MANDRIL DE PALA DE HELICÓPTERO, MÉTODO PARA FABRICAR EL MANDRIL Y MÉTODO PARA MOLDEAR UNA PALA DE ROTOR DE HELICÓPTERO.
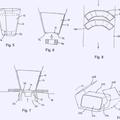
Un mandril (10) para su uso en el moldeo de una pala de rotor de helicóptero (12) en el que dicha pala de rotor (12) incluye un larguero (14) que se extiende paralelo al eje longitudinal (16) de dicha pala de rotor (12),
extendiéndose dicho eje longitudinal (16) desde la base de dicha pala de rotor (12) hasta la punta (18) de dicha pala de rotor (12), teniendo dicho larguero (14) superficies interiores que definen una cavidad de larguero (20) que también se extiende longitudinalmente desde la base de dicha pala de rotor (12) hasta la punta (12) de dicha pala de rotor (12), incluyendo dichas superficies interiores del larguero una superficie del borde de ataque (22) que comprende una parte del borde de ataque superior (30) y una parte del borde de ataque inferior (32), una superficie del borde de salida (24)que comprende una parte del borde de salida superior (34) y una parte del borde de salida inferior (36), una superficie superior (26) que se extiende entre dicha parte superior del borde de ataque (30) y dicha parte superior del borde de salida (34) y una superficie inferior (28) que se extiende entre dicha parte inferior del borde de ataque (36) y dicha parte inferior del borde de salida (36), comprendiendo dicho mandril (10): un componente delantero (38) que comprende una superficie exterior que está conformada para proporcionar dicha superficie del borde de ataque (22) de dichas superficies interiores del larguero, comprendiendo dicho componente delantero (38) un borde trasero superior (40) que comprende una superficie externa que está conformada para proporcionar dicha parte del borde de ataque superior (30) y un borde trasero inferior (42) que está conformado para proporcionar dicha parte del borde de ataque inferior (32); un componente trasero (44) que está conformado para proporcionar dicha superficie del borde de salida (24) de dichas superficies interiores del larguero, comprendiendo dicho componente trasero (44) un borde delantero superior (46) que está conformado para proporcionar dicha parte del borde de salida superior (34) y un borde delantero inferior (48) que está conformado para proporcionar dicha parte del borde de salida inferior (36); un componente superior (50) que está conformado para proporcionar dicha superficie superior (26) de dichas superficies interiores del larguero, comprendiendo dicho componente superior (50) un borde delantero (52) que está conectado a dicho borde trasero superior (40) de dicho componente delantero (38) y un borde trasero (54) que está conectado a dicho borde delantero superior (46) de dicho componente trasero (44); un componente inferior (56) que está conformado para proporcionar dicha superficie inferior (28) de dichas superficies interiores del larguero, comprendiendo dicho componente inferior (56) un borde delantero (58) que está conectado a dicho borde trasero inferior (42) de dicho componente delantero (38) y un borde trasero (60) que está conectado a dicho borde delantero inferior (48) de dicho componente trasero (44); caracterizado porque comprende una estructura de soporte plegable (62 y 64) situada entre dicho componente superior (50) y dicho componente inferior (56), siendo dicha estructura de soporte (62 y 64) plegable cuando se aplica una fuerza tensora a dicha estructura de soporte a lo largo del eje longitudinal (16) de dicha pala de rotor (12)
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2007/025371.
B29D22/00TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29D FABRICACION DE OBJETOS PARTICULARES A PARTIR DE MATERIAS PLASTICAS O DE SUSTANCIAS EN ESTADO PLASTICO (fabricación de gránulos B29B 9/00; fabricación de preformas B29B 11/00). › Fabricación de objetos huecos (objetos tubulares B29D 23/00; neumáticos B29D 30/00).
B29D99/00D2
Clasificación PCT:
B29C33/76B29 […] › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 33/00 Moldes o núcleos; Detalles o accesorios para ellos. › Núcleos (B29C 33/02 - B29C 33/70 tienen prioridad).
B29C70/30B29C […] › B29C 70/00 Conformación de materiales compuestos, es decir, materiales plásticos con refuerzos, cargas o partes preformadas, p. ej. inserciones. › Conformación por apilado (lay-up), es decir, aplicando fibras, bandas o grandes hojas en un molde, una plantilla o un núcleo; Conformación por pulverización, es decir, pulverizando las fibras sobre un molde, una plantilla o un núcleo.
B64C11/24B […] › B64AERONAVES; AVIACION; ASTRONAUTICA. › B64C AEROPLANOS; HELICOPTEROS (vehículos de colchón de aire B60V). › B64C 11/00 Hélices, p. ej. carenadas; Características comunes a hélices y rotores para giroaviones (rotores especialmente adaptados para giroaviones B64C 27/32). › Palas huecas.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia.
Mandril de pala de helicóptero, método para fabricar el mandril y método para moldear una pala de rotor de helicóptero. ANTECEDENTES DE LA INVENCIÓN 1. Campo de la invención La presente invención se refiere en general a palas de rotor de helicóptero que están hechas de materiales compuestos. Más particularmente, la presente invención se refiere a los procesos y aparatos que se usan en la fabricación de dichas palas de rotor compuestas. 2. Descripción de la técnica relacionada Las palas de rotor son un componente crítico de cada helicóptero. Las palas de rotor están sometidas a una compleja serie de fuerzas aerodinámicas bastante extremas que varían continuamente durante el vuelo. Las palas de rotor funcionan como álabes o alas giratorias que están conformadas para proporcionar la sustentación aerodinámica requerida para una aeronave dada. Las palas de rotor típicamente incluyen un larguero que se extiende desde la base de la pala de rotor hasta su punta. El larguero es un elemento estructural fundamental de la pala de rotor que proporciona a la pala la resistencia estructural necesaria para soportar altas cargas operacionales. El larguero de la pala de rotor típico es una estructura tubular larga alrededor de la cual se forma el resto de la pala. El tubo del larguero tiene una sección transversal elíptica que está formada para proporcionar un borde delantero o de ataque y un borde trasero o de salida. Para proporcionar un rendimiento aerodinámico óptimo, muchos tubos de larguero incluyen un ligero giro alrededor del eje longitudinal. Los giros típicos en el larguero proporcionan rotaciones de la sección transversal elíptica de hasta 10 grados y más a medida que nos desplazamos desde la base de la pala de rotor hasta su punta. Además, la forma elíptica de la sección transversal del larguero puede variar desde la base del larguero hasta la punta del larguero para cumplir con diversos parámetros de carga aerodinámica y estructural. Los materiales de alta resistencia, tales como aleaciones de titanio y aluminio, se han usado típicamente para fabricar palas de rotor. Estos materiales metálicos de alta resistencia son particularmente muy adecuados para formar el larguero de la pala de rotor. El titanio se ha formado de forma rutinaria en la estructura del larguero tubular relativamente largo y maquinarse o fabricarse de otro modo para proporcionar una compleja variedad de giros y variadas formas de sección transversal. Materiales compuestos también se han usado para formar largueros de pala de rotor. La combinación de peso ligero y resistencia estructural han hecho de los compuestos una elección popular para fabricar no solamente el larguero de la pala de rotor, sino toda la pala de rotor. Palas de rotor compuestas ejemplares y los procesos para fabricarlas se describen en las Patentes de Estados Unidos Nº 4.892.462; 5.346.367; 5.755.558; 5.939.007; y 4.169.749, que describe un mandril de acuerdo con el preámbulo de la reivindicación 1, y en los documentos JP 08207134 y AT 106172. El larguero compuesto típico se fabrica aplicando el material compuesto no curado a la superficie de un molde o mandril cilíndrico largo que está conformado para proporcionar la superficie interior del tubo del larguero. Una vez que el material compuesto se ha aplicado al molde o mandril, se compacta y se cura a una temperatura elevada para proporcionar la estructura del larguero final. Un problema asociado con la fabricación de largueros compuestos gira en torno a qué hacer con el molde o mandril una vez que el se ha formado el larguero. La longitud del molde y las variaciones de la sección transversal elíptica del larguero, así como cualquier giro en el larguero, hacen muy difícil quitar el molde o mandril después de haber curado el larguero. Un enfoque para resolver los problemas de retirada del molde/mandril ha sido fabricar un molde de un material que es lo suficientemente resistente para conservar su forma durante la fabricación previa al curado del larguero compuesto, pero que se desintegra o se contrae de otra manera durante el ciclo de curado, de modo que pueda retirarse de la cavidad del larguero o simplemente dejarlo en su lugar. Por ejemplo, diversas espumas se han usado en solitario o en combinación con una estructura de mandril duro subyacente para proporcionar un molde de larguero subyacente. La espuma se funde o se contrae de otra forma a una fracción de su tamaño inicial durante el curado a temperaturas elevadas. El molde contraído resultante es lo suficientemente pequeño para que pueda ser retirado de la cavidad del larguero o dejado en su lugar. Aunque moldes de espuma se han usado con éxito en la fabricación de largueros compuestos para palas de rotor, muchas veces es difícil encontrar una espuma u otro material que tenga la resistencia estructural necesaria para conservar dimensiones de larguero críticas durante la formación del larguero, mientras que al mismo tiempo sea capaz de deteriorarse de forma relativamente rápida durante el curado. Además, el molde solamente puede usarse una vez, lo que aumenta considerablemente el coste de fabricación del larguero. 2 RESUMEN DE LA INVENCIÓN De acuerdo con la presente invención, se proporcionan métodos y aparatos para fabricar un larguero de pala de rotor de material compuesto en el que se usa un mandril de múltiples componentes para formar el larguero compuesto. El mandril se fabrica usando una serie de componentes, que se ensamblan para proporcionar una estructura que sea lo suficientemente resistente para conservar la forma del larguero durante el almacenamiento previo al curado, la compactación y el curado del material compuesto. Los múltiples componentes usados para formar el mandril pueden separarse entre sí y retirarse fácilmente del larguero antes o después del curado del material compuesto. Los componentes del mandril pueden re-ensamblarse y reutilizarse a continuación para formar largueros compuestos adicionales. Como característica de la presente invención, se proporciona un mandril de múltiples componentes de acuerdo con la reivindicación 1 para su uso en el moldeo de una pala de helicóptero en el que la pala de rotor incluye un larguero que se extiende paralelo al eje longitudinal de la pala de rotor. El larguero que se está formando incluye superficies interiores que forman una cavidad de larguero que también se extiende longitudinalmente desde la base de la pala hasta la punta. Las superficies interiores del larguero incluyen una superficie del borde de ataque que está compuesta por una parte del borde de ataque superior y una parte del borde de ataque inferior. Las superficies interiores del larguero incluyen además una superficie del borde de salida que está compuesta por una parte del borde de salida superior y una parte del borde de salida inferior. Las superficies interiores del larguero también incluyen una superficie superior que se extiende entre la parte superior del borde de ataque y la parte superior del borde de salida, así como una superficie inferior que se extiende entre la parte inferior del borde de ataque y la parte inferior del borde de salida. El mandril se fabrica a partir de un componente delantero que incluye una superficie exterior que está conformada para proporcionar la superficie del borde de ataque de la superficie interior del larguero. El componente delantero incluye un borde trasero superior que tiene una superficie externa, que está conformada para proporcionar la parte del borde de ataque superior de las superficies interiores del larguero. El componente delantero también incluye un borde trasero inferior que está conformado para proporcionar la parte del borde de ataque inferior de las superficies interiores del larguero. El mandril también incluye un componente trasero que está conformado para proporcionar la superficie del borde de salida de las superficies interiores del larguero. El componente trasero incluye un borde delantero superior que está conformado para proporcionar la parte del borde de salida superior de las superficies interiores del larguero. El componente trasero también incluye un borde delantero inferior que está conformado para proporcionar la parte del borde de salida inferior o las superficies interiores del larguero. Los componentes delantero y trasero del mandril están conectados juntos mediante un componente superior y un componente inferior. El componente superior está conformado para proporcionar la superficie superior de dichas superficies interiores del larguero. El componente superior incluye un borde delantero que está conectado al borde trasero superior del componente delantero y un borde trasero que está conectado al borde delantero superior del componente trasero. El componente inferior está conformado para proporcionar la superficie inferior de dichas superficies interiores del larguero. El componente... [Seguir leyendo]
Reivindicaciones:
1. Un mandril (10) para su uso en el moldeo de una pala de rotor de helicóptero (12) en el que dicha pala de rotor (12) incluye un larguero (14) que se extiende paralelo al eje longitudinal (16) de dicha pala de rotor (12), extendiéndose dicho eje longitudinal (16) desde la base de dicha pala de rotor (12) hasta la punta (18) de dicha pala de rotor (12), teniendo dicho larguero (14) superficies interiores que definen una cavidad de larguero (20) que también se extiende longitudinalmente desde la base de dicha pala de rotor (12) hasta la punta (12) de dicha pala de rotor (12), incluyendo dichas superficies interiores del larguero una superficie del borde de ataque (22) que comprende una parte del borde de ataque superior (30) y una parte del borde de ataque inferior (32), una superficie del borde de salida (24)que comprende una parte del borde de salida superior (34) y una parte del borde de salida inferior (36), una superficie superior (26) que se extiende entre dicha parte superior del borde de ataque (30) y dicha parte superior del borde de salida (34) y una superficie inferior (28) que se extiende entre dicha parte inferior del borde de ataque (36) y dicha parte inferior del borde de salida (36), comprendiendo dicho mandril (10): un componente delantero (38) que comprende una superficie exterior que está conformada para proporcionar dicha superficie del borde de ataque (22) de dichas superficies interiores del larguero, comprendiendo dicho componente delantero (38) un borde trasero superior (40) que comprende una superficie externa que está conformada para proporcionar dicha parte del borde de ataque superior (30) y un borde trasero inferior (42) que está conformado para proporcionar dicha parte del borde de ataque inferior (32); un componente trasero (44) que está conformado para proporcionar dicha superficie del borde de salida (24) de dichas superficies interiores del larguero, comprendiendo dicho componente trasero (44) un borde delantero superior (46) que está conformado para proporcionar dicha parte del borde de salida superior (34) y un borde delantero inferior (48) que está conformado para proporcionar dicha parte del borde de salida inferior (36); un componente superior (50) que está conformado para proporcionar dicha superficie superior (26) de dichas superficies interiores del larguero, comprendiendo dicho componente superior (50) un borde delantero (52) que está conectado a dicho borde trasero superior (40) de dicho componente delantero (38) y un borde trasero (54) que está conectado a dicho borde delantero superior (46) de dicho componente trasero (44); un componente inferior (56) que está conformado para proporcionar dicha superficie inferior (28) de dichas superficies interiores del larguero, comprendiendo dicho componente inferior (56) un borde delantero (58) que está conectado a dicho borde trasero inferior (42) de dicho componente delantero (38) y un borde trasero (60) que está conectado a dicho borde delantero inferior (48) de dicho componente trasero (44); caracterizado porque comprende una estructura de soporte plegable (62 y 64) situada entre dicho componente superior (50) y dicho componente inferior (56), siendo dicha estructura de soporte (62 y 64) plegable cuando se aplica una fuerza tensora a dicha estructura de soporte a lo largo del eje longitudinal (16) de dicha pala de rotor (12). 2. Un mandril (10) para su uso en el moldeo de una pala de rotor de helicóptero (12) de acuerdo con la reivindicación 1, en el que dicha estructura de soporte plegable (62 y 64) comprende un material corrugado que comprende crestas (66) que se extienden sustancialmente perpendiculares a dicho eje longitudinal (16). 3. Un mandril (10) para su uso en el moldeo de una pala de rotor de helicóptero (12) de acuerdo con la reivindicación 2, en el que dicha estructura de soporte plegable (62 y 64) comprende una pieza delantera de material corrugado y una pieza trasera de material corrugado. 4. Un mandril (10) para su uso en el moldeo de una pala de rotor de helicóptero (12) de acuerdo con la reivindicación 2, en el que dicho material corrugado comprende un material compuesto. 5. Un mandril (10) para su uso en el moldeo de una pala de rotor de helicóptero (12) de acuerdo con la reivindicación 2, en el que dicho material corrugado (62 y 64) comprende un borde delantero y un borde trasero y en el que la distancia lateral entre las crestas (66) de dicho material corrugado disminuye desde el borde delantero de dicho material corrugado hasta el borde trasero de dicho material corrugado. 6. Un mandril (10) para su uso en el moldeo de una pala de rotor de helicóptero (12) de acuerdo con la reivindicación 1, en el que las conexiones entre dicho componente delantero y dichos componentes superior y/o inferior son conexiones desprendibles. 7. Un mandril (10) para su uso en el moldeo de una pala de rotor de helicóptero (12) de acuerdo con la reivindicación 1, en el que las conexiones entre dicho componente trasero y dichos componentes superior y/o inferior son conexiones desprendibles. 8. Un mandril (10) para su uso en el moldeo de una pala de rotor de helicóptero (12) de acuerdo con la reivindicación 1, en el que el borde delantero (52) de dicho componente superior (50) se solapa con el borde trasero superior (40) de dicho componente delantero (38) en su interior y en el que el borde delantero (58) de dicho componente inferior (56) se solapa con el borde trasero inferior (42) de dicho componente delantero (38) en su interior. 8 9. Un mandril (10) para su uso en el moldeo de una pala de rotor de helicóptero (12) de acuerdo con la reivindicación 1, en el que el borde trasero (52) de dicho componente superior (50) se solapa con el borde delantero superior (46) de dicho componente trasero (44) en su interior y en el que el borde trasero (60) de dicho componente inferior (56) se solapa con el borde delantero inferior (48) de dicho componente trasero (44) en su interior. 10. Un método para fabricar un mandril (10) para su uso en el moldeo de una pala de rotor de helicóptero (12) en el que dicha pala de rotor (12) incluye un larguero (14) que se extiende paralelo al eje longitudinal (16) de dicha pala de rotor (12), extendiéndose dicho eje longitudinal (16) desde la base de dicha pala de rotor (12) hasta la punta (18) de dicha pala de rotor (12), teniendo dicho larguero (14) superficies interiores que definen una cavidad de larguero (20) que también se extiende longitudinalmente desde la base de dicha pala de rotor (12) hasta la punta (18) de dicha pala de rotor (12), incluyendo dichas superficies interiores del larguero una superficie del borde de ataque (22) que comprende una parte del borde de ataque superior (30) y una parte del borde de ataque inferior (32), una superficie del borde de salida (24) que comprende una parte del borde de salida superior (34) y una parte del borde de salida inferior (36), una superficie superior (26) que se extiende entre dicha parte superior del borde de ataque (30) y dicha parte superior del borde de salida (32) y una superficie inferior (28) que se extiende entre dicha parte inferior del borde de ataque (32) y dicha parte inferior del borde de salida (36), comprendiendo dicho método las etapas de: proporcionar un componente delantero (38) que comprende una superficie exterior que está conformada para proporcionar dicha superficie del borde de ataque (22) de dicha superficie interior del larguero, comprendiendo dicho componente delantero (38) un borde trasero superior (40) que comprende una superficie externa que está conformada para proporcionar dicha parte del borde de ataque superior (30) y un borde trasero inferior (42) que está conformado para proporcionar dicha parte del borde de ataque inferior (32); proporcionar un componente trasero (44) que está conformado para proporcionar dicha superficie del borde de salida (24) de dicha superficie interior del larguero, comprendiendo dicho componente trasero (44) un borde delantero superior (46) que está conformado para proporcionar dicha parte del borde de salida superior (34) y un borde delantero inferior (48) que está conformado para proporcionar dicha parte del borde de salida inferior (36); proporcionar un componente superior (50) que está conformado para proporcionar dicha superficie superior (26) de dicha superficie interior del larguero, comprendiendo dicho componente superior (50) un borde delantero (52) y un borde trasero (54); proporcionar un componente inferior (56) que está conformado para proporcionar dicha superficie inferior (28) de dicha superficie interior del larguero, comprendiendo dicho componente inferior (56) un borde delantero (58) que está conectado a dicho borde trasero inferior (42) y un borde trasero (60) que está conectado a dicho borde delantero inferior (48) de dicho componente trasero (44); proporcionar una estructura de soporte plegable (62 y 64); conectar dicho borde delantero (38) de dicho componente superior (50) al borde trasero superior (40) de dicho componente delantero (38); conectar dicho borde trasero (54) de dicho componente superior (50) al borde delantero superior (46) de dicho componente trasero (44); conectar dicho borde delantero (58) de dicho componente inferior (56) al borde trasero inferior (42) de dicho componente delantero (38); y conectar dicho borde trasero (60) de dicho componente inferior (56) al borde delantero inferior (48) de dicho componente trasero (44) en el que dichos componentes superior (50), inferior (56), delantero (38) y trasero (44) están conectados juntos de modo que dicha estructura corrugada plegable (62 y 64) está situada entre dicho componente superior (50) y dicho componente inferior (56), siendo dicha estructura de soporte (62 y 64) plegable cuando se aplica una fuerza tensora a dicha estructura de soporte (62 y 64) a lo largo del eje longitudinal (16) de dicha pala de rotor (12). 11. Un método para moldear una pala de rotor de helicóptero (12) en el que dicha pala de rotor (12) incluye un larguero (14) que se extiende paralelo al eje longitudinal (16) de dicha pala de rotor (12), extendiéndose dicho eje longitudinal (16) desde la base de dicha pala de rotor (12) hasta la punta (18) de dicha pala de rotor (12), teniendo dicho larguero (14) superficies interiores que definen una cavidad de larguero (20) que también se extiende longitudinalmente desde la base de dicha pala de rotor (12) hasta la punta (18) de dicha pala de rotor (12), incluyendo dichas superficies interiores del larguero una superficie del borde de ataque (22) que comprende una parte del borde de ataque superior (30) y una parte del borde de ataque inferior (32), una superficie del borde de salida (24) que comprende una parte del borde de salida superior (34) y una parte del borde de salida inferior (36), una superficie superior (26) que se extiende entre dicha parte superior del borde de ataque (30) y dicha parte superior del borde de salida (34) y una superficie inferior (28) que se extiende entre dicha parte inferior del borde de ataque (32) y dicha parte inferior del borde de salida (36), comprendiendo dicho método las etapas de: 9 proporcionar un mandril (10) de acuerdo con cualquiera de las reivindicaciones 1 a 9; aplicar material compuesto no curado a la superficie exterior de dicho mandril (10) para formar un larguero no curado; plegar dicha estructura de soporte plegable (62 y 64); retirar dicho mandril (10) de dicha cavidad de larguero (20); y curar dicho larguero no curado. 12. Un método para modelar una pala de rotor de helicóptero (12) de acuerdo con la reivindicación 11, en el que dicha estructura de soporte plegable (62 y 64) comprende un material corrugado que comprende crestas (66) que se extienden sustancialmente perpendiculares a dicho eje longitudinal (16). 13. Un método para modelar una pala de rotor de helicóptero (12) de acuerdo con la reivindicación 12, en el que dicha estructura de soporte plegable (62 y 64) comprende una pieza delantera de material corrugado y una pieza trasera de material corrugado. 14. Un método para modelar una pala de rotor de helicóptero (12) de acuerdo con la reivindicación 12, en el que dicho material corrugado comprende un material elástico. 11 12
Patentes similares o relacionadas:
Método para producir un elemento de cápsula, y elemento de cápsula, del 27 de Noviembre de 2019, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Un método para producir un elemento de una cápsula, estando destinada la cápsula a contener un producto que tiene al menos un componente que se puede extraer […]
Modificaciones de recipientes para minimizar los defectos durante el flujo de poliuretano reactivo, del 13 de Noviembre de 2019, de Dow Global Technologies LLC: Un procedimiento para reducir el número o el tamaño de los huecos en un poliuretano formado in situ en un recipiente, que comprende formar un flujo de al menos dos componentes […]
Envase para productos anaerobios, del 2 de Octubre de 2019, de Henkel IP & Holding GmbH: Un envase que comprende:
a. un recipiente, teniendo el recipiente un cuerpo de recipiente, y siendo el cuerpo de recipiente suficientemente permeable […]
Preforma para la fabricación de un recipiente de plástico, la fabricación de la preforma y de recipientes de plástico fabricados a partir de la preforma así como a su fabricación, del 11 de Septiembre de 2019, de ALPLA-WERKE ALWIN LEHNER GMBH UND CO. KG: Preforma para la fabricación de un recipiente de plástico en un procedimiento de soplado y estirado con un cuerpo de preforma alargado, de tipo tubito, […]
Uso de una membrana de tamiz molecular de fibra de carbono hueca, del 7 de Agosto de 2019, de Dow Global Technologies LLC: Un procedimiento para efectuar la separación de al menos dos olefinas a partir de una mezcla gaseosa que comprende dichas al menos dos olefinas […]
Preforma para la producción de una botella de material plástico, del 20 de Mayo de 2019, de ALPLA-WERKE ALWIN LEHNER GMBH UND CO. KG: Preforma para la producción de botellas de material plástico en un procedimiento de soplado o de soplado y estirado, con un cuerpo alargado, […]
Método para procesar tereftalato de polietileno, del 17 de Abril de 2019, de SOCIETE DES PRODUITS NESTLE S.A.: Método para procesar tereftalato de polietileno (PET) que comprende:
- suministrar materia prima de PET (S1) que tiene una viscosidad intrínseca comprendida […]
Método de formación de un contenedor, del 11 de Febrero de 2019, de Frugalpac Limited: Un método de formación de un revestimiento flexible para un contenedor, el método que comprende:
- proporcionar un formador que tiene una cara extrema […]
Utilizamos cookies para mejorar nuestros servicios y mostrarle publicidad relevante. Si continua navegando, consideramos que acepta su uso. Puede obtener más información aquí. .
 Método de formación de un contenedor, del 11 de Febrero de 2019, de Frugalpac Limited: Un método de formación de un revestimiento flexible para un contenedor, el método que comprende:
- proporcionar un formador que tiene una cara extrema […]
Método de formación de un contenedor, del 11 de Febrero de 2019, de Frugalpac Limited: Un método de formación de un revestimiento flexible para un contenedor, el método que comprende:
- proporcionar un formador que tiene una cara extrema […]