MÉTODO PARA PRODUCIR UN ABSORBEDOR DE CHOQUES Y ABSORBEDOR DE CHOQUES OBTENIDO.
El método comprende aportar una pieza de chapa plana (110); conformar dicha pieza de chapa plana (110) por embutición o laminacióncónica hasta la forma de una pieza parcialmente formada (120) compuesta por una pletina (1),
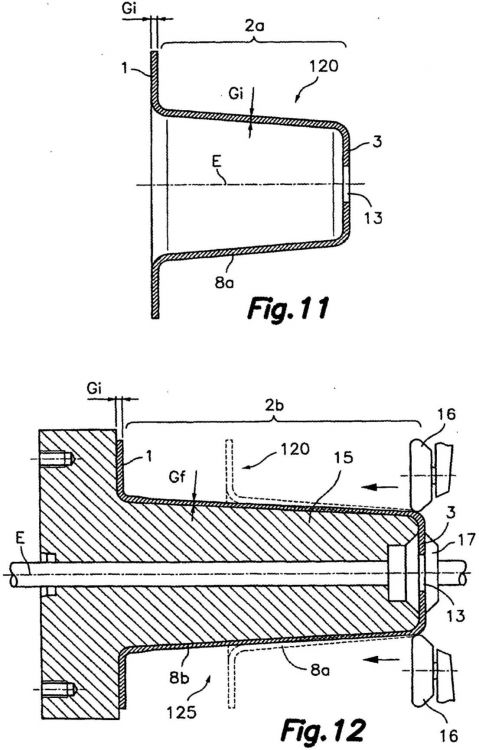
una porción hueca provisional (2a) que se extiende desde dicha pletina (1) con una forma de revolución respecto a un eje (E) perpendicular a La pletina (1), y una pared de extremo (3) cerrando un extremo de dicha porción hueca provisional (2a) opuesto a la pletina (1); y alargar una sección de la porción hueca provisional (2a) por laminación cilíndrica o cónica. El absorbedor (130) es de una pieza con una pletina (1) y unaporción hueca alargada (2b) que se extiende desde la pletina (1)con una forma de revolución. Una sección de la porción hueca alargada (2b) tiene un grosor (Gf) más delgado que el grosor (Gi) dela pletina (1)
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/ES2006/000432.
Solicitante: AUTOTECH ENGINEERING, A.I.E..
Nacionalidad solicitante: España.
Provincia: VIZCAYA.
Inventor/es: PERARNAU RAMOS,FRANCESC, PASCUAL BARRIO,Idoya , GARCIA BONILLA,Isabel.
Fecha de Publicación: .
Fecha Solicitud PCT: 21 de Julio de 2006.
Clasificación Internacional de Patentes:
- B60R19/34 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B60 VEHICULOS EN GENERAL. › B60R VEHICULOS, EQUIPOS O PARTES DE VEHICULOS, NO PREVISTOS EN OTRO LUGAR (prevención, limitación o extinción de incendios especialmente adaptadas a los vehículos A62C 3/07). › B60R 19/00 Defensas de ruedas; Defensa de radiadores; Desplazadores de obstáculos; Equipos que amortiguan la fuerza de choque en las colisiones (guardabarros B62D 25/16). › concebidos para ser destruidos por un impacto, p. ej. del tipo parachoques global.
- F16F7/12 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16F RESORTES; AMORTIGUADORES; MEDIOS PARA AMORTIGUAR LAS VIBRACIONES. › F16F 7/00 Amortiguadores de vibraciones; Amortiguadores de choques (utilizando un fluido F16F 5/00, F16F 9/00; especiales para sistemas rotativos F16F 15/10). › utilizando una deformación plástica de sus órganos.
Clasificación PCT:
- B60R19/34 B60R 19/00 […] › concebidos para ser destruidos por un impacto, p. ej. del tipo parachoques global.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Campo de la técnica
La presente invención concierne a un método para producir un absorbedor de choques y a un absorbedor de choques obtenido por dicho método. El absorbedor de choques tiene aplicación en el campo de la automoción como soporte de traviesa parachoques en un vehículo. 5
Antecedentes de la invención
La patente US-A-6554333 da a conocer un absorbedor de choques que comprende un cuerpo hueco alargado con una forma de revolución respecto a un eje, y que define diferentes secciones escalonadas de diámetros decrecientes. Entre cada dos secciones de diámetros diferentes hay una sección de transición que define un escalón con una ondulación perimetral previsto para facilitar una inserción 10 telescópica de una sección dentro de la otra en caso de choque. El extremo de la sección de mayor diámetro está unido por soldadura a una pletina o pieza de conexión adaptada para ser fijada de manera liberable a la estructura del vehículo. El extremo de la sección de menor diámetro está insertado en un agujero de la traviesa parachoques y unido a la misma por soldadura. El absorbedor de choques está obtenido por deformación plástica de un tubo metálico recto, agrandando o empequeñeciendo su diámetro 15 para formar las diferentes secciones. En la patente no se menciona la técnica de conformación por deformación plástica usada para conformar el absorbedor de choques.
La patente US-A-6854574 describe un absorbedor de choques que comprende un cuerpo tubular alargado con dos secciones de diámetro escalonado, obtenido por deformación plástica a partir de un tubo recto. La sección de mayor diámetro está prevista para ser unida a una pieza del bastidor del vehículo y la 20 sección de menor diámetro para ser unida a una traviesa parachoques. El cuerpo tubular define una primera sección de un primer diámetro mayor, una segunda sección de un segundo diámetro menor que el primero, y una sección de transición que conecta dicha primera sección y dicha segunda sección por medio de un escalón anular ondulado de sección transversal en forma de “S”.
La patente US-A-6908129 describe un absorbedor de choques para automóvil que comprende un 25 cuerpo tubular alargado con varias secciones escalonadas de diámetros decrecientes. En un ejemplo de realización descrito en las figuras, el cuerpo tubular alargado define dos secciones de diferentes diámetros y una sección de transición que define un escalón anular ondulado de sección transversal en forma de “S”. Para la instalación del absorbedor de choques a un vehículo, el extremo final de la sección de mayor diámetro es unido a una pletina plana perpendicular al eje del cuerpo tubular. 30
La patente US-A-7021686 describe otro ejemplo de absorbedor de choques para vehículo basado en un cuerpo tubular con varias secciones de diferentes diámetros o anchuras escalonadas.
Los absorbedores de choques descritos en las patentes citadas más arriba tienen un grosor de pared substancialmente constante en todas las secciones. Sería deseable un absorbedor de choques en el que la pared de al menos una de las secciones, como por ejemplo la sección de menor diámetro, tuviera un 35 grosor menor que el grosor de la pared de la sección de mayor diámetro con el propósito de optimizar el peso del absorbedor de choques y proporcionar una mayor resistencia sólo en aquellas secciones que lo requieran.
El documento JP-A-2000240707 da a conocer un absorbedor de choques que comprende un cuerpo tubular que tiene un diámetro interior constante y dos secciones de diámetro exterior decreciente, 40 de manera que incluye una primera sección cilíndrica de pared más gruesa, una segunda sección cilíndrica de pared más delgada, y una sección de transición entre ambas. El mencionado cuerpo tubular está obtenido por laminación cilíndrica al torno.
La patente DE-A-10002379 describe una absorbedor de choques de una pieza que tiene al menos dos secciones longitudinales de secciones transversales decrecientes dispuestas telescópicamente y 45 conectadas la una a la otra a través de un resalte. La primera sección longitudinal tiene una valona y la segunda sección longitudinal tiene un extremo libre cerrado con un lado extremo. Las primera y segunda secciones longitudinales están dispuestas a lo largo de un eje longitudinal y exhiben unos respectivos lados planos. El absorbedor de choques está obtenido por un procedimiento de embutición profunda, y por ello el grosor de la valona es mayor que el grosor de la pared de las secciones longitudinales, donde el mayor 50 grosor de la valona proporciona un refuerzo para la valona que sirve como una superficie de montaje.
La patente DE-A-19814842 da a conocer un dispositivo de parachoques capaz de absorber la fuerza de impacto de colisiones frontales, traseras y/o laterales, y que comprende un cuerpo hueco hacho por embutición profunda a partir de chapa metálica, de plástico o de material compuesto. Los lados del cuerpo hueco están deformados por un procedimiento de alta presión para formar unos abultamientos 55 curvados que se extienden en forma de anillo alrededor del eje longitudinal del cuerpo. En un ejemplo de realización, para formar el cuerpo hueco se usa una plantilla de una sola pieza, donde dicha plantilla
incluye una placa, una porción hueca alargada que se extiende desde dicha placa, y una pared final que cierra al menos en parte un extremo de dicha porción hueca provisional opuesto a la placa. Una sección superior de dicha porción hueca alargada tiene un grosor que es más delgado que el grosor de un sección inferior de la porción hueca alargada y de la placa.
Los absorbedores de choques de los documentos de la técnica anterior citados más arriba, para 5 conexión al bastidor del vehículo y/o a la traviesa parachoques deben ser unidos por soldadura a unas piezas de conexión, o unidos por soldadura directamente al bastidor y/o a la traviesa parachoques. La operación de unión por soldadura puede crear tensiones en el conjunto que pueden afectar negativamente la resistencia y/o el comportamiento del absorbedor de choques.
Por consiguiente, existe la necesidad de un absorbedor de choques de una sola pieza provisto de 10 una porción hueca alargada conectada por un extremo a una pletina y cerrada al menos en parte en el otro extremo por una pared final, donde al menos parte de la porción hueca alargada tiene un grosor más delgado que el grosor de la placa, y donde el absorbedor de choques es capaz de ser producido a partir de una porción de chapa metálica por un método en dos etapas incluyendo una técnica de laminación al torno.
Exposición de la invención 15
El objeto de la presente invención es contribuir a satisfacer las anteriores y otras necesidades.
De acuerdo con un primer aspecto, la presente invención proporciona un método para producir un absorbedor de choques, que comprende los siguientes pasos. En primer lugar, aportar una pieza de chapa plana con un grosor inicial y un contorno inicial, y conformar dicha pieza de chapa plana hasta la forma de una pieza parcialmente formada o preforma compuesta por una pletina y una porción hueca provisional que 20 se extiende desde de dicha pletina con una forma de revolución respecto a un eje perpendicular a la pletina. A continuación, alargar al menos parte de una sección de la porción hueca provisional de dicha pieza parcialmente formada hasta obtener una pieza formada compuesta por la pletina, y una porción hueca alargada que se extiende desde la pletina con una forma de revolución respecto a dicho eje, donde la porción hueca alargada de la pieza formada es de mayor longitud que la porción hueca provisional de la 25 pieza parcialmente formada.
Generalmente, el método incluye dejar una pared de extremo cerrando un extremo de la porción hueca provisional de la pieza parcialmente formada y/o de la porción hueca alargada de la pieza formada opuesto a la pletina, aunque la mencionada pared de extremo podría ser eliminada durante el proceso de conformación de la pieza de chapa plana. 30
El paso de conformar la pieza de chapa plana hasta la forma de la pieza parcialmente formada se puede llevar a cabo utilizando en general una técnica de embutición, mediante la cual se obtiene un grosor general de la pieza parcialmente formada que es substancialmente igual que dicho grosor inicial. Hay que tener en cuenta que la expresión “substancialmente igual” referida al grosor de las paredes de la pieza parcialmente formada por...
Reivindicaciones:
1. Método para producir un absorbedor de choques, que comprende los pasos de:
conformar una pieza de chapa plana (110) que tiene un grosor inicial (Gi) y un contorno inicial hasta la forma de una segunda pieza parcialmente formada (125) o una pieza formada (130) comprendiendo una pletina (1), una porción hueca alargada (2b) que se extiende desde dicha pletina (1), y 5 una pared de extremo (3) cerrando al menos en parte un extremo de dicha porción hueca alargada (2b), teniendo al menos parte de dicha porción hueca alargada (2b) un grosor final (Gf) que es más delgado que dicho grosor inicial (Gi),
caracterizado por los pasos de:
conformar dicha pieza de chapa plana (110) hasta la forma de una primera pieza parcialmente 10 formada (120) comprendiendo una pletina (1) y una porción hueca provisional (2a) que se extiende desde dicha pletina (1), teniendo dicha porción hueca provisional (2a) una forma de revolución respecto a un eje (E) perpendicular a la pletina (1), y teniendo dicha primera pieza parcialmente formada (120) un grosor general que es substancialmente igual que dicho grosor inicial (Gi); y
alargar usando una técnica de laminación que implica fluencia de material al menos parte de dicha 15 porción hueca provisional (2a) de dicha primera pieza parcialmente formada (120) hasta obtener dicha segunda pieza parcialmente formada (125) o dicha pieza formada (130) compuesta por la pletina (1) y la porción hueca alargada (2b), donde la porción hueca alargada (2b) tiene una forma de revolución respecto a dicho eje (E), donde la porción hueca alargada (2b) es más larga que la porción hueca provisional (2a) de la primera pieza parcialmente formada (120), y donde al menos parte de la porción hueca alargada (2b) 20 tiene un grosor final (Gf) que es más delgado que el grosor inicial (Gi).
2. Método, de acuerdo con la reivindicación 1, caracterizado porque el paso de conformar la pieza de chapa plana (110) hasta la forma de la primera pieza parcialmente formada (120) se lleva a cabo utilizando una técnica de embutición para proporcionar la porción hueca provisional (2a) de la primera pieza parcialmente formada (120) con una primera sección (5) que se extiende desde la pletina (1), una segunda 25 sección (6a) que se extiende desde dicha primera sección (5), y una sección de transición (7) conectando dichas primera y segunda secciones (5, 6a), teniendo la primera sección (5) un diámetro medio mayor que el diámetro medio de la segunda sección (6a).
3. Método, de acuerdo con la reivindicación 2, caracterizado porque dicha técnica de laminación es una técnica de laminación cilíndrica directa o inversa aplicada para alargar al menos parte de dicha 30 segunda sección (6a) de la porción hueca provisional (2a) de la primera pieza parcialmente formada (120) hasta producir una segunda sección alargada (6b) de la pieza formada (130), donde al menos parte de dicha segunda sección alargada (6b) tiene un grosor final (Gf) que es más delgado que el grosor inicial (Gi).
4. Método, de acuerdo con la reivindicación 1, caracterizado porque el paso de conformar la pieza de chapa plana (110) hasta la forma de la primera pieza parcialmente formada (120) se lleva a cabo 35 utilizando una técnica de embutición para proporcionar la porción hueca provisional (2a) de la primera pieza parcialmente formada (120) con una única sección cónica (8a) que tiene un extremo de mayor diámetro adyacente a la pletina (1) y un extremo de menor diámetro alejado de la pletina (1).
5. Método, de acuerdo con la reivindicación 4, caracterizado porque dicha técnica de laminación es una técnica de laminación cónica aplicada para alargar dicha única sección cónica alargada (8b) de la 40 porción hueca provisional (2a) de la primera pieza parcialmente formada (120) hasta la forma de una única sección cónica alargada (8b) de la porción hueca alargada (2b) de la segunda pieza parcialmente formada (125), donde al menos parte de dicha única sección cónica alargada (8b) tiene un grosor final (Gf) que es más delgado que el grosor inicial (Gi).
6. Método, de acuerdo con la reivindicación 5, caracterizado porque comprende un paso adicional 45 de conformar uno o más canales anulares (9) en dicha única sección cónica alargada (8b) de la porción hueca alargada (2b) mediante una técnica de conformación al torno por rodillos.
7. Método, de acuerdo con la reivindicación 1, caracterizado porque el paso de conformar la pieza de chapa plana (110) hasta la forma de la primera pieza parcialmente formada (120) se lleva a cabo utilizando una técnica de laminación cónica para proporcionar la porción hueca provisional (2a) con una 50 única sección cónica (10a) que tiene un primer ángulo de conicidad (A1), donde al menos parte de dicha única sección cónica (10a) tiene un grosor provisional (Gp) que es más delgado que dicho grosor inicial (Gi).
8. Método, de acuerdo con la reivindicación 7, caracterizado porque comprende utilizar una técnica de laminación cónica para alargar dicha única sección cónica (10a) de la porción hueca provisional 55 (2a) de la primera pieza parcialmente formada (120) hasta la forma de una única sección cónica alargada
(10b) de la porción hueca alargada (2b) de la segunda pieza parcialmente formada (125) o pieza formada (130), donde la porción hueca alargada (2b) tiene un segundo ángulo de conicidad (A2) que es menor que dicho primer ángulo de conicidad (A1), y donde al menos parte de dicha única sección cónica alargada (10b) tiene un grosor final (Gf) que es más delgado que dicho grosor provisional (Gp).
9. Método, de acuerdo con la reivindicación 8, caracterizado porque comprende un paso adicional 5 de conformar uno o más canales anulares en dicha única sección cónica alargada (10b) de la porción hueca alargada (2b) de la segunda pieza parcialmente formada (125) mediante una técnica de conformación al torno por rodillos.
10. Método, de acuerdo con la reivindicación 2 o 4, caracterizado porque el paso de conformar la pieza de chapa plana (110) hasta la forma de la primera pieza parcialmente formada (120) utilizando una 10 técnica de embutición comprende además cortar un nuevo contorno para obtener un contorno final para la pletina (1) y/o abrir una o más aberturas (4, 13) en la pletina (1) y/o en una pared de extremo (3) que cierra un extremo de dicha porción hueca provisional (2a).
11. Absorbedor de choques, del tipo que comprende una pletina (1), una porción hueca alargada (2b) que se extiende desde dicha pletina (1), y una pared de extremo (3) que cierra al menos en parte un 15 extremo de dicha porción hueca alargada (2b) opuesto a la pletina (1), donde la pletina (1), la porción hueca alargada (2b) y dicha pared de extremo (3) son de una sola pieza, y donde al menos parte de dicha porción hueca alargada (2b) tiene un segundo grosor (Gf) que es más delgado que un primer grosor (Gi) de la pletina (1), caracterizado porque la porción hueca alargada (2b) tiene una forma de revolución respecto a un eje (E) perpendicular a dicha pletina (1), dicha pared de extremo (3) tiene substancialmente dicho primer 20 grosor (Gi), y el material de dicha parte de la porción hueca alargada (2b) que tiene dicho segundo grosor (Gf) tiene una mayor resistencia en relación con el material de las porciones que tiene dicho primer grosor (Gi) como consecuencia de haber sido obtenida por una técnica de laminación al torno que implica fluencia de material realizada sobre una primera pieza parcialmente formada (120) teniendo en general dicho primer grosor (Gi). 25
12. Absorbedor, de acuerdo con la reivindicación 11, caracterizado porque la porción hueca alargada (2b) comprende una primera sección (5) conectada a la pletina (1), una segunda sección alargada (6b) a continuación de dicha primera sección (5), y una sección de transición (7) conectando dicha primera sección (5) y dicha segunda sección alargada (6b), donde la primera sección (5) tiene un diámetro medio que es mayor que el diámetro medio de la segunda sección alargada (6b), y donde al menos parte de la 30 segunda sección alargada (6b) tiene el segundo grosor (Gf) más delgado que el primer grosor (Gi).
13. Absorbedor, de acuerdo con la reivindicación 12, caracterizado porque dicha sección de transición (7) comprende un escalón anular (11) con una porción plana paralela a la pletina (1) o un escalón anular (12) con al menos una ondulación anular entre el extremo de la primera sección (5) y la base de la segunda sección alargada (6b). 35
14. Absorbedor, de acuerdo con la reivindicación 11, caracterizado porque la porción hueca alargada (2b) comprende una única sección cónica alargada (8b) que tiene un extremo de mayor diámetro adyacente a la pletina (1) y un extremo de menor diámetro alejado de la pletina (1), donde al menos parte de dicha única sección cónica alargada (8b) tiene el segundo grosor (Gf) más delgado que el primer grosor (Gi). 40
15. Absorbedor, de acuerdo con la reivindicación 14, caracterizado porque comprende uno o más canales anulares (9) formados en dicha única sección cónica alargada (8b).
Patentes similares o relacionadas:
Deformaciones controladas en piezas metálicas, del 15 de Enero de 2020, de AUTOTECH ENGINEERING, S.L: Pieza metálica (P) que tiene una forma generalmente alargada de acuerdo con una dirección longitudinal (A), para fabricar un vehículo de motor, que comprende: - al menos […]
DISPOSITIVO DE ABSORCIÓN DE IMPACTOS, del 19 de Septiembre de 2019, de UNIVERSIDAD POLITECNICA DE MADRID: Dispositivo de absorción de impactos, de aplicación en vehículos, caracterizado por que comprende una doble cámara, que está dotada de una […]
Elemento de absorción de impactos, del 27 de Marzo de 2019, de MAGNA INTERNATIONAL INC: Elemento de absorción de impactos para un parachoques, formado por un cuerpo tubular para absorber la energía de impacto en un vehículo, extendiéndose el cuerpo […]
Material de acero y miembro de absorción de golpes y uso del mismo, del 20 de Marzo de 2019, de NIPPON STEEL CORPORATION: Un material de acero que tiene: una composición química que consiste: en % en masa, C: al menos 0,05 % y como máximo 0,18 %, PMn: al menos […]
Larguero delantero de un vehículo automóvil y procedimiento de fabricación de dicho larguero, del 29 de Noviembre de 2018, de PSA Automobiles SA: Larguero delantero de un vehículo automóvil que comprende una viga , que comprende al menos un primera zona de deformación dispuesta […]
CAJA DE ABSORCIÓN DE IMPACTOS Y MÉTODO PARA FABRICAR LA MISMA, del 4 de Julio de 2018, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Una caja de absorción de impactos que comprende un cuerpo tubular metálico de longitud más larga y una placa de colocación , teniendo el cuerpo tubular […]
DISPOSITIVO DE ABSORCIÓN DE IMPACTOS, del 6 de Junio de 2018, de UNIVERSIDAD POLITECNICA DE MADRID: Dispositivo de absorción de impactos, de aplicación en vehículos, caracterizado porque comprende una doble cámara, que está dotada de una cámara deformable […]
Subconjunto estructural de un vehículo automóvil y procedimiento de montaje de este subconjunto, del 18 de Abril de 2018, de RENAULT S.A.S.: Subconjunto estructural de un vehículo automóvil, que comprende un travesaño de choque que se extiende en la dirección transversal (Y) del vehículo, conectado […]