MATERIALES COMPUESTOS CONFORMADOS Y MÉTODO PARA SU FABRICACIÓN.
Un procedimiento que comprende las etapas de: proporcionar una cinta de material compuesto,
y conformar la cinta con un mandril para formar una pieza conformada que tiene una forma sustancialmente definida mediante la forma del mandril, en el que durante la etapa de conformación la superficie principal de la cinta se mantiene sustancialmente en un plano, caracterizado porque la cinta es una cinta de material compuesto que comprende un sustrato sustancialmente rígido que tiene una superficie principal y un polímero superpuesto a la superficie principal del sustrato sustancialmente rígido
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2007/061458.
Solicitante: SAINT-GOBAIN PERFORMANCE PLASTICS CORPORATION.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 1199 CHILLICOTHE ROAD AURORA, OH 44202 ESTADOS UNIDOS DE AMERICA.
Inventor/es: CORDIVARI,MATTHEW,A, GOTSKO,VASSILI, KARPOWICZ,FRANK,J, HAGAN,TIMOTHY,J.
Fecha de Publicación: .
Fecha Solicitud PCT: 1 de Febrero de 2007.
Fecha Concesión Europea: 1 de Septiembre de 2010.
Clasificación Internacional de Patentes:
- B21D22/16 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 22/00 Conformación sin cortado, por estampado, repujado o embutido (por medio de operaciones que no sean las que utilizan dispositivos o herramientas rígidas, masas flexibles o elásticas B21D 26/00). › sobre mandriles o patrones de conformación.
- B21D53/10 B21D […] › B21D 53/00 Fabricación de otros objetos especiales (fabricación de cadenas o de partes de cadenas B21L). › de partes de rodamiento; de mangos; de asientos para válvulas o de piezas similares.
- B21F37/04 B21 […] › B21F TRABAJO MECANICO O TRATAMIENTO DE ALAMBRE METÁLICO (laminado de metales B21B; por estirado, operaciones auxiliares en relación con el trabajo del metal sin desprendimiento sustancial de materia B21C; atado de objetos en paquetes B65B 13/00). › B21F 37/00 Fabricación de anillos de alambre (para la fabricación de cadenas B21L; producción de núcleos para talones de neumático o bandas planas B29D 30/48). › de arandelas (B21F 37/02 tiene prioridad).
- B29C53/02 B […] › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 53/00 Conformación por curvado, doblado, torcido alargado o aplanado; Aparatos a este efecto (B29C 61/10 tiene prioridad). › Curvado o doblado (B29C 53/22, B29C 53/34, B29C 53/36, B29C 53/56 tienen prioridad).
- F16B43/00K
- F16B43/00L
Clasificación PCT:
- B21F37/04 B21F 37/00 […] › de arandelas (B21F 37/02 tiene prioridad).
- B29C53/02 B29C 53/00 […] › Curvado o doblado (B29C 53/22, B29C 53/34, B29C 53/36, B29C 53/56 tienen prioridad).
- F16B43/00 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16B DISPOSITIVOS PARA UNIR O BLOQUEAR LOS ELEMENTOS CONSTRUCTIVOS O LAS PARTES DE LAS MAQUINAS, p. ej. CLAVOS, CLAVIJAS, TUERCAS, TORNILLOS, BULONES, ANILLOS QUE FORMAN RESORTE, ABRAZADERAS, BRIDAS, GRAPAS, CUÑAS; UNIONES O ARTICULACIONES (acoplamientos para la transmisión de mecanismos de rotación F16D). › Arandelas o dispositivos equivalentes; Otros dispositivos de soporte para cabezas de bulones, tuercas (alicates anulares (circlips) F16B 21/18; con medios especiales de bloqueo de los bulones o tuercas F16B 39/10, F16B 39/24).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
CAMPO TÉCNICO 5
Campo de la Descripción
Esta descripción se refiere generalmente a materiales compuestos y, más específicamente, a métodos para formar materiales compuestos conformados.
Descripción de la Técnica Relacionada
Los materiales compuestos se han utilizado desde hace tiempo en diversas aplicaciones. En particular, los materiales 10 compuestos se han utilizado recientemente como cojinetes. Generalmente, los cojinetes son dispositivos mecánicos usados para mitigar las fuerzas de fricción. Los cojinetes generalmente pertenecen a dos categorías amplias, cojinetes lineales o radiales, diseñados como tales basándose en la naturaleza de las fuerzas de fricción que mitigan. Los cojinetes lineales o de empuje se usan en aplicaciones que tienen un movimiento a lo largo de una línea recta, tal como el movimiento de un cajón hacia dentro y hacia fuera. Los cojinetes radiales o giratorios se usan en aplicaciones que 15 implican el movimiento alrededor de un eje central, tal como una rueda en un eje. Adicionalmente, algunos cojinetes se diseñan para manejar tanto cargas de empuje como radiales.
Se han utilizado diversos tipos de materiales dependiendo del tipo de cojinete necesario para reducir apropiadamente la fricción. De hecho, dependiendo de los requisitos y cargas esperadas en la aplicación, el material del cojinete puede oscilar desde plástico, metales, hasta incluso cerámico. Los avances recientes han proporcionado un nuevo género de 20 cojinetes denominados cojinetes autolubricantes, que se pueden usar en entornos más exigentes, tales como las altas temperaturas de un automóvil. El tipo de material usado facilita las propiedades autolubricantes de estos cojinetes. Algunos materiales autolubricantes habituales incluyen diversos polímeros, grafito o Graphalloy®, una aleación de grafito/metal, y disulfuro de molibdeno (MoS2). Los cojinetes autolubricantes requieren poco o ningún aceite, y típicamente no se deterioran con el desgaste tan rápidamente como los cojinetes tradicionales que se basan en la 25 lubricación suplementaria tradicional.
Los procedimientos usados para formar cojinetes varían dependiendo de la complejidad de la forma del cojinete y del material formado, pero generalmente implican técnicas tales como operaciones de moldeo, colada, o estampación. Los cojinetes que tienen estructuras más complejas se forman generalmente mediante procedimientos de moldeo o colada. Los cojinetes que tienen estructuras menos complejas, utilizan típicamente procedimientos de formación tales como 30 operaciones de estampación, que producen rápidamente la forma deseada a partir de una gran lámina de material. Sin embargo, estos procedimientos pueden ser antieconómicos a la luz del coste del producto final.
En consecuencia, la industria continúa necesitando mejoras para producir materiales compuestos de altas prestaciones, tales como los usados en aplicaciones de cojinetes, y, como tal, la industria también desea procedimientos para formar materiales compuestos de altas prestaciones que utilicen un procesamiento con un coste más eficaz y eficiente. 35
Descripción de la Técnica Relacionada
El documento DE-C-120753 describe un procedimiento como se define en el preámbulo de la reivindicación 1.
SUMARIO DE LA INVENCIÓN
Según un aspecto, se describe un procedimiento que incluye las etapas de proporcionar una cinta de material compuesto hecha de un sustrato sustancialmente rígido que tiene una superficie principal y un polímero que descansa 40 sobre la superficie principal del sustrato sustancialmente rígido, y conformar la cinta de material compuesto con un mandril. A la cinta de material compuesto se le da una forma para formar una pieza de material compuesto conformada que tiene una forma sustancialmente definida por la forma del mandril, de forma que, durante la etapa de conformado, la superficie principal de la cinta de material compuesto se mantiene sustancialmente en un plano.
Según otro aspecto, se proporciona una arandela de material compuesto que incluye un material compuesto formado 45 por un sustrato sustancialmente rígido y un laminado polimérico que se coloca sobre el sustrato sustancialmente rígido. El material compuesto tiene una estructura anular abierta, con un diámetro externo no mayor de alrededor de 5,1 cm y un umbral de formación no mayor de alrededor de 1,5.
Según un tercer aspecto, se proporciona una arandela de material compuesto que incluye un material compuesto hecho de un metal y un laminado polimérico que se coloca sobre el metal. El material compuesto tiene una estructura anular 50 abierta que tiene un diámetro exterior mayor que alrededor de 5,1 cm y un umbral de formación no mayor que alrededor de 1,25.
BREVE DESCRIPCIÓN DE LOS DIBUJOS
La presente descripción se puede comprender mejor, y sus numerosas ventajas y características serán manifiestas para los expertos en la técnica haciendo referencia a los dibujos que se acompañan.
La FIG. 1 es un diagrama de flujo que ilustra un procedimiento según una realización particular.
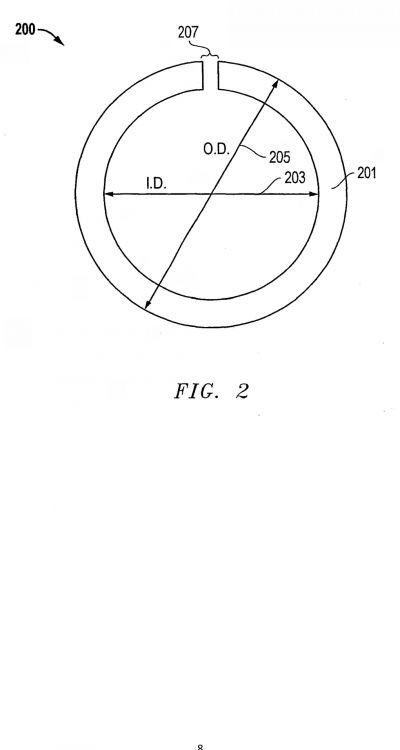
La FIG. 2 es una ilustración de una arandela hendida de material compuesto según una realización particular.
El uso de los mismos símbolos de referencia en diferentes dibujos indica artículos similares o idénticos. 5
MODOS PARA LLEVAR A CABO LA INVENCIÓN
Según un aspecto, se describe un procedimiento que incluye las etapas de proporcionar una cinta de material compuesto hecha de un sustrato sustancialmente rígido que tiene una superficie principal y un polímero que descansa sobre la superficie principal del sustrato sustancialmente rígido. El procedimiento también incluye la etapa de conformar la cinta de material compuesto con un mandril para formar una pieza de material compuesto conformada que tiene una 10 forma sustancialmente definida por la forma del mandril, de forma que, durante la etapa de conformación, la superficie principal de la cinta de material compuesto se mantiene sustancialmente en un plano.
Haciendo referencia a la FIG. 1, se proporciona un diagrama de flujo que ilustra etapas de una técnica de formación sin residuos o casi sin residuos para conformar un material compuesto según una realización. Según la FIG. 1, el procedimiento se inicia proporcionando una cinta de material compuesto que incluye un sustrato sustancialmente rígido 15 y una capa de polímero que descansa sobre el mismo. En una realización, el sustrato sustancialmente rígido incluye un metal, una aleación metálica, o una combinación de los mismos. Los metales adecuados para el sustrato sustancialmente rígido incluyen metales apilables, por ejemplo aluminio, hierro, cobre, otros metales de transición, o sus aleaciones. Todavía, según una realización particular, el sustrato sustancialmente rígido está hecho de una malla metálica tejida. 20
En referencia adicional al material compuesto, el sustrato sustancialmente rígido se puede formar generalmente como una cinta que tiene una superficie principal. Según una realización, la cinta de material compuesto tiene una relación de aspecto no menor que alrededor de 5:1. Según otra realización, la relación de aspecto puede ser mayor, tal como no menor que alrededor de 6:1 o alrededor de 8:1. Todavía, según una realización particular, la relación de aspecto de la cinta de material compuesto no es menor que alrededor de 10:1. Como se usa aquí, la expresión “relación de aspecto” 25 se define como la relación entre la dimensión más larga del sustrato (la longitud) y la segunda dimensión más larga (la anchura). La superficie principal del sustrato es el plano definido por las dimensiones de la longitud y la anchura. Como tal, la dimensión más corta de la cinta del sustrato es el grosor, y, según una realización, el grosor de la cinta de material compuesto no es mayor que alrededor de 5,0 mm, tal como no mayor que alrededor de 4,0 mm, o incluso no mayor que alrededor de 3,0 mm. El grosor total de la cinta de material compuesto depende en parte del grosor del sustrato 30 sustancialmente rígido, que según una realización no es mayor que alrededor de 3,0 mm, tal como no mayor que alrededor de 1,0 mm, o incluso no mayor que alrededor de 0,5 mm.
Según otra realización, la etapa de proporcionar un material compuesto incluye cortar una cinta de material compuesto de dimensiones discretas a partir de una pieza más grande de material compuesto. Para la mayoría...
Reivindicaciones:
1. Un procedimiento que comprende las etapas de:
proporcionar una cinta de material compuesto, y
conformar la cinta con un mandril para formar una pieza conformada que tiene una forma sustancialmente definida 5 mediante la forma del mandril, en el que durante la etapa de conformación la superficie principal de la cinta se mantiene sustancialmente en un plano, caracterizado porque la cinta es una cinta de material compuesto que comprende un sustrato sustancialmente rígido que tiene una superficie principal y un polímero superpuesto a la superficie principal del sustrato sustancialmente rígido.
2. El procedimiento de la reivindicación 1, en el que la cinta de material compuesto tiene una relación de aspecto no 10 menor que alrededor de 5:1.
3. El procedimiento de la reivindicación 1, en el que la etapa de provisión comprende además cortar extremos de la cinta de material compuesto en un ángulo con respecto a un eje lateral de la cinta de material compuesto, de forma que una longitud de un primer lado de la cinta de material compuesto es más corta que una longitud de un lado opuesto de la cinta de material compuesto. 15
4. El procedimiento de una cualquiera de las reivindicaciones 1, 2 ó 3, en el que la etapa de conformado comprende además acoplar la cinta de material compuesto en un canal.
5. El procedimiento de una cualquiera de las reivindicaciones 1, 2, 3 ó 4, en el que la etapa de conformado comprende además enrollar la superficie principal de la cinta de material compuesto bajo una fuerza suficiente para guiar a la cinta de material compuesto alrededor del mandril. 20
6. El procedimiento de una cualquiera de las reivindicaciones 1, 2, 3, 4 ó 5, en el que la etapa de conformado comprende además formar una pieza compuesta conformada que tiene un contorno circular.
7. El procedimiento de la reivindicación 6, en el que la circunferencia del mandril define sustancialmente la circunferencia interna de la pieza compuesta conformada.
8. El procedimiento de la reivindicación 6, en el que la pieza compuesta conformada tiene un diámetro exterior (205) no 25 mayor que alrededor de 5,1 cm y un umbral de formación no mayor que alrededor de 1,5.
9. El procedimiento de una cualquiera de las reivindicaciones 1, 2, 3, 4, 5 ó 6, en el que el sustrato sustancialmente rígido tiene un grosor no mayor que alrededor de 0,5 mm.
10. Una arandela compuesta (200), que comprende:
un material compuesto que comprende un sustrato sustancialmente rígido y un laminado polimérico superpuesto al 30 sustrato sustancialmente rígido, teniendo el material compuesto una estructura anular abierta (201, 207) que tiene un diámetro exterior (205) no mayor que alrededor de 5,1 cm y un umbral de formación, que define el diámetro exterior máximo permitido como una relación entre el diámetro exterior y el diámetro interior (203), no mayor que alrededor de 1,5.
Patentes similares o relacionadas:
Método para la fabricación de un cuerpo moldeado metálico que presenta un buje, así como un dispositivo para realizar el método, del 26 de Febrero de 2020, de WF-MASCHINENBAU UND BLECHFORMTECHNIK GMBH & CO. KG: Método para la fabricación de un buje que presenta un cuerpo moldeado de metal, especialmente acero, que presenta una parte inferior […]
Procedimiento y dispositivo para la deformación incremental de una pieza de trabajo metálica, del 7 de Agosto de 2019, de Leifeld Metal Spinning AG: Procedimiento para la deformación incremental de una pieza de trabajo metálica, con - al menos un husillo en el que se sujeta la pieza de trabajo, […]
 Máquina de fluotorneado y procedimiento de conformación para la fabricación de una rueda, del 22 de Octubre de 2018, de Leifeld Metal Spinning AG: Máquina de fluotorneado para la fabricación de una rueda, especialmente de una rueda de vehículo , con una llanta , a partir de una pieza de trabajo , con
[…]
Máquina de fluotorneado y procedimiento de conformación para la fabricación de una rueda, del 22 de Octubre de 2018, de Leifeld Metal Spinning AG: Máquina de fluotorneado para la fabricación de una rueda, especialmente de una rueda de vehículo , con una llanta , a partir de una pieza de trabajo , con
[…]
Un disco de separación para un separador centrífugo y un método para la fabricación del disco de separación, del 17 de Octubre de 2018, de ALFA LAVAL CORPORATE AB: Un disco de separación para un separador centrífugo, siendo el disco de separación de material metálico y estando adaptado para ser comprimido en una […]
Proceso de conformación por rotación y aparato para fabricar artículos mediante conformación por rotación, del 3 de Enero de 2018, de CAMBRIDGE ENTERPRISE LIMITED: Un proceso de conformación por rotación para fabricar un artículo de una forma requerida a partir de una pieza de trabajo , teniendo la pieza de trabajo, […]
Elemento de tubería con superficie de apoyo, ranura y reborde y procedimientos y dispositivos para su fabricación, del 20 de Septiembre de 2017, de VICTAULIC COMPANY: Conjunto que comprende un elemento de tubería , una superficie de apoyo , un reborde y una ranura ; en donde • el elemento de tubería tiene […]
Máquina de conformación para presionar/laminar a presión y procedimiento para presionar/laminar a presión, del 26 de Abril de 2017, de Leifeld Metal Spinning AG: Máquina de conformación para presionar/laminar a presión una pieza de trabajo con una - bancada de máquina , - un cabezal portafresa […]
Procedimiento para la fabricación de un elemento de conexión para la transmisión de movimientos de giro así como elemento de conexión fabricado de este modo, del 15 de Marzo de 2017, de THYSSENKRUPP STEEL EUROPE AG: Procedimiento para la fabricación de un elemento de conexión para la transmisión de movimientos de giro para un árbol articulado, presentando […]