MÉTODO Y SISTEMA PARA PREVENIR LA TORSIÓN DE ALAMBRE, MATERIAL DE SECCIÓN TRANSVERSAL PRISMÁTICA Y VARILLA.
Una máquina curvadora, que comprende una unidad de avance (2) para hacer avanzar alambre,
varilla, o material de sección transversal prismática, (1), hacia una unidad de curvado (3), caracterizada por: una mandíbula (4) montada en un portador (5) de manera tal que pueda moverse en paralelo con alambre, varilla o material de sección transversal prismática (1) que avanza entre la unidad de avance (2) y el dispositivo de curvado (3); dicha mandíbula (4) se activa mediante aire comprimido, o hidráulicamente o electromecánicamente, de manera de capturar el material que avanza (1) de modo tal que el material que avanza (1) lleva consigo la mandíbula (4) y hace avanzar la mandíbula (4) junto con el portador (5) hacia la unidad de curvado (3); y, algún cilindro, o motor, o fuerza mecánica de regreso tal como la fuerza de un resorte o la fuerza de la gravedad lleva a cabo el regreso de la mandíbula (4) hacia la unidad de avance (2).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E06124093.
Solicitante: ANAGNOSTOPOULOS, ANTONIOS.
Nacionalidad solicitante: Grecia.
Dirección: BITSI STREET 1 14562 KIFFISIA, ATTIKIS GRECIA.
Inventor/es: ANAGNOSTOPOULOS,ANTONIOS.
Fecha de Publicación: .
Fecha Solicitud PCT: 14 de Noviembre de 2006.
Clasificación PCT:
- B21D11/12 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 11/00 Curvado no limitado a los productos del tipo previsto en uno solo de los grupos B21D 5/00, B21D 7/00, B21D 9/00; Curvado no previsto en los grupos B21D 5/00 - B21D 9/00; Torsión. › los objetos son elementos de refuerzo para el hormigón.
- B21F1/00 B21 […] › B21F TRABAJO MECANICO O TRATAMIENTO DE ALAMBRE METÁLICO (laminado de metales B21B; por estirado, operaciones auxiliares en relación con el trabajo del metal sin desprendimiento sustancial de materia B21C; atado de objetos en paquetes B65B 13/00). › Curvado de alambre que no suponga enrollamiento; Enderezado de alambre.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2365624_T3.pdf
Fragmento de la descripción:
Reivindicaciones:
R E I V I N D I C AC I O N E S
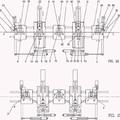
1. Una máquina curvadora, que comprende una unidad de avance (2) para hacer avanzar alambre, varilla, o material de sección transversal prismática, (1), hacia una unidad de curvado (3), caracterizada por: una mandíbula (4) montada en un portador (5) de manera tal que pueda moverse en paralelo con alambre, varilla o material de sección transversal prismática (1) que avanza entre la unidad de avance (2) y el dispositivo de curvado (3); dicha mandíbula (4) se activa mediante aire comprimido, o hidráulicamente o electromecánicamente, de manera de capturar el material que avanza (1) de modo tal que el material que avanza (1) lleva consigo la mandíbula (4) y hace avanzar la mandíbula (4) junto con el portador (5) hacia la unidad de curvado (3); y, algún cilindro, o motor, o fuerza mecánica de regreso tal como la fuerza de un resorte o la fuerza de la gravedad lleva a cabo el regreso de la mandíbula (4) hacia la unidad de avance (2).
2. Una máquina curvadora de acuerdo con la reivindicación 1, caracterizada porque además dicha unidad de avance (2) puede ser una unidad de avance para materiales enderezados, o puede estar situada corriente abajo de una unidad de enderezamiento que endereza materiales no enderezados, o puede ser una unidad que lleva a cabo simultáneamente el enderezamiento y el avance.
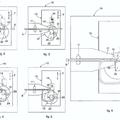
3. Una máquina curvadora de acuerdo con cualquiera de las reivindicaciones 1 ó 2, caracterizada porque además: la mandíbula (4) regresa a su posición de partida bajo la acción de un peso (8) representado por una masa suspendida (8).
4. Una máquina curvadora de acuerdo con cualquiera de las reivindicaciones 1, 2 ó 3, caracterizada porque además: la mandíbula (4) está montada en una placa (5) que está montada sobre portadores lineales de vagón (6) que a su vez son guiados sobre un riel lineal de guía (7).
5. Una máquina curvadora de acuerdo con cualquiera de las reivindicaciones 1, 2, 3 ó 4, caracterizada porque además: los límites del movimiento de la mandíbula pueden estar definidos por interruptores de fin de carrera (14, 15).
6. Un método para impedir la torsión de un alambre, material prismático o varillas (1), que comprende el paso de hacer avanzar material (1) mediante una unidad de avance (2) hacia una unión de curvado (3); caracterizado por los siguientes pasos: (a) activar la mandíbula (4) para que capture el material que está avanzado (1) firmemente con una fuerza suficiente de manera tal de no permitir la rotación del material que avanza (1) y de una parte bajo producción; (b) transportar juntamente la mandíbula (4) por el material que avanza (1) hasta completar la trayectoria de recorrido de un portador (5) de la mandíbula (4) o hasta haberse completado el avance, de manera tal que el curvado pueda tener lugar en el material que ya ha sido hecho avanzar; (c) desactivar la mandíbula (4); y (d) llevar de regreso el portador (5) con la mandíbula
(4) hacia la posición de partida mediante la acción de alguna fuerza aplicada, tal como la fuerza de un resorte, la fuerza de la gravedad, o mediante el movimiento de algún cilindro o motor, tal como neumático con un cilindro del aire, o electromecánico con un motor eléctrico, transmisión lineal o giratorio y mecanismo de transmisión.
7. Un método para impedir la torsión de un alambre, material prismático o varillas (1), de acuerdo con la reivindicación 6, caracterizado porque además comprende el paso de hacer volver la mandíbula (4) a su posición de partida cuando se haya completado la trayectoria de recorrido del portador (5), o cuando empiece el curvado del material (1), o durante la duración del curvado del material (1).
8. Un método para impedir la torsión de un alambre, material prismático o varillas (1), de acuerdo con cualquiera de las reivindicaciones 6, 7, caracterizado porque además comprende que el regreso del portador (5) junto con la mandíbula (4) a la posición de partida se efectúa por la transferencia del peso de una masa suspendida (8) al portador (5).
9. Un método para impedir la torsión de un alambre, material prismático o varillas (1), de acuerdo con cualquiera de las reivindicaciones 6, 7, 8, caracterizado porque además comprende el paso de sincronizar de manera forzada el movimiento de la mandíbula (4) con el material que avanza (1) por medio de la ayuda de una máquina adecuada.
10. Un método para impedir la torsión de un alambre, material prismático o varillas (1), de acuerdo con cualquiera de las reivindicaciones 6, 7, 8, 9, caracterizado por que además comprende el paso de aplicar la fuerza de captura por la mandíbula (4) mediante aire comprimido, hidráulicamente, o electromecánicamente.
Patentes similares o relacionadas:
Máquina dobladora para productos metálicos y método de doblado correspondiente, del 12 de Febrero de 2020, de M.E.P. MACCHINE ELETTRONICHE PIEGATRICI S.P.A.: Máquina dobladora para uno o más productos metálicos, tales como, por ejemplo, barras (11a, 11b), piezas redondas de refuerzo, formas estructurales, tubos u otros perfiles, […]
Máquina combinada para trabajar varillas de alambre y método de trabajo correspondiente, del 2 de Octubre de 2019, de M.E.P. MACCHINE ELETTRONICHE PIEGATRICI S.P.A.: Máquina combinada para trabajar una varilla de alambre de cualquier tipo o forma, en barras largas, para obtener productos metálicos con […]
 Método y sistema para separadores plegables, del 5 de Octubre de 2018, de ANAGNOSTOPOULOS, ANTONIOS: Un sistema para producir separadores a partir de mallas, alambres, varillas o un material de sección transversal prismática, caracterizado por:
[…]
Método y sistema para separadores plegables, del 5 de Octubre de 2018, de ANAGNOSTOPOULOS, ANTONIOS: Un sistema para producir separadores a partir de mallas, alambres, varillas o un material de sección transversal prismática, caracterizado por:
[…]
Método y aparato para el plegado de perfiles metálicos en barras, del 9 de Noviembre de 2016, de SCHNELL S.P.A.: Método para el plegado de perfiles metálicos en barras, que comprende las fases de: a. alimentar un número predefinido (2a) de barras y un número predefinido […]
Máquina automática para doblar mallas electrosoldadas, del 21 de Septiembre de 2016, de A.W.M. S.P.A.: Máquina automática para doblar mallas electrosoldadas, que están formadas por alambres longitudinales y transversales que presentan diferentes longitudes y/o diferentes […]
Aparato para la flexión de productos de metal oblongos, tales como barras, piezas redondas o alambres de metal y método de flexión correspondiente, del 24 de Agosto de 2016, de A.C.M. SRL Automatismi Costruzioni Meccaniche: Aparato para la flexión de al menos un producto de metal oblongo (P), que comprende un canal de alimentación para la alimentación de dicho producto de metal (P) […]
Máquina curvadora para curvar barras de metal, tales como piezas redondas de refuerzo o similares, del 8 de Junio de 2016, de M.E.P. MACCHINE ELETTRONICHE PIEGATRICI S.P.A.: Máquina para curvar barras de metal, tales como piezas redondas de refuerzo o similares, que comprende un primer dispositivo de movimiento […]
 Máquina dobladora de productos metálicos y método de doblado correspondiente, del 30 de Marzo de 2016, de M.E.P. MACCHINE ELETTRONICHE PIEGATRICI S.P.A.: Máquina dobladora de productos metálicos (B) que comprende una unidad de estirado configurada para alimentar al menos un producto metálico (B) a lo largo […]
Máquina dobladora de productos metálicos y método de doblado correspondiente, del 30 de Marzo de 2016, de M.E.P. MACCHINE ELETTRONICHE PIEGATRICI S.P.A.: Máquina dobladora de productos metálicos (B) que comprende una unidad de estirado configurada para alimentar al menos un producto metálico (B) a lo largo […]