiones del material de tabaco se efectúa a presión atmosférica durante el paso a través del útil de conformado, en particular mediante una evaporación relámpago controlada.
6. Procedimiento según una de las reivindicaciones 1 a 5, en el cual el material de tabaco es conducido a la segunda fase del procedimiento mediante una bomba volumétrica, en particular mediante una bomba de engranajes (7) .
7. Procedimiento según una de las reivindicaciones 1 a 6, en el cual el material de tabaco durante el paso a través del útil de conformado (23) es configurado en forma de fibras, en particular es deshilachado
8. Procedimiento según una de las reivindicaciones 1 a 7, en el cual el material de tabaco es conducido a través de una ranura de salida, una ranura de corte, una matriz o una boquilla como útil de conformado.
9. Procedimiento según una de las reivindicaciones 1 a 8, en el cual el material de partida de tabaco en la primera fase del procedimiento es puesto bajo presión mecánicamente, en particular mecánicamente por medio de un tornillo sin fin de transporte o tornillo sin fin obturador (5) , que presiona el material contra la salida de un transportador de tornillo sin fin que puede ser calentado.
10. Procedimiento según una de las reivindicaciones 1 a 9, en el cual el material de tabaco desmenuzado, deshilachado a presión
- inmediatamente es alimentado al procesado subsiguiente como material de artículos para fumar, o
- es sometido a una clasificación, siendo los materiales separados en la clasificación sometidos de nuevo al procedimiento y siendo el resto no separado alimentado directamente al procesado subsiguiente como material de artículos para fumar.
11. Dispositivo para la elaboración de material de tabaco desmenuzado con una cámara de presión (1) que puede ser calentada, que presenta una entrada de material de tabaco, una salida de material de tabaco y una instalación transportadora (5) para transportar el material de tabaco desde la entrada hasta la salida y para elevar la presión del material a una primera presión elevada, y con un útil de conformado (23) , mediante el cual el material de tabaco calentado y puesto bajo presión es conducido, descargado de tensiones y deshilachado, caracterizado porque entre la cámara de presión (1) y el útil de conformado (23) está instalada una bomba mecánica (7) , que bombea el material de tabaco a una segunda presión elevada, que es más alta que la primera presión elevada.
12. Dispositivo según la reivindicación 11, caracterizado porque la bomba mecánica es una bomba volumétrica hidrostática, en particular una bomba de engranajes (7) .
13. Dispositivo según la reivindicación 11 o 12, caracterizado porque el útil de conformado (23) configura el material de tabaco en forma de fibras, en particular deshilachado.
14. Dispositivo según una de las reivindicaciones 11 a 13, caracterizado porque el útil de conformado presenta una ranura de salida, una ranura de corte, una matriz o una boquilla.
15. Dispositivo según una de las reivindicaciones11 a 14, caracterizado porque la cámara de presión forma o comprende un transportador de tornillo sin fin (1) que puede ser calentado, en particular un tornillo sin fin obturador (5) , que sirve como instalación transportadora para transportar el material de tabaco desde la entrada hasta la salida.
16. Empleo de un dispositivo según una de las reivindicaciones 11 a 15 para la elaboración de tabaco en forma de 5 fibras, especialmente para el deshilachado de material de tabaco.
17. Empleo de un dispositivo según una de las reivindicaciones 11 a 15 para la elaboración de tabaco de corte fino, especialmente para el empleo en la fabricación automática de cigarrillos.
18. Empleo según la reivindicación 16 o 17, en el cual se realiza o se realizan uno o varios de los procedimientos según las reivindicaciones 1 a 10.
Patentes similares o relacionadas:
 Aparato para la producción de una trama moldeada de material de tabaco homogeneizado, del 29 de Julio de 2020, de PHILIP MORRIS PRODUCTS S.A.: Aparato para la producción de trama moldeada de material de tabaco homogeneizado, dicho sistema de moldeado que comprende
• una caja de moldeado adaptada […]
Aparato para la producción de una trama moldeada de material de tabaco homogeneizado, del 29 de Julio de 2020, de PHILIP MORRIS PRODUCTS S.A.: Aparato para la producción de trama moldeada de material de tabaco homogeneizado, dicho sistema de moldeado que comprende
• una caja de moldeado adaptada […]
Método y aparato para enrollar una lámina de material de tabaco homogeneizado en una bobina, del 10 de Junio de 2020, de PHILIP MORRIS PRODUCTS S.A.: Método para enrollar una lámina de material de tabaco homogeneizado en una bobina , el método que comprende: • proporcionar una lámina […]
Método para producir material de tabaco homogeneizado de alta resistencia a la tracción, del 22 de Abril de 2020, de PHILIP MORRIS PRODUCTS S.A.: Un método para formar un material de tabaco homogeneizado que comprende las etapas de: formar una suspensión homogeneizada que comprende polvo […]
Láminas de tabaco reconstituido y métodos relacionados, del 25 de Marzo de 2020, de PHILIP MORRIS PRODUCTS S.A.: Método para fabricar una lámina de tabaco reconstituido, que comprende: proporcionar tallos de tabaco o cañas de tabaco o una de sus […]
Aparato de moldeo y método para verificar el grosor de una lámina moldeada, del 25 de Marzo de 2020, de PHILIP MORRIS PRODUCTS S.A.: Aparato de moldeo para la producción de una lámina moldeada de material de tabaco homogeneizado , dicho aparato de moldeo que comprende - una caja de moldeo […]
Láminas de tabaco reconstituido y métodos relacionados, del 18 de Marzo de 2020, de PHILIP MORRIS PRODUCTS S.A.: Procedimiento de fabricación de una lámina de tabaco reconstituido, que comprende: preparar una dispersión de tallos o cañas de tabaco en un líquido, la dispersión […]
Aparato de moldeado para la producción de una trama moldeada de material de tabaco homogeneizado, del 11 de Marzo de 2020, de PHILIP MORRIS PRODUCTS S.A.: Aparato de moldeado para la producción de una trama moldeada de material de tabaco homogeneizado, dicho aparato de moldeado que comprende o una caja de […]
Método para la preparación de una lámina moldeada de material de tabaco homogeneizado, del 11 de Marzo de 2020, de PHILIP MORRIS PRODUCTS S.A.: Método para la preparación de una lámina moldeada de material de tabaco homogeneizado, dicho método que comprende: - convertir en pulpa fibras celulósicas […]