UNIÓN POR CONTACTO ELÉCTRICO Y PROCEDIMIENTO PARA SU PRODUCCIÓN.
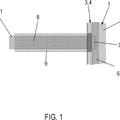
Unión de una pieza de contacto (13) con superficie de contacto (14) sobre una base de contacto (19),
con lo cual después de la fijación de la pieza de contacto sobre la base de contacto es realizado un grabado en la base de contacto (19) desde el otro lado con un grabado (27) correspondientemente continúo hacia el interior de la pieza de contacto (13), caracterizada por el hecho de que la pieza de contacto (13) se une a un soporte de contacto fino (15) y el soporte de contacto está fijado a la base de contacto (19) y por que en el lado inferior del soporte de contacto (15) están previstas elevaciones hacia la base de contacto (19) en forma de bridas (17) paralelas y/o alargadas, donde una unión por soldadura entre pieza de contacto (13) y base de contacto (19) prevee sobre todo una soldadura directa mediante estas bridas (17) sobre la base de contacto.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E06010028.
Solicitante: E.G.O. ELEKTRO-GERATEBAU GMBH.
Nacionalidad solicitante: Alemania.
Dirección: ROTE-TOR-STRASSE D-75038 OBERDERDINGEN ALEMANIA.
Inventor/es: REIMOLD, GUNTHER, REICHERT, WILLI.
Fecha de Publicación: .
Fecha Solicitud PCT: 16 de Mayo de 2006.
Clasificación PCT:
- H01H1/00 ELECTRICIDAD. › H01 ELEMENTOS ELECTRICOS BASICOS. › H01H INTERRUPTORES ELECTRICOS; RELES; SELECTORES; DISPOSITIVOS DE PROTECCION DE EMERGENCIA (cables de contacto H01B 7/10; interruptores automáticos de tipo electrolítico H01G 9/18; circuitos de protección, de seguridad H02H; conmutación por medios electrónicos sin cierre de contactos H03K 17/00). › Contactos (contactos líquidos H01H 29/04).
- H01H1/04 H01H […] › H01H 1/00 Contactos (contactos líquidos H01H 29/04). › Contactos cooperantes de materiales diferentes.
- H01H1/06 H01H 1/00 […] › caracterizados por la forma o la estructura de la superficie de contacto, p. ej. estriada.
- H01H1/24 H01H 1/00 […] › con montaje elástico.
- H01H11/06 H01H […] › H01H 11/00 Aparatos o procedimientos especialmente adaptados a la fabricación de interruptores eléctricos (procedimientos especialmente adaptados para la fabricación de conmutadores móviles rectilíneamente que tienen una pluralidad de elementos de operación asociados a diferentes juegos de contactos, p. ej. teclados, H01H 13/88). › Fijación de los contactos sobre los soportes.
- H01R4/02 H01 […] › H01R CONEXIONES CONDUCTORAS DE ELECTRICIDAD; ASOCIACION ESTRUCTURAL DE UNA PLURALIDAD DE ELEMENTOS DE CONEXION ELECTRICA AISLADOS UNOS DE OTROS; DISPOSITIVOS DE ACOPLAMIENTO; COLECTORES DE CORRIENTE. › H01R 4/00 Conexiones conductoras de electricidad entre varias piezas conductoras de contacto directo, es decir, que se tocan el uno al otro; Medios para realizar o mantener tales contactos; Conexiones conductoras de electricidad con dos o más emplazamientos de conexión espaciados para los conductores y utilizando piezas de contacto que penetran en el aislamiento. › Conexiones soldadas (H01R 4/62, H01R 12/59, H01R 12/65 tienen prioridad).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2369275_T3.pdf
Fragmento de la descripción:
Unión por contacto eléctrico y procedimiento para su fabricación [0001] La invención se refiere a una unión de una pieza de contacto sobre una base de contacto como unión por contacto, presentando la pieza de contacto una superficie de contacto, sobre la que puede ser dispuesto habitualmente un contracontacto. Igualmente se refiere la invención a un procedimiento para la fabricación de esta unión por contacto.
Es conocida la soldadura de piezas de contacto o cabezas de contacto sobre bases de contacto. Esto se realiza por ejemplo como contactos para mecanismos de conexión electromecánicos, como por ejemplo son conocidos de EP 898 291 A1. Contactos de este tipo pueden ser formados también como contactos bimetálicos , es decir con dos partes metálicas o capas de metal diferentes. Es problemática a menudo la durabilidad de la fijación o soldadura de la pieza de contacto sobre la base de contacto, particularmente cuando se trata de un contacto bimetálico.
La patente US 4, 357, 751 muestra una unión de un pieza de contacto con superficie de contacto sobre una base de contacto. Después de la fijación de la pieza de contacto sobre la base de contacto se realiza desde abajo por un pistón inferior un grabado en la pieza de contacto hacia dentro, estando dispuesto desde arriba un contrapistón, que da a la pieza de contacto o a su superficie de contacto una forma externa deseada. En este caso se alimenta la pieza de contacto como trozo largo de hilo, es soldada sobre la base de contacto y después acortada.
Función y solución [0004] La invención tiene la función de crear una unión inicialmente mencionada así como un procedimiento para la fabricación de una union de este tipo, con los que se puedan evitar los problemas del estado de la técnica, y particularmente conseguir una fijación sencilla, segura y duradera de una pieza de contacto o cabeza de contacto sobre una base de contacto.
Este problema se resuelve con una unión con las características de la reivindicación 1 así como un procedimiento con las características de la reivindicación 10. Configuraciones ventajosas así como preferidas de la invención son objeto de las otras reivindicaciones y se describen detalladamente en lo sucesivo. El texto de las reivindicaciones es incorporado a través de referencia explícita al contenido de la descripción. Algunas de las características descritas seguidamente valen tanto para la unión como también para el procedimiento en forma general, sin embargo, para evitar repeticiones inútiles sin limitación de esta validez general solo se exponen una vez.
Según la invención está previsto, que después de la fijación de la pieza de contacto sobre la base de contacto se realice un grabado en la base de contacto desde el otro lado. Esto significa por lo tanto, que en primer lugar la pieza de contacto se coloca en posición predeterminada sobre la base de contacto y allí es fijada particularmente con la fijación definitiva. A continuación se realiza el grabado en la base de contacto. Esto se realiza de tal manera que el grabado atraviesa toda la base de contacto total y aún realiza sus efectos dentro de la pieza de contacto, es decir, también esto es grabado comprimido o deformado. Por medio de un procedimiento de grabado de este tipo después de la fijación de la pieza de contacto sobre la base de contacto, esta unión, particularmente cuando se trata de una unión por soldadura, es aún reforzada o aumentada su durabilidad. Esto se realiza en parte de forma que la unión precedente o soldadura entre pieza de contacto y base de contacto se realiza sin tensiones mecánicas. En cambio el grabado produce a través de la deformación producida una deformación de este tipo, con lo que se consolida y estabiliza toda la unión. Esto también conduce a que la pieza de contacto adquiera una forma curvada, con lo que son presionados abajos los bordes exteriores y por consiguiente la unión se mantiene mejor. Además actúa el grabado como una especie de remate de forma por lo menos contra fuerzas laterales. También de esta manera se hace más estable la unión.
El grabado puede ser tan fuerte o formado de tal manera que en una pieza de contacto plana la superficie forme curvatura hacia fuera de forma convexa. En el caso de que la pieza de contacto ya esté curvada, la curvatura puede ser reforzada aún de forma convexa. Ventajosamente es posible durante el grabado fijar la pieza de contacto sobre una especie de contracojinete, para que no pueda desprenderse o desviarse de la base de contacto. Especialmente ventajoso es un contracojinete provisto de tal manera con una forma deseada para la pieza de contacto, que la superficie de la pieza de contacto por decirlo de algún modo se tercie hacia esta forma y esencialmente la tome o se modele conforme a la misma.
En una conformación de la invención se realiza el grabado en aproximadamente el punto central de la superficie de la pieza de contacto.
Ventajosamente se introduce el grabado exactamente en el punto central de la pieza de contacto, para configurar una curvatura resultante en la pieza de contacto de la forma más uniforme y central posible.
La forma del grabado es ventajosamente lo más uniforme posible, es decir, por lo menos simétrico al eje. De forma especialmente ventajosa es redonda y es causada con una punta de cuño correspondientemente redondeada. Alternativamente pueden ser realizados también con puntas de acuño o similares grabados, que entonces por lo menos en el material de la base de contacto alcanzan una profundidad mayor. Es aquí especialmente ventajoso como apoyo de la pieza de contacto un contracojinete correspondiente según la superficie deseada de la pieza de contacto, de tal modo que el grabado cruciforme no moleste en la superficie.
Se considera ventajoso que la curvatura esté grabada de tal manera mismo es impreso, que en la superficie entre base de contacto y pieza de contacto es más pequeña que la misma superficie de contacto. Así se puede impedir sobre todo, que toda la pieza de contacto esté sentada sobre una especie de curvatura alzante. Además, se garantiza con una superficie más pequeña del grabado que la curvatura en una zona interior de la pieza de contacto se introduzca en la pieza de contacto. En la zona que rodea la pieza de contacto no se halla ninguna curvatura y por consiguiente tampoco ningún grabado. Ventajosamente la superficie de la curvatura es considerablemente menor que aquella de la pieza de contacto, por ejemplo, puede comprender entre 20% y 50%.
En la invención presenta la pieza de contacto un soporte de contacto fino, al que se une. Ventajosamente esta unión está por toda la superficie, por ejemplo, por soldadura o colocando los rodillos unos sobre otros de los materiales correspondientes. En caso de que con una disposición de una pieza de contacto en un soporte de contacto, por decirlo de algún modo, una pieza de contacto de dos capas, se elija un material diferente, entonces se obtiene una pieza de contacto bimetálica. Así, por ejemplo, a tal objeto el soporte de contacto puede ser de metal noble o acero inoxidable. La pieza de contacto a su vez puede consistir en aleación de latón o de cobre, particularmente también de un aleación de aglomerado. La ventaja de piezas de contacto bimetálicas reside en que en cuanto al plegado previsto pueden ser dispuestas de tal manera que durante un calentamiento en la empresa se evita una desfiguración no deseada de la pieza de contacto. Particularmente se deforma la pieza a labrar a alta temperatura o temperatura de trabajo hacia una forma final que corresponde a la forma deseada. En esta forma también se reivincida menos la unión mecánica.
En la invención están previstas en el lado inferior de la pieza de contacto o de los soporte de contacto, en todo caso en el lado para el apoyo en la base de contacto, elevaciones alargadas. Estas se forman según el método como bridas alargadas. Discurren por lo menos en paralelo una respecto a la otra y son particularmente también rectas. Estas bridas están moldeadas hacia afuera con una elevación ligera del material de la pieza de contacto o del soporte de contacto. Únicamente con estas elevaciones se realiza el contaco entre base de contacto por una parte y pieza de contacto o soporte de contacto por otra parte. Una unión por soldadura entre pieza de contacto y base de contacto prevé sobre todo una soldadura directa mediante estas bridas sobre la base de contacto. A través de las brida salientes es posible también una union definida, es decir, superficial, y territorialmente exacta entre pieza de contacto y base de contacto.
... [Seguir leyendo]
Reivindicaciones:
1. Unión de una pieza de contacto (13) con superficie de contacto (14) sobre una base de contacto (19) , con lo cual después de la fijación de la pieza de contacto sobre la base de contacto es realizado un grabado en la base de contacto (19) desde el otro lado con un grabado (27) correspondientemente continúo hacia el interior de la pieza de contacto (13) , caracterizada por el hecho de que la pieza de contacto (13) se une a un soporte de contacto fino (15) y el soporte de contacto está fijado a la base de contacto (19) y por que en el lado inferior del soporte de contacto (15) están previstas elevaciones hacia la base de contacto (19) en forma de bridas (17) paralelas y/o alargadas, donde una unión por soldadura entre pieza de contacto (13) y base de contacto (19) prevee sobre todo una soldadura directa mediante estas bridas (17) sobre la base de contacto.
2. Unión según la reivindicación 1, caracterizada por el hecho de que la pieza de contacto (13) está abovedada de forma convexa en la superficie de contacto (14) , con lo cual preferiblemente se refuerza (14') la curvatura convexa a través del grabado (27) .
3. Unión según la reivindicación 1 o 2, caracterizada por el hecho de que la pieza de contacto (13) está soldada firmemente sobre la base de contacto (19) .
4. Unión según una de las reivindicaciones anteriores, caracterizada por el hecho de que el grabado
(27) se encuentra aproximadamente, de modo preferible exactamente, en el punto central de la superficie de la pieza de contacto (13) .
5. Unión según una de las reivindicaciones anteriores, caracterizada por el hecho de que el grabado (27) es por lo menos simétrico al eje, preferiblemente cuadrado o redondo.
6. Unión según una de las reivindicaciones anteriores, caracterizada por el hecho de que la superficie de la curvatura (27') grabada en el lado de la base de contacto (19) hacia la pieza de contacto (13) es más es pequeña que la superficie de la pieza de contacto, particularmente comprende entre el 20% y 50% de la superficie.
7. Unión según una de las reivindicaciones anteriores, caracterizada por el hecho de que la pieza de contacto (13) se une por toda la superficie con el soporte de contacto (15) fino.
8. Unión según la reivindicación 1 o 7, caracterizada por el hecho de que el soporte de contacto está colocado y fijado esencialmente con las bridas sobre la base de contacto (19) .
9. Unión según una de las reivindicaciones anteriores, caracterizada por el hecho de que la pieza de contacto (13) y el soporte de contacto (15) forman un bimetal, con lo cual preferiblemente el soporte de contacto consiste en metal noble.
10. Procedimiento para la fabricación de una unión según una de las reivindicaciones anteriores, caracterizado por los pasos:
- disposición de la pieza de contacto (13) y la base de contacto (19) ,
- colocación de la pieza de contacto sobre la base de contacto en el punto previsto,
- fijación de la pieza de contacto sobre la base de contacto,
- introducción de un grabado (27) en el lado opuesto de la base de contacto en la zona de la pieza de contacto.
11. Procedimiento según la reivindicación 10, caracterizado por el hecho de que el eje del grabado (27)
pasa aproximadamente a través del punto central de la superficie de la pieza de contacto (13) .
12. Procedimiento según las reivindicaciones 10 o 11, caracterizado por el hecho de que por medio del
grabado (27) la pieza de contacto (13) en una superficie de contacto (14) está abovedada hacia fuera o se 5 refuerza hacia fuera una curvatura convexa (14') .
13. Procedimiento según una de las reivindicaciones 10 hasta 12, caracterizado por el hecho de que durante todo el proceso de grabado la pieza de contacto (13) es sostenida por medio de una pieza antagonista (22) superficial, esencialmente preferiblemente por toda la superficie, y particularmente por que se forma su curvatura (14') definitiva.
Patentes similares o relacionadas:
Luna con un elemento de conexión eléctrica y con un cable flexible de conexión, del 15 de Julio de 2020, de SAINT-GOBAIN GLASS FRANCE: Luna con al menos un elemento de conexión eléctrica y un cable de conexión, que comprende al menos: - un sustrato , - una estructura […]
Procedimiento para fabricar un elemento de conexión eléctrico, del 13 de Noviembre de 2019, de AUTO-KABEL MANAGEMENT GMBH: Procedimiento para fabricar un elemento de conexión eléctrico , que comnprende - proporcionar una primera pieza plana de un sustrato […]
Conexiones y métodos de cables superconductores, del 6 de Noviembre de 2019, de Advanced Conductor Technologies LLC: Una estructura de conector para un cable superconductor que tiene una pluralidad de cintas superconductoras enrolladas alrededor […]
 Procedimiento para producir un subconjunto de conexión de un cuerpo plano, del 30 de Octubre de 2019, de SAINT-GOBAIN GLASS FRANCE: Procedimiento para producir un subconjunto de conexión de un cuerpo plano , que comprende las siguientes etapas:
- poner a disposición un cuerpo plano […]
Procedimiento para producir un subconjunto de conexión de un cuerpo plano, del 30 de Octubre de 2019, de SAINT-GOBAIN GLASS FRANCE: Procedimiento para producir un subconjunto de conexión de un cuerpo plano , que comprende las siguientes etapas:
- poner a disposición un cuerpo plano […]
Conector de control electrónico, control electrónico para accionar un compresor hermético, del 23 de Octubre de 2019, de Embraco Indústria de Compressores e Soluções em Refrigeração Ltda: Conector de control electrónico para conectar un pin de un conector de un compresor hermético a una pista de una placa de circuito impreso , comprendiendo […]
Procedimiento para la realización tecnológicamente optimizada de uniones por soldadura indirecta, del 2 de Octubre de 2019, de FEW Fahrzeugelektrikwerk GmbH & Co. KG: Procedimiento para la realización tecnológicamente optimizada de uniones por soldadura indirecta exentas de plomo, en el que al menos una de las partes que han […]
Procedimiento para realizar una unión por soldadura indirecta, conector eléctrico para la unión por soldadura indirecta a un cable coaxial y uso de un conector de este tipo, del 21 de Agosto de 2019, de TELEGARTNER KARL GARTNER GMBH.: Procedimiento para realizar una unión por soldadura indirecta entre al menos dos componentes , en el que, para fundir un material de […]
Unión de conexión con una disposición de cable y una disposición de placa, así como método para establecer esta unión de conexión, del 15 de Mayo de 2019, de MD Elektronik GmbH: Unión de conexión con una disposición de cable y una disposición de placa , con las características siguientes: - la disposición de […]