APARATO PARA, SIMULTÁNEAMENTE, PERFORAR UNA PIEZA A TRABAJAR Y MOVERLA ENTRE PUESTOS DE TRABAJO.
Un aparato para mover una pieza a trabajar, como un marco (30) de ventana y similar,
desde un puesto (5) de soldadura hasta un puesto (14) de limpieza que comprende:
- un tornillo (37) de banco con mordazas amovibles,
- un carro (18) para soportar dicho tornillo (37) de banco, siendo amovible dicho carro (18) entre dicho puesto (5) de soldadura y dicho puesto (14) de limpieza,
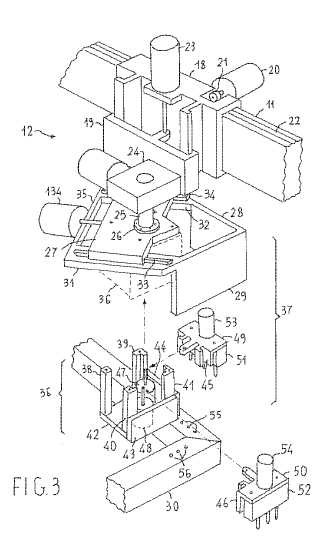
en el que dicho tornillo (37) de banco es susceptible de ser movido en la dirección vertical y accionado para agarrar la pieza a trabajar, siendo también susceptible dicho tornillo (37) de banco de ser orientado en el plano horizontal para hacer girar la pieza a trabajar, comprendiendo dicho tornillo (37) de banco una mordaza interna (36) de cuña en ángulo recto y una mordaza externa (28, 29) que coopera con dicha mordaza interna (36) para sujetar y colocar con precisión dicha pieza a trabajar en dicho tornillo de banco, siendo dicha mordaza externa una mordaza de ángulo recto que comprende dos placas verticales conectadas entre sí, caracterizado porque dicha mordaza (36) de cuña en ángulo recto consiste en un cuerpo prismático en forma de caja que está compuesto de tres o cuatro montantes verticales (38, 39, 40, 41) y comprende una placa inferior (42) para conectar dichos montantes (38, 39, 40, 41) en su parte inferior, y porque hay montada al menos una unidad (51, 52, 69, 82) de taladrado con el correspondiente motor (53, 54, 70, 83) verticalmente amovible bajo el control de un accionador (47, 48, 68, 73) mantenido dentro de dicho cuerpo prismático en forma de caja de dicha mordaza interna (36) de cuña en ángulo recto en al menos una de dichas mordazas interna (36) y externa (28, 29) para taladrar la pieza a trabajar en una superficie de dicha pieza (30) a trabajar expuesta entre las dos mordazas cuando dicho tornillo (37) de banco y dicha pieza a trabajar son desplazados entre dicho puesto (5) de soldadura y dicho puesto (14) de limpieza.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08425816.
Solicitante: ME.C.AL. S.P.A.
Nacionalidad solicitante: Italia.
Dirección: VIA TORRE BERETTI S.N. 27030 FRASCAROLO (PV) ITALIA.
Inventor/es: CAVEZZALE, ENNIO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23K37/047 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 37/00 Dispositivos o procedimientos auxiliares no especialmente adaptados a un procedimiento cubierto en uno solo de los grupos principales de esta subclase (pantallas de protección para los ojos de los operarios, llevadas por el operario o sujetadas manualmente A61F 9/00; aplicables a las máquinas de trabajar metales no destinados a la soldadura sin fusión, o a la soldadura o al corte por soplete B23Q; otras pantallas protectoras F16P 1/06). › Desplazamiento de las piezas para ajustar su posición entre las etapas de soldadura sin fusión, de soldadura o de corte (B23K 37/053 tiene prioridad).
- B23Q7/04 B23 […] › B23Q PARTES CONSTITUTIVAS, DISPOSITIVOS O ACCESORIOS DE MAQUINAS HERRAMIENTAS, p. ej. DISPOSITIVOS PARA COPIAR O CONTROLAR (herramientas del tipo utilizado en tornos o máquinas de agujerear B23B 27/00 ); MAQUINAS HERRAMIENTAS DE UTILIZACION GENERAL, CARACTERIZADAS POR LA ESTRUCTURA DE CIERTAS PARTES CONSTITUTIVAS O DISPOSITIVOS; COMBINACIONES O ASOCIACIONES DE MAQUINAS PARA TRABAJAR EL METAL NO DESTINADAS A UN TRABAJO EN PARTICULAR. › B23Q 7/00 Dispositivos para la manipulación de piezas, especialmente combinados a las máquinas-herramientas o dispuestos en estas máquinas o especialmente concebidos para ser utilizados en relación con estas máquinas, p. ej. para el transporte, la carga, la colocación, la descarga, la selección (incorporados a los husillos de trabajo B23B 13/00, B23B 19/02; para tornos automáticos o semiautomáticos B23B 15/00). › por medio de pinzas.
- B29C65/18 B […] › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 65/00 Ensamblado de elementos preformados; Aparatos a este efecto. › con una herramienta caliente.
PDF original: ES-2376502_T3.pdf
Fragmento de la descripción:
Aparato para, simultáneamente, perforar una pieza a trabajar y moverla entre puestos de trabajo La presente invención aborda un aparato para, simultáneamente, taladrar una pieza a trabajar y moverla entre puestos de trabajo y, particularmente, encuentra uso en la fabricación de carcasas, marcos de ventana y similares, obtenidos soldando secciones de plástico o metal (aleación ligera) (véase, por ejemplo, el documento EP-1854 581) .
Se conocen máquinas de soldadura de cuatro cabezas para ser usadas para fabricar marcos de ventana y puertas.
Una vez que las secciones han sido soldadas a ángulos rectos, los marcos así formados tienen que ser orientados en un puesto en el que una máquina de limpieza elimina las costuras soldadas y acaba o “limpia” las soldaduras en etapas sucesivas (generalmente, una esquina a la vez) .
Puede haber interpuesto un puesto intermedio entre dos puestos, es decir, puestos de soldadura y de limpieza, en el que los marcos son taladrados para el montaje posterior de bisagras y goznes.
En los documentos US 7.354.227, US 7.096.913 y DE 1991804 se dan a conocer ejemplos de estos sistemas.
No obstantes, estas soluciones siguen sufriendo ciertos inconvenientes.
Aunque en algunos casos el aparato que desplaza los marcos de un puesto a otro también hace o coopera haciendo de dispositivo de sujeción de marcos entre los puestos de trabajo, sigue existiendo la necesidad de mantener el marco inmóvil dentro de los puestos para llevar a cabo las diversas etapas de procesamiento requeridas.
El tiempo de proceso corresponde a la suma de los tiempos de procesamiento en los diversos puestos y de los tiempos de transferencia entre puestos.
La introducción de un puesto intermedio de taladrado implica un aumento considerable en los tiempos de proceso.
Además, la provisión de un puesto especial de procesamiento intermedio para taladrar el marco implica complicaciones considerables de construcción, mayores costes y requisitos aumentados de espacio.
La presente invención obvia los inconvenientes anteriores y proporciona un aparato que permite que las piezas a trabajar sean, simultáneamente, taladradas y movidas de un puesto de soldadura hasta un puesto de limpieza.
El aparato consiste sustancialmente en un tornillo de banco soportado por un carro que está diseñado para ser movido de un puesto a otro.
El tornillo de banco es susceptible de ser trasladado y movido en dirección vertical (para permitir que la pieza a trabajar sea insertada entre sus mordazas) , así como girado para agarrar, manejar y orientar la pieza a trabajar.
Las mordazas del tornillo de banco están convenientemente formadas, respectivamente, como mordazas en ángulo recto y de cuñas de canto vivo para la colocación precisa de la pieza a trabajar con respecto al tornillo de banco.
Una unidad de taladrado amovible verticalmente está montada en una de las mordazas para taladrar la pieza a trabajar en una superficie de la pieza a trabajar expuesta entre las dos mordazas del tornillo de banco.
Así, la etapa de taladrado puede llevarse a cabo mientras la pieza a trabajar es movida de un puesto a otro, estando la pieza a trabajar firmemente sujeta en la posición debida en el tornillo de banco.
El documento DE 4232289 da a conocer un aparato de sujeción de marcos en el que el dispositivo amovible asiste en la colocación del marco en un puesto de acabado de soldadura.
El dispositivo soporta una herramienta de acabado, que también puede ser una broca de taladro.
No obstante, la herramienta solo puede ser operada cuando el marco está debidamente colocado y firmemente sujeto en el puesto de escavado y no durante su desplazamiento, por lo que los tiempos de procesamiento no pueden reducirse en modo alguno.
Las características y las ventajas de la invención, que es definida en la reivindicación 1, serán más evidentes con la siguiente descripción de una realización preferente y variantes de la misma, con referencia a los dibujos adjuntos, en los que
– la Figura 1 es una vista planimétrica esquemática de un sistema para fabricar y procesar carcasas y marcos de ventana;
– las Figuras 2A a 2G son vistas planimétricas esquemáticas de las diversas etapas de manejo y desplazamiento de marcos, en el sistema de la Figura 1, para acabar las esquinas soldadas del marco;
– la Figura 3 es una vista parcialmente despiezada en perspectiva de una realización preferente del aparato para, simultáneamente, taladrar y manejar una pieza a trabajar, particularmente un marco de ventana, en el sistema de la Figura 1;
– la Figura 4 es una vista despiezada en perspectiva de una primera realización variante de una mordaza interna del aparato de la Figura 3;
– las Figuras 5A y 5B son vistas planimétricas esquemáticas que muestran dos etapas de manejo y procesamiento de marcos de ventana usando el aparato de la Figura 3 en la realización variante de la Figura 4;
– la Figura 6 es una vista despiezada en perspectiva de una segunda realización variante de una mordaza interna para el aparato de la Figura 3.
En las figuras, todas las partes funcionalmente equivalentes están designadas por los mismos números de referencia.
Una breve descripción del contexto para el que está diseñado el aparato de la invención es útil para una mejor comprensión de las características de la invención y de las ventajas derivadas de la misma.
Con referencia a la Figura 1, un sistema para formar y procesar carcasas y marcos de ventana comprende, en una vista esquemática en planta, un puesto 5 de soldadura, con cuatro cabezas cuya posición puede ser ajustada según el tamaño del marco que ha de formarse.
Una mesa 10 de enfriamiento está asociada con el puesto 5 de soldadura para recibir el marco empujado por medios de empuje, no mostrados, después de la soldadura.
La mesa 10 se extiende a una mesa 13 de manipulación, que tiene un puesto 14 de acabado de soldadura corriente debajo de la misma.
El puesto 14 de acabado incluye una mesa 16 que se conecta a la mesa 13 en un lado y se extiende a la mesa 17 de descarga del producto procesado en el otro lado.
En una posición estacionaria se proporciona una cabeza 15 de acabado en el puesto 14 de acabado para acabar las esquinas soldadas del marco una por una.
Según una realización, las mesas 10, 13, 16, 17 incluyen miembros de cepillo, por ejemplo fabricados de nailon, para que un marco sea girado y trasladado sobre los mismos.
Alternativamente, las mesas 10, 13, 16, 17 pueden ser mesas rodantes, que permiten un traslado (y una rotación) sustancialmente sin rozamiento.
Un raíl guía 11 está interpuesto entre la estación 5 de soldadura y la estación 14 de acabado y un aparato 12 está montado sobre el mismo de forma deslizante para agarrar y mover los marcos desde el puesto de soldadura hasta el puesto de acabado.
Los medios de transmisión del movimiento y tractores, conocidos per se, garantizan un movimiento controlado del aparato 12 de sujeción a lo largo del raíl 11.
El aparato 12 de sujeción no solo está diseñado para sujetar un marco soldado tumbado sobre la plataforma 10 y para trasladarlo sobre la plataforma 16, pero también para impartir al mismo un giro de 270º en etapas sucesivas de 90º , de modo que las cuatro esquinas soldadas del m arco puedan ser presentadas sucesivamente a la cabeza 15 de acabado.
El documento EP 1854581 describe con detalle una posible realización de un dispositivo de sujeción que cumple esta función por medio de un dispositivo de agarre susceptible de ser bajado y orientado.
Las Figuras 2A a 2G muestran esquemáticamente la secuencia de las etapas que deben llevarse a cabo.
En estas figuras, las esquinas del marco son designadas en orden por los números 1, 2, 3, 4.
Figura 2A: Se mueve el aparato 12 de sujeción sobre la mesa 10, se lo hace descender y agarra el marco tumbado sobre la misma por la esquina 2, luego se mueve por la guía 11 y lleva la esquina 1 del marco hasta la cabeza 15 de acabado, en la que se elimina la costura soldada de todas las caras del marco en la esquina 1 del marco. Esto es posible porque el aparato 12 de sujeción que opera en la esquina 2 no interfiere con... [Seguir leyendo]
Reivindicaciones:
1. Un aparato para mover una pieza a trabajar, como un marco (30) de ventana y similar, desde un puesto (5) de soldadura hasta un puesto (14) de limpieza que comprende:
− un tornillo (37) de banco con mordazas amovibles, − un carro (18) para soportar dicho tornillo (37) de banco, siendo amovible dicho carro (18) entre dicho puesto (5) de soldadura y dicho puesto (14) de limpieza, en el que dicho tornillo (37) de banco es susceptible de ser movido en la dirección vertical y accionado para agarrar la pieza a trabajar, siendo también susceptible dicho tornillo (37) de banco de ser orientado en el plano horizontal para hacer girar la pieza a trabajar, comprendiendo dicho tornillo (37) de banco una mordaza interna (36) de cuña en ángulo recto y una mordaza externa (28, 29) que coopera con dicha mordaza interna (36) para sujetar y colocar con precisión dicha pieza a trabajar en dicho tornillo de banco, siendo dicha mordaza externa una mordaza de ángulo recto que comprende dos placas verticales conectadas entre sí, caracterizado porque dicha mordaza (36) de cuña en ángulo recto consiste en un cuerpo prismático en forma de caja que está
compuesto de tres o cuatro montantes verticales (38, 39, 40, 41) y comprende una placa inferior (42) para conectar dichos montantes (38, 39, 40, 41) en su parte inferior, y porque hay montada al menos una unidad (51, 52, 69, 82) de taladrado con el correspondiente motor (53, 54, 70, 83) verticalmente amovible bajo el control de un accionador (47, 48, 68, 73) mantenido dentro de dicho cuerpo prismático en forma de caja de dicha mordaza interna (36) de cuña en ángulo recto en al menos una de dichas mordazas interna (36) y externa (28, 29) para taladrar la pieza a trabajar en una superficie de dicha pieza (30) a trabajar expuesta entre las dos mordazas cuando dicho tornillo (37) de banco y dicha pieza a trabajar son desplazados entre dicho puesto (5) de soldadura y dicho puesto (14) de limpieza.
2. Un aparato según se reivindica en la reivindicación 1 en el que hay dos unidades (51, 52) de taladrado operables independientemente.
3. Un aparato según se reivindica en la reivindicación 1 en el que al menos una unidad está montada en dicha mordaza interna (36) .
4. Un aparato según se reivindica en la reivindicación 3 en el que hay solo una unidad (69) de taladrado y dicha mordaza interna (36) es una mordaza (57, 58, 59) de cantos vivos dobles que es susceptible de ser orientada angularmente en el plano horizontal con un giro de 90º con respecto a dicha mordaza externa (28, 29) b ajo el control de un accionador (64) .
5. Un aparato según se reivindica en la reivindicación 3 en el que hay solo una unidad (82) de taladrado que es susceptible de ser orientada angularmente con un giro de 90º con respecto a dicha mordaza interna (36) bajo el control de un accionador (88) .
Patentes similares o relacionadas:
Máquina de mecanizado con dispositivo de carga de piezas de trabajo, del 10 de Junio de 2020, de GEBR. HELLER MASCHINENFABRIK GMBH: Máquina de mecanizado : con un grupo de husillos posicionables giratoriamente o accionables de forma giratoria alrededor de ejes (26, 27, […]
Máquina herramienta, en particular máquina fresadora de husillos múltiples, del 6 de Mayo de 2020, de DECKEL MAHO PFRONTEN GMBH: Máquina herramienta con: - un bastidor de máquina ; - una instalación de fijación de la pieza de trabajo para el empotramiento de una […]
Procedimiento para la preparación de piezas de trabajo y máquina herramienta para la realización del procedimiento, del 22 de Enero de 2020, de STAMA MASCHINENFABRIK GMBH: Procedimiento para la mecanización de piezas de trabajo en una máquina herramienta con un husillo de trabajo desplazable con relación a un dispositivo […]
Dispositivo de procesamiento con una mesa de piezas de trabajo, del 6 de Noviembre de 2019, de HOMAG GmbH: Dispositivo de procesamiento , en particular para el procesamiento de piezas de trabajo de madera, de materiales de trabajo derivados de la madera, de […]
Dispositivo de mecanizado para piezas de trabajo y procedimiento para el mismo, del 4 de Septiembre de 2019, de HOMAG GmbH: Dispositivo de mecanizado para piezas de trabajo, en particular de madera, plástico o similar, con una primera mesa de piezas de trabajo que puede […]
Procedimiento para mecanizar piezas de trabajo en una máquina herramienta así como máquina herramienta para ello, del 21 de Agosto de 2019, de Ezu-Metallwaren GmbH & Co. KG: Procedimiento para el mecanizado, preferiblemente con arranque de virutas, de piezas de trabajo en una máquina herramienta con un husillo […]
 Pinza y procedimiento para fabricar una pinza, del 30 de Mayo de 2019, de ROHM GMBH: Pinza con dos flancos laterales , que están unidos entre sí directa o indirectamente en un extremo y entre ellos se extiende un espacio que incluye un medio […]
Pinza y procedimiento para fabricar una pinza, del 30 de Mayo de 2019, de ROHM GMBH: Pinza con dos flancos laterales , que están unidos entre sí directa o indirectamente en un extremo y entre ellos se extiende un espacio que incluye un medio […]
BRIDA DE SUJECIÓN NEUMÁTICA PARA UTILLAJES, del 17 de Mayo de 2019, de SARABIA TRILLA, Miquel: 1. Brida de sujeción neumática mejorada para sujetar mediante un pisador con una cierta presión/esfuerzo a una chapa o similar, siendo susceptible la brida de sujeción […]