PRODUCTO EN LÁMINA QUE COMPRENDE POR LO MENOS DOS CAPAS UNIDAS MEDIANTE ENCOLADO CON DISTRIBUCIÓN NO UNIFORME DE LA COLA.
Producto en lámina de papel tisú (N) bobinado en un rollo, que comprende por lo menos dos capas (V1,
V2) unidas entre sí mediante encolado, por lo menos una de las cuales está gofrada, en el que las zonas de borde longitudinal (1) de dicho producto en lámina están provistas de una cantidad de cola mayor con respecto por lo menos a una zona intermedia (3), que está desprovista de cola o esencialmente sin cola o provista de una cantidad de cola más pequeña en comparación con la cola aplicada a lo largo de las zonas de borde, estando aplicada dicha cola en la superficie frontal de unas protuberancias gofradas (7) de dicha por lo menos una capa gofrada; y en el que la cola (C) aplicada a las protuberancias permite que las capas (V1, V2) se adhieran entre sí
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IT2005/000275.
Solicitante: FABIO PERINI S.P.A..
Nacionalidad solicitante: Italia.
Dirección: VIA PER MUGNANO 55100 LUCCA ITALIA.
Inventor/es: GELLI, MAURO.
Fecha de Publicación: .
Fecha Solicitud PCT: 13 de Mayo de 2005.
Clasificación Internacional de Patentes:
- B32B29/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › Productos estratificados compuestos esencialmente de papel o de cartón.
- B65H39/16 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65H MANIPULACION DE MATERIALES DELGADOS O FILIFORMES, p. ej. HOJAS, BANDAS, CABLES. › B65H 39/00 Unión, colocación o agrupación de artículos o bandas (combinaciones de operaciones de apilado y de sacado de artículos que presentan otro interés que la operación individual de apilado o de sacado de artículos B65H 83/00; máquinas para colocar y agrupar a la vez y fijar de forma permanente hojas o cuadernos B42C 1/00). › Unión de dos o más bandas.
- D21H27/32 TEXTILES; PAPEL. › D21 FABRICACION DEL PAPEL; PRODUCCION DE LA CELULOSA. › D21H COMPOSICIONES DE PASTA; SU PREPARACION NO CUBIERTA POR LAS SUBCLASES D21C, D21D; IMPREGNACION O REVESTIMIENTO DEL PAPEL; TRATAMIENTO DEL PAPEL TERMINADO NO CUBIERTO POR LA CLASE B31 O LA SUBCLASE D21G; PAPEL NO PREVISTO EN OTRO LUGAR. › D21H 27/00 Papel especial no previsto en otro lugar, p. ej. obtenido por procedimientos de múltiples etapas. › con materiales aplicados entre las hojas (ensamblado de hojas en papel o en cartón B31F 5/00).
- D21H27/40 D21H 27/00 […] › siendo al menos una de las hojas no plana, p. ej. rizada (rizado u ondulación del papel B31F).
Clasificación PCT:
- B65H39/16 B65H 39/00 […] › Unión de dos o más bandas.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania.
PDF original: ES-2359833_T3.pdf


Fragmento de la descripción:
Campo técnico
La presente invención se refiere a productos en lámina, con dos o varias capas unidas entre sí mediante encolado, por ejemplo y en particular (aunque no exclusivamente) realizados a partir de papel tisú.
Más en particular, la invención se refiere a productos en lámina en particular del tipo bobinado en un rollo, tal como papel de cocina, papel higiénico y similar.
Estado de la técnica
En la fabricación de papel higiénico, papeles de cocina y otros productos realizados a partir de papel tisú o papel crepé, se utilizan normalmente dos o más capas de papel unidas entre sí mediante adhesión o encolado. Cuando se unen las capas mediante encolado éstas normalmente están gofradas, es decir, se han sometido a una deformación mecánica permanente con la formación de protuberancias en las capas. La cola se aplica en la superficie frontal de las protuberancias de por lo menos una de las dos capas y dichas capas gofradas de este modo gofradas y provistas de cola se laminan entre dos rodillos gofradores o entre un rodillo gofrador y un rodillo laminador. Se han diseñado diversos dispositivos de gofrado y laminado para este fin.
La aplicación de la cola para unir las capas produce algunos inconvenientes. En primer lugar, la cola, que es un material consumible, aumenta el coste del producto acabado. En segundo lugar, la presencia de cola disminuye la blandura del producto, que se hace más rígido, y tiene una influencia negativa en las capacidades de absorción del mismo.
Se han diseñado diversos sistemas para reducir la cantidad de cola utilizada para unir las capas, y generalmente el número de protuberancias en la que se aplica la cola tiende a reducirse.
Sin embargo, estas medidas no son siempre suficientes para obtener un producto con la blandura deseada y/o que presente las características de absorción deseadas.
El documento WO-A-00/05065 da a conocer una lámina de papel que presenta una capa de barrera transpirable, impermeable al líquido. La lámina comprende una primera capa de celulósica exterior, una segunda capa celulósica exterior y una capa impermeable no tejida interior. Las capas están unidas pasivamente entre sí. Según la memoria de documento de la técnica anterior, “unido pasivamente” significa unido sin la utilización de medios de adhesivo, térmicos o ultrasónicos, de gofrado u otros medios de unión activos. Cuando existe una lámina no tejida de una dimensión más pequeña entre las dos capas celulósicas exteriores, las capas celulósicas exteriores pueden unirse en los bordes en zonas de unión como mediante una banda de adhesivo.
Objetivos y sumario de la invención
El objetivo de la presente invención consiste en fabricar un producto que reduzca o elimine, por completo o parcialmente, los inconvenientes mencionados anteriormente.
Más particularmente, el objetivo de la presente invención consiste en fabricar un papel tisú de múltiples capas en el que se optimice la distribución de la cola para unir las capas de manera adecuada, con una reducción de las consecuencias negativas de la cola en las características de blandura y/o en las capacidades de absorción del producto.
Estos y otros objetivos y ventajas que resultarán evidentes para los expertos en la materia a partir de la lectura del siguiente texto, se obtienen en esencia con un producto en lámina, según la reivindicación 1 o la reivindicación 2. En las reivindicaciones subordinadas, se exponen unas formas de realización particularmente ventajosas.
El producto en lámina es papel y en particular papel tisú, que comprende por lo menos dos capas unidas entre sí mediante encolado, en el que por lo menos una de las capas está gofrada, caracterizado porque presenta unas zonas o bandas de borde longitudinal en las que se aplica una gran cantidad de cola con respecto a por lo menos una zona intermedia, es decir, una zona dispuesta dentro de los bordes longitudinales del producto. En particular, según la invención las zonas de borde presentan un porcentaje más alto de superficie encolada con respecto al porcentaje de superficie encolada en la(s) zona(s) intermedia(s) del producto.
La invención se basa en la idea de que para unir las capas que forman el producto acabado únicamente se requiere distribuir cola en unas zonas, y que durante su uso el producto de papel se utiliza de distintas maneras de zona a zona. La invención se basa en la idea de reducir la cantidad de cola en esas zonas en la que puede tener un efecto negativo en las características de blandura y/o en las capacidades de absorción del producto, concentrando la presencia de la cola principalmente a lo largo de las zonas de borde.
De hecho, en el caso del papel higiénico, por ejemplo, éste se utiliza siempre de manera dominante en la zona central de las láminas de papel, mientras que en su utilización normal las zonas de borde no se utilizan. Por lo tanto, una cantidad de cola concentrada en las zonas de borde no reduce las características de blandura en la zona del producto, que entra en contacto con el usuario. Por otra parte, la cola aplicada a lo largo de los bordes, o de manera dominante a lo largo de los bordes, garantiza una unión óptima de las capas.
También en el caso de papeles de cocina, la presencia de zonas de borde longitudinal encoladas y zonas intermedias desprovistas de cola o en cualquier caso que presenten una cantidad más reducida de cola obtiene las ventajas anteriormente mencionadas de un aumento de la blandura y de la capacidad de absorción con respecto a los productos tradicionales, gracias a la reducción en la cantidad de cola particularmente en las zonas intermedias, es decir, en las zonas centrales del producto.
En el caso particular de los papeles de cocina, resulta ventajoso proporcionar unas zonas encoladas suplementarias, que presenten una extensión esencialmente paralela a los bordes longitudinales, de manera que el producto acabado en esencia presente más de dos bandas o zonas encoladas dispuestas a lo largo de los bordes longitudinales y en posiciones intermedias con respecto a la extensión transversal del producto. Produciendo estas zonas en las que el encolado se concentra por medio de un gofrado más evidente, por ejemplo, gofrados lineales con una altura mayor con respecto al microgrofado distribuido sobre toda la superficie restante del producto, el papel de cocina puede alcanzar otras ventajas. De hecho, la presencia de zonas con un gofrado más evidente, y encoladas, aumenta el agarre de la mano en la lámina de papel lo que da como resultado un aumento del efecto de limpieza, útil cuando se utiliza el producto, por ejemplo, para limpiar o secar superficies de mobiliario, platos u otros objetos. La presencia de gofrados en una zona central del producto, particularmente si se obtienen con resaltes continuos en lugar de discontinuos, posibilita obtener un tipo de efecto abrasivo y de este modo invita al plegado de cada hoja de papel de cocina, con más ventajas durante su utilización.
También puede utilizarse el encolado a lo largo de los bordes, particularmente si se obtienen por medio de microgofrado o gofrado según líneas o resaltes continuos, como un tipo de cierre lateral del producto de varias capas, para permitir introducir productos de varios tipos y retenerlos entre las capas. Por ejemplo, entre las capas puede introducirse un material absorbente o superabsorbente, en forma de fibras, gránulos, polvo o similar. Materiales absorbentes adecuados son generalmente los utilizados en la producción de compresas higiénicas, pañales para bebés u otros productos similares. Estos materiales con frecuencia están basados en polímeros. Preferentemente, en particular cuando el producto en banda es un papel de cocina o un papel limpiador, el material superabsorbente es de tipo comestible.
Según un aspecto distinto, la invención se refiere a un producto en lámina bobinado en un rollo, por ejemplo papel higiénico o papel de cocina, con dos o más capas unidas mediante encolado, preferentemente por lo menos parcialmente gofradas, caracterizado porque presenta unas zonas o bandas longitudinales que contienen cantidades de cola que varían de zona a zona, es decir, zonas longitudinales con distintas cantidades de cola por unidad de superficie.
En las reivindicaciones adjuntas, se describen otras características ventajosas y formas de realización del producto según la invención, que se describen con mayor detalle haciendo referencia a algunos ejemplos de forma de realización ilustrados... [Seguir leyendo]
Reivindicaciones:
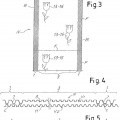
1. Producto en lámina de papel tisú (N) bobinado en un rollo, que comprende por lo menos dos capas (V1, V2) unidas entre sí mediante encolado, por lo menos una de las cuales está gofrada, en el que las zonas de borde longitudinal (1) de dicho producto en lámina están provistas de una cantidad de cola mayor con respecto por lo menos a una zona intermedia (3), que está desprovista de cola o esencialmente sin cola o provista de una cantidad de cola más pequeña en comparación con la cola aplicada a lo largo de las zonas de borde, estando aplicada dicha cola en la superficie frontal de unas protuberancias gofradas (7) de dicha por lo menos una capa gofrada; y en el que la cola (C) aplicada a las protuberancias permite que las capas (V1, V2) se adhieran entre sí.
2. Producto en lámina de papel tisú (N) bobinado en un rollo, que comprende una primera capa exterior (V1), una segunda capa exterior (V2) y una capa intermedia (V3), estando gofradas las capas exteriores (V1, V2), estando unidas las capas entre sí mediante encolado, en el que las zonas de borde longitudinal (1) de dicho producto en lámina están provistas de una cantidad de cola mayor con respecto por lo menos a una zona intermedia (3), aplicándose dicha cola en las superficies frontales de las protuberancias gofradas (7) de dicha primera capa gofrada exterior; y en el que la cola (C) aplicada en las protuberancias encola dicha primera capa gofrada exterior a dicha capa intermedia (V3) a través de la cual se infiltra la cola permitiendo la unión recíproca de dichas tres capas (V1, V2, V3).
3. Producto según la reivindicación 1 ó 2, en el que todas las capas (V1, V2, V3) que forman dicho producto en lámina (N) presentan la misma anchura.
4. Producto según la reivindicación 1 ó 2 ó 3, caracterizado porque dichas zonas de borde (1) presentan un porcentaje mayor de superficie encolada que dicha por lo menos una zona intermedia (3).
5. Producto según una o varias de las reivindicaciones anteriores, caracterizado porque presenta unas líneas de rasgado perforadas (T) transversales con respecto al producto bobinado en un rollo y a las zonas de borde longitudinal (1).
6. Producto según una o varias de las reivindicaciones anteriores, caracterizado porque comprende por lo menos una zona encolada suplementaria (4), interior con respecto a las zonas de borde (1), con una mayor cantidad de cola con respecto a dicha por lo menos una zona intermedia (3).
7. Producto según la reivindicación 6, caracterizado porque dicha zona encolada suplementaria (4) está en una posición aproximadamente central entre las zonas de borde longitudinal (1); y porque entre dicha zona suplementaria (4) y dichas zonas de borde (1) están definidas dos zonas intermedias (3) sin cola o que presentan un porcentaje menor de superficie encolada con respecto a dicha zona suplementaria y dichas zonas de borde.
8. Producto según una o varias de las reivindicaciones anteriores, caracterizado porque en dichas zonas de borde
(1) y, opcionalmente, en dicha zona encolada suplementaria (4), por lo menos una de dichas capas presenta un gofrado según unas líneas de gofrado continuas o discontinuas.
9. Producto según una o varias de las reivindicaciones anteriores, caracterizado porque en dichas zonas de borde
(1) y, opcionalmente, en dicha zona encolada suplementaria (4), por lo menos una de dichas capas presenta un gofrado según unas líneas de gofrado helicoidales continuas o discontinuas.
10. Producto según la reivindicación 9, caracterizado porque dichas líneas de gofrado helicoidales presentan una inclinación no superior a 30º y preferentemente no superior a 10º con respecto a los bordes longitudinales.
11. Producto según una o varias de las reivindicaciones anteriores, caracterizado porque en dicha por lo menos una zona encolada suplementaria (4) por lo menos una de dichas capas está gofrada.
12. Producto según una o varias de las reivindicaciones anteriores, caracterizado porque en dicha por lo menos una zona intermedia (3) están dispuestas unas zonas de encolado recíprocas de dichas capas (V1, V2, V3).
13. Producto según una o varias de las reivindicaciones 1 a 11, caracterizado porque en dicha por lo menos una zona intermedia (3) dichas capas están desprovistas de cola.
14. Producto según una o varias de las reivindicaciones anteriores, caracterizado porque una primera capa (V1) está gofrada a lo largo de dichas zonas de borde longitudinal (1) y sin gofrado en el nivel de dicha por lo menos una zona intermedia (3).
15. Producto según la reivindicación 14, caracterizado porque la segunda capa (V2) está gofrada en el nivel de dicha por lo menos una zona intermedia (3) y sin gofrado en el nivel de las zonas de borde longitudinal (1).
16. Producto según la reivindicación 14, caracterizado porque la segunda capa (V2) está gofrada en el nivel de las
zonas de borde longitudinal (1).
17. Producto según la reivindicación 14, caracterizado porque la segunda capa (V2) está totalmente desprovista de gofrado.
18. Producto según la reivindicación 14 ó 16, caracterizado porque la segunda capa (V2) está gofrada en la totalidad de su superficie.
19. Producto según la reivindicación 2, caracterizado porque dicha tercera capa intermedia está desprovista de gofrado.
20. Producto según una o varias de las reivindicaciones anteriores, caracterizado porque una primera capa (V1) está provista de un primer gofrado (7) a lo largo de dichas zonas de borde (1) y de un segundo gofrado (9) en el nivel de dicha por lo menos una zona intermedia (3), presentando el primer gofrado unas protuberancias continuas o discontinuas de una altura mayor con respecto a las protuberancias continuas o discontinuas del segundo gofrado.
21. Producto según la reivindicación 20, caracterizado porque las protuberancias del primer gofrado (7) presentan una densidad menor que las protuberancias del segundo gofrado (9).
22. Producto según una o varias de las reivindicaciones anteriores, caracterizado porque la segunda capa (V2) presenta un tercer gofrado a lo largo de dichas zonas de borde (1), y un cuarto gofrado en el nivel de dicha por lo menos una zona intermedia.
23. Producto según la reivindicación 22, caracterizado porque dicho tercer gofrado presenta unas protuberancias continuas o discontinuas de una altura mayor con respecto a las protuberancias continuas o discontinuas del cuarto gofrado.
24. Producto según la reivindicación 23, caracterizado porque las protuberancias del tercer gofrado presentan una densidad menor que las protuberancias del cuarto gofrado.
25. Producto según la reivindicación 22, 23 ó 24, caracterizado porque las protuberancias del tercer gofrado están dispuestas en el nivel de las protuberancias del primer gofrado de dicha primera capa (V1) y se forman mediante una compresión de la segunda capa en el nivel de las protuberancias del primer gofrado de la primera capa.
26. Producto según una o varias de las reivindicaciones 22 a 25, caracterizado porque el tercer gofrado provisto en la segunda capa (V2) presenta unas protuberancias continuas o discontinuas de una altura menor con respecto a las protuberancias continuas o discontinuas del cuarto gofrado previsto en dicha segunda capa (V2).
27. Producto según la reivindicación 26, caracterizado porque la altura de las protuberancias de las primera, segunda, tercera y cuarta series de protuberancias producidas en la primera capa y en la segunda capa están dimensionadas para obtener un espesor aparente esencialmente uniforme del producto en toda la anchura.
28. Producto según por lo menos la reivindicación 20, caracterizado porque la segunda capa (V2) presenta un tercer gofrado (11) distribuido uniformemente sobre toda la superficie, de menores dimensiones y mayor densidad con respecto al primer gofrado (7) con el que está provista la primera capa (V1), en el nivel de las zonas de borde (1).
29. Producto según una o varias de las reivindicaciones anteriores, caracterizado porque las bandas sin cola o con una menor cantidad de cola están dispuestas entre dichos medios de borde (1) y el límite exterior (B) del producto.
30. Producto según una o más de las reivindicaciones anteriores, caracterizado porque entre dichas dos capas está previsto un material a granel, evitándose que dicho material a granel se escape por las zonas de borde longitudinales en las que está dispuesta la mayor cantidad de cola.
31. Producto según la reivindicación 30, caracterizado porque dicho material a granel es un material en polvo y/o fibra y/o material granular.
32. Producto según la reivindicación 30 ó 31, caracterizado porque dicho material a granel comprende un material superabsorbente.
33. Producto según una o más de las reivindicaciones 30 a 32, caracterizado porque a lo largo de dicho producto se proporciona un encolado por medio de un gofrado o microgrofado que incluye por lo menos un saliente en forma de una línea o resalte sustancialmente continuo.
Patentes similares o relacionadas:
Material moldeado de gran tamaño y peso ligero y procedimiento de fabricación del mismo, del 17 de Junio de 2020, de OrganoClick AB: Material curvado con forma tridimensional de gran tamaño y peso ligero que comprende: un armazón exterior de pasta de pulpa moldeada y un espaciador […]
Procedimiento de fabricación de un documento de seguridad recubierto con una película de protección y documento así obtenido, del 27 de Mayo de 2020, de Oberthur Fiduciaire SAS: Procedimiento de fabricación de un documento de seguridad que comprende una hoja de material fibroso, de la cual por lo menos una de las grandes caras opuestas […]
Núcleo de plegado de una sola capa, del 20 de Mayo de 2020, de Pietsch, Karsten: Procedimiento para la producción de un núcleo de plegado para una estructura ligera, en el que en una primera etapa […]
Método para producir una película multicapa, del 22 de Abril de 2020, de Nordmeccanica SpA: Método para producir una película multicapa (M) que comprende al menos dos capas (S1, S2) unidas por medio de un adhesivo de dos componentes sin disolvente, […]
Tablero laminado, del 15 de Abril de 2020, de SWISS KRONO Tec AG: Tablero laminado, que presenta un núcleo de al menos una capa de un papel impregnado de resina sintética y dos caras externas, caracterizado porque […]
Panel adecuado para montar un revestimiento de suelo o de pared resistente al agua, método para producir un panel, del 8 de Abril de 2020, de Champion Link International Corporation: Panel adecuado para montar un revestimiento de suelo o de pared resistente al agua interconectando una pluralidad de los paneles unos con […]
 Material compuesto laminar, en particular para la producción de recipientes para alimentos dimensionalmente estables, que tienen una primera resistencia a la flexión que es menor que una resistencia a la flexión adicional, del 25 de Marzo de 2020, de SIG TECHNOLOGY AG: Un material compuesto laminar , que comprende, como una secuencia de capas en una dirección desde una superficie externa del material compuesto […]
Material compuesto laminar, en particular para la producción de recipientes para alimentos dimensionalmente estables, que tienen una primera resistencia a la flexión que es menor que una resistencia a la flexión adicional, del 25 de Marzo de 2020, de SIG TECHNOLOGY AG: Un material compuesto laminar , que comprende, como una secuencia de capas en una dirección desde una superficie externa del material compuesto […]
Procedimiento para la fabricación de pantallas para lámparas y pantalla para lámparas fabricada mediante dicho procedimiento, del 3 de Enero de 2020, de TEIXIDOR CASANOVAS, PEDRO: Procedimiento para la fabricación de pantallas para lámparas y pantalla para lámparas fabricada mediante dicho procedimiento. El procedimiento para […]