Procedimiento para aplicar materiales espumables con capacidad de fluir a componentes de vehículo.
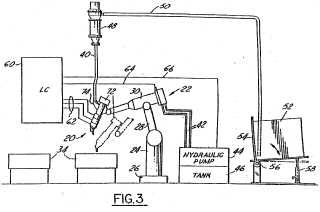
Un procedimiento para aplicar un material con capacidad de fluir a componentes (34) de un vehículo para proporcionar un componente que comprende una superficie metálica unida en una o más ubicaciones predeterminadas a un material que es espumable a una temperatura encontrada en una planta de montaje de automóviles y es sustancialmente no adhesivo a temperatura ambiente (105) que comprende la extrusión del material espumable sobre la superficie metálica en un estado no espumado,
en el que el extrusor y/o la superficie metálica son movidos automáticamente entre sí y el extrusor está programado para aplicar el material espumable en momentos predeterminados, de forma que se proporcione el material espumable en una o más ubicaciones predeterminadas en los componentes metálicos, en el que se expone a partir de entonces al material espumable a calor para transformarlo a un estado espumado.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E03075228.
Solicitante: ZEPHYROS INC..
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 160 MCLEAN DRIVE ROMEO, MI 48065 ESTADOS UNIDOS DE AMERICA.
Inventor/es: CZAPLICKI, MICHAEL, J., Lande,Maurice.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B05D1/26 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B05 PULVERIZACION O ATOMIZACION EN GENERAL; APLICACION DE MATERIALES FLUIDOS A SUPERFICIES, EN GENERAL. › B05D PROCEDIMIENTOS PARA APLICAR MATERIALES FLUIDOS A SUPERFICIES, EN GENERAL (transporte de objetos en los baños de líquidos B65G, p. ej.. B65G 49/02). › B05D 1/00 Procedimientos para aplicar líquidos u otras materias fluidas a las superficies (B05D 5/00, B05D 7/00 tienen prioridad). › por aplicación de líquidos u otros materiales fluidos, a partir de un orificio en contacto o casi en contacto con la superficie.
- B05D3/02 B05D […] › B05D 3/00 Tratamiento previo de superficies sobre las que los líquidos u otros materiales fluidos van a ser aplicados; Tratamiento ulterior de los revestimientos aplicados, p. ej. tratamiento intermedio de un revestimiento ya aplicado, para preparar las aplicaciones ulteriores de líquidos u otros materiales fluidos. › por cocción.
- B05D3/06 B05D 3/00 […] › por exposición a radiación (B05D 3/02 tiene prioridad).
- B05D3/14 B05D 3/00 […] › por medios eléctricos.
- B05D7/14 B05D […] › B05D 7/00 Procedimientos, distintos al "flocage", especialmente adaptados para aplicar líquidos u otros materiales fluidos, a superficies especiales, o para aplicar líquidos u otros materiales fluidos, particulares. › a metal, p. ej. a carrocerías de automóvil.
- B29C47/02
- B29C47/08
- B29C47/10
- B29C47/12
- B29C47/92
- B29K63/00 B […] › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29K SISTEMA DE INDEXACION ASOCIADO A LAS SUBCLASES B29B, B29C O B29D, RELATIVO A LAS MATERIAS A MOLDEAR O MATERIALES DE REFUERZO, CARGAS O PREFORMADAS, p. ej. INSERCIONES. › Uso de resinas epoxi como material de moldeo.
- B29K75/00 B29K […] › Uso de poliureas y poliuretanos como material de moldeo.
- B29L31/30 B29 […] › B29L SISTEMA DE INDEXACION ASOCIADO A LA SUBCLASE B29C, RELATIVO A OBJETOS PARTICULARES. › B29L 31/00 Otros objetos particulares. › Vehículos, p. ej. barcos o aviones o partes constitutivas de los mismos.
PDF original: ES-2378660_T3.pdf
Fragmento de la descripción:
Procedimiento para aplicar materiales espumables con capacidad de fluir a componentes de vehículo Campo técnico La presente invención versa, en general, acerca de procedimientos para aplicar materiales espumables con capacidad de fluir a componentes de automóviles y acerca de su espumación subsiguiente. Más en particular, la presente invención versa acerca de procedimientos para aplicar materiales espumables fundidos con capacidad de fluir tales como materiales adhesivos, materiales para obturar, materiales expansibles, materiales soldables, materiales estructurales, materiales pintables o similares a componentes de vehículos automóviles.
Antecedentes de la invención A menudo se utilizan compuestos obturadores, adhesivos y otros materiales con capacidad de fluir o moldeables sobre diversos componentes de una variedad de artículos de fabricación. Tales materiales con capacidad de fluir, por ejemplo, son aplicados a varios componentes de un vehículo automóvil para fines tales como aumentar la integridad estructural del vehículo, el cierre de estanqueidad, fijar componentes del vehículo entre sí, o mejorar las características de ruido, vibración o severidad (NVH) del vehículo.
La aplicación de los materiales con capacidad de fluir a los diversos componentes puede crear una variedad de retos. Puede haber retos presentados en la formación de materiales con capacidad de fluir con propiedades deseadas. Por ejemplo, los materiales con capacidad de fluir pueden necesitar ser formados con propiedades químicas, propiedades físicas o ambas, que son compatibles con los componentes a los que son aplicados los materiales con capacidad de fluir, permitiendo de ese modo que los materiales con capacidad de fluir se adhieran o interactúen de otra manera con los componentes. Por ejemplo, se pueden presentar retos para formar aparatos que puedan controlar de forma apropiada las tasas de creación y las tasas de salida de los materiales con capacidad de fluir. Pueden presentarse aún más retos por los diversos aspectos de diseño de los componentes a los que son aplicados los materiales con capacidad de fluir. Por ejemplo, la geometría de los componentes, el procesamiento de los componentes y otros aspectos similares de diseño pueden presentar un gran número de retos a la aplicación de los materiales con capacidad de fluir.
Un número de procedimientos encontrados en la técnica anterior versan acerca de productos denominados "bombeables" que son materiales fluídicos aplicados a porciones seleccionadas de un vehículo durante el procedimiento de montaje. Aunque estos procedimientos pueden ser muy ventajosos en algunas circunstancias y aplicaciones, el uso de materiales bombeables y equipos tiende a crear, a menudo, requerimientos adicionales de mantenimiento y de limpieza en las instalaciones de fabricación, al igual que una mayor demanda de mano de obra. Ciertos aspectos de la presente invención sirven para eliminar la necesidad de productos bombeables y procedimientos al proporcionar un procedimiento, un proceso, y un aparato para la extrusión in situ o la distribución de materiales con capacidad de fluir directamente a una superficie o ubicación seleccionada por medio de técnicas mejoradas de extrusión, que pueden ser empleadas para aplicar una variedad de materiales termoplásticos y termoendurecibles.
En consecuencia, los procedimientos y aparatos dados a conocer superan los inconvenientes y desventajas de la técnica anterior al extrudir o distribuir de otra manera de forma económica y eficaz materiales con capacidad de fluir a componentes de artículos de fabricación.
La patente estadounidense 5.358.397 versa acerca de un aparato para extrudir materiales con capacidad de fluir que comprende un extrusor de peso ligero para una extrusión en línea de gran producción de un cordón expansible. La patente estadounidense 5.336.349 describe un aparato para extrudir un cordón que está guiado por un robot.
Resumen de la invención La presente invención implica, en términos generales, procedimientos y aparatos para aplicar materiales con capacidad de fluir sobre componentes de artículos de fabricación. En realización preferentes particulares, la invención implica extrudir de forma precisa un material con capacidad de fluir muy viscoso sobre una o más ubicaciones predeterminadas de uno o más componentes de un vehículo automóvil.
Los materiales espumables con capacidad de fluir que son aplicados según la presente invención pueden ser materiales adhesivos, materiales para obturar, materiales expansibles, materiales estructurales, materiales soldables, materiales de soldadura de Transtar, materiales pintables u otros materiales con capacidad de fluir adecuados. En una realización muy preferente, los materiales con capacidad de fluir pueden ser tratados o procesados de otra manera para la aplicación de materiales adicionales que facilitan y permiten la formación de un acabado superficial pintado de clase A, u otra clase de superficie pintada o tratada, sobre el material con capacidad de fluir. En otras realizaciones, los materiales con capacidad de fluir pueden ser eléctricamente conductores, aislatorios, magnéticos, transparentes o poseer otra propiedad ventajosa a lo largo de parte de su longitud, o de toda ella.
Se aplican los materiales con capacidad de fluir como una o más mezclas en un estado no espumado y pueden estar sin curar y están expuestos a partir de entonces a un estímulo tal como calor, un producto químico u otro estímulo adecuado para inducir o activar los materiales con capacidad de fluir para transformarse (de forma reversible o irreversible) en un estado espumado. Además, los materiales con capacidad de fluir pueden exhibir de forma intrínseca diversas propiedades deseables tales como absorción de sonido, absorción de vibraciones, resistencia a la corrosión, adhesividad, propiedades de estanqueidad, resistencia, rigidez y similares que pueden mejorar propiedades respectivas de componentes que reciben los materiales. De forma alternativa, cuando se aplican los materiales con capacidad de fluir, producen una combinación con el componente subyacente que está mejorado en una o más propiedad relevante.
El procedimiento de la presente invención se caracteriza por el uso de equipos y procedimientos, tales como procedimientos mejorados de extrusión, diseños, y equipos, que aplican material directamente sobre la parte receptora para formar un conjunto que puede ser manipulado adicionalmente e incorporado en el procedimiento de montaje. Se contempla que los materiales que van a utilizarse en la presente invención serán los materiales con capacidad de fluir, tales como materiales termoplásticos o termoendurecibles, encontrados normalmente en operaciones de fabricación, tales como la fabricación de vehículos automóviles.
Un aparato preferente para ser utilizado en la presente invención incluye normalmente un aplicador para distribuir de forma reproducible los materiales espumables con capacidad de fluir sobre una superficie. En una realización, el aparato incluye un extrusor para distribuir el material con capacidad de fluir a través de un troquel. En otras realizaciones, el aparato puede incluir mecanismos para mover componentes con respecto a un aplicador (por ejemplo, un troquel) del aparato, mecanismos para mover el aplicador con respecto a los componentes o una combinación de los mismos. Por ejemplo, los mecanismos de extrusión de la presente invención pueden utilizar al menos un rodamiento de rodillos con capacidad para movimiento de doble acción para empujar y hacer rodar el material escogido. Más en particular, la presente invención puede incluir dispositivos de extrusión que tienen al menos un tornillo de accionamiento que interactúa y responde a una fuerza de reacción para atenuar la coherencia, el decremento, el incremento, y el control del tiempo de respuesta. En este sentido, el aparato puede utilizar un sistema con servomecanismo de posición controlada para accionar el tornillo del extrusor y controlar sus operaciones y tiempo de respuesta, que puede ser de solo aproximadamente 0, 1 segundo. El sistema con servomecanismo de posición controlada puede comprender, además, un bucle de servomecanismo, que recibe información de retorno de un codificador, una servoválvula, que proporciona el control de la posición, y software informático para facilitar la comunicación del servosistema y dirigir el sistema para funcionar hasta el momento preseleccionado de respuesta. En otras realizaciones más, la presente invención puede incorporar un aparato para el sistema de control de precisión para la distribución y la... [Seguir leyendo]
Reivindicaciones:
1. Un procedimiento para aplicar un material con capacidad de fluir a componentes (34) de un vehículo para proporcionar un componente que comprende una superficie metálica unida en una o más ubicaciones predeterminadas a un material que es espumable a una temperatura encontrada en una planta de montaje de automóviles y es sustancialmente no adhesivo a temperatura ambiente (105) que comprende la extrusión del material espumable sobre la superficie metálica en un estado no espumado, en el que el extrusor y/o la superficie metálica son movidos automáticamente entre sí y el extrusor está programado para aplicar el material espumable en momentos predeterminados, de forma que se proporcione el material espumable en una o más ubicaciones predeterminadas en los componentes metálicos, en el que se expone a partir de entonces al material espumable a calor para transformarlo a un estado espumado.
2. El procedimiento de la Reivindicación 1, en el que la etapa de aplicar el material espumable sobre la primera superficie comprende extrudir el material espumable como un cordón.
3. Un procedimiento como en la Reivindicación 1 o 2, en el que la superficie metálica incluye al menos un material
contaminante dispuesto sobre la misma y el procedimiento comprende, además, tratar la primera superficie del 15 componente para eliminar el al menos un material contaminante de la misma.
4. Un procedimiento como en la Reivindicación 3, en el que la etapa de tratar la primera superficie incluye exponer la superficie del componente a energía procedente de una fuente de energía, en el que la energía está seleccionada entre calor, plasma, luz o luz cercana al infrarrojo y la fuente de energía está seleccionada entre un generador de plasma, un láser, una lámpara de destello, una lámpara de calor o un láser NdYag.
5. Un procedimiento como en cualquiera de las reivindicaciones precedentes, en el que la etapa de aplicar el material con capacidad de fluir a la primera superficie se produce sin precalentar la primera superficie.
6. Un procedimiento como en cualquiera de las reivindicaciones precedentes, en el que el material espumable comprende un polímero basado en etileno.
7. Un procedimiento como en cualquiera de las reivindicaciones precedentes, en el que el material con capacidad
de fluir incluye un ingrediente seleccionado entre un agente de solubilización, un componente de baja compatibilidad, un ingrediente polar o un ingrediente modificado con un promotor de la adhesión.
8. Un procedimiento como en cualquiera de las reivindicaciones precedentes, que comprende, además, montar el componente en un vehículo automóvil.
9. Un procedimiento como en cualquiera de las reivindicaciones precedentes, en el que el componente del
vehículo está seleccionado entre una viga de la puerta, un panel de cierre, una tapa del maletero, un capó, una curvatura del techo, una tapa de llenado de combustible, un acabado exterior o un pilar del vehículo.
10. Un procedimiento como en cualquiera de las reivindicaciones precedentes, en el que el material con capacidad de fluir contiene una resina base con una distribución estrecha de peso molecular.
11. Un procedimiento como en cualquiera de las reivindicaciones precedentes, que comprende, además, calentar 35 la superficie del componente antes de aplicar el material con capacidad de fluir a la superficie.
12. Un procedimiento como en la reivindicación 1, en el que se aplica el material con capacidad de fluir con un aparato automatizado, incluyendo el aparato automatizado:
i. un suministro del material con capacidad de fluir, siendo proporcionado el material con capacidad de fluir como microgránulos en un recipiente;
ii. un extrusor en comunicación con el suministro de material con capacidad de fluir para recibir los microgránulos, siendo capaz el extrusor de entremezclar los microgránulos de material con capacidad de fluir en un estado viscoelástico y de distribuir el material con capacidad de fluir, incluyendo el extrusor un tornillo giratorio para distribuir el material con capacidad de fluir;
iii. un sistema para mover el extrusor y/o el componente durante la distribución del material con capacidad 45 de fluir; y iv. un controlador en comunicación con el extrusor y el sistema, en el que el controlador emplea un control de bucle cerrado para controlar la salida de material con capacidad de fluir en base a un sistema de dosificación que relaciona la velocidad rotacional del tornillo con la salida.
13. Un procedimiento como en la Reivindicación 12, en el que el controlador está programado para invertir una 50 dirección de rotación del tornillo del extrusor para hacer retroceder al material con capacidad de fluir una distancia corta después de una aplicación del material con capacidad de fluir al componente.
14. Un procedimiento como en la Reivindicación 12 o 13, en el que el controlador es un controlador lógico programable en comunicación con el extrusor, el controlador lógico programable está programado con un perfil que relaciona una tasa de salida de material con capacidad de fluir con un ángulo de posición del extrusor y una velocidad rotacional del tornillo del extrusor y en el que el controlador lógico programable emplea un control de bucle cerrado junto con el perfil para fijar la tasa de salida a un nivel deseado.
15. Un procedimiento como en cualquiera de las 1. a 14, en el que el sistema incluye un brazo de robot, un transportador o un carrusel para mover el componente.
16. Un procedimiento como en cualquiera de las 1. a 15, que incluye una fuente de presión de vacío para mover microgránulos del recipiente al extrusor.
17. Un procedimiento como en la Reivindicación 1, que comprende, además:
i. un suministro del material con capacidad de fluir, proporcionándose el material con capacidad de fluir como microgránulos en un recipiente;
ii. proporcionar un aparato que tiene un extrusor sustancialmente estacionario en comunicación con el suministro del material con capacidad de fluir;
iii. proporcionar un robot adyacente al extrusor, siendo capaz el robot de fijarse a un panel lateral de cuerpo entero, o de mover el mismo, de un vehículo automóvil en una pluralidad de direcciones con respecto al extrusor estacionario;
iv. mover el panel lateral de cuerpo entero del vehículo automóvil según un patrón predeterminado debajo del extrusor durante la aplicación del material con capacidad de fluir al componente.
18. Un procedimiento según cualquiera de las reivindicaciones precedentes, que incluye hacer un seguimiento de materiales según son alimentados al extrusor.
19. Un procedimiento según cualquiera de las reivindicaciones precedentes, en el que se aplica el material con capacidad de fluir al componente en una ubicación, después de lo cual se transporta el componente hasta una segunda ubicación para su montaje en un vehículo.
Patentes similares o relacionadas:
Disposición de tubo de protección con una pluralidad de fibras ópticas y un elemento hinchable en agua, del 20 de Febrero de 2019, de DRAKA COMTEQ B.V.: Disposición de tubo de protección , que comprende: una pluralidad de fibras ópticas ; un tubo de protección extrudido envolviendo dichas fibras […]
Refuerzo de tela recubierta de poliolefina y placas cementicias reforzadas con el mismo, del 20 de Febrero de 2019, de Saint-Gobain ADFORS Canada, Ltd: Un refuerzo de tela de fibra de vidrio que comprende: a) una tela de vidrio que tiene múltiples hilos que contienen filamentos de vidrio; y b) un recubrimiento […]
Gotero integrado con una reserva de salida alargada, del 18 de Octubre de 2018, de Rivulis Plastro Ltd: Un goteador plano discreto que es adecuado para ser instalado integralmente dentro de una manguera, que comprende un componente de […]
Composición de elastómero termoplástico para encapsulación, del 28 de Septiembre de 2018, de SAINT-GOBAIN GLASS FRANCE: Composición termoplástica para el sobremoldeo de un elastómero sobre un sustrato de vidrio mineral, que comprende: (a) de 50 a 70% en peso de al menos […]
Procedimiento para fabricar una pieza cilíndrica en forma alargada, del 22 de Noviembre de 2017, de UPONOR INNOVATION AB: Procedimiento para fabricar una pieza en forma de barra en el que - se extruye un perfil hueco de metal, - el perfil metálico hueco […]
Procedimientos de fabricación de un hilo, productos previos de hilos con múltiples capas e hilos, del 22 de Noviembre de 2017, de General Cable Industries, Inc: Procedimiento de fabricación de un hilo, que comprende: extruir un polímero receptor reticulable, sustancialmente libre de agente de curado, alrededor de un núcleo […]
Procedimiento y dispositivo para medir la temperatura de un material en forma de hilo, del 11 de Octubre de 2017, de SIKORA AG: Procedimiento para medir la temperatura de un material en forma de hilo que se ha de calentar a una temperatura nominal, caracterizado por las etapas: - el material […]
Procedimiento para producir un perfil de extrusión reforzado con fibras, del 12 de Julio de 2017, de REHAU AG + CO: Procedimiento para producir un perfil de extrusión reforzado con fibras, - en el que en primer lugar se saca de un rollo de cinta al menos […]