MANDRIL DE FORJA PARA FORJAR EN CALIENTE PIEZAS DE TRABAJO TUBULARES DE METAL.
Mandril de forja para forjar en caliente piezas de trabajo tubulares de metal,
que está constituido por un cuerpo de mandril y una barra de mandril y en el que el cuerpo del mandril consiste en un material resistente al calor, caracterizado porque el cuerpo (1) del mandril está provisto, al menos en la zona de trabajo, de una capa (5) que aminora la derivación del calor durante la forja hacia el cuerpo del mandril y que está firmemente adherida sobre el cuerpo (1) del mandril, presentando la capa (5) una conductividad calorífica más pequeña que la del material del cuerpo (5) del mandril y teniendo dicha capa al menos un espesor de 50 μm
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/DE2008/001067.
Solicitante: V & M DEUTSCHLAND GMBH.
Nacionalidad solicitante: Alemania.
Dirección: RATHER KREUZWEG 106 40472 DÜSSELDORF ALEMANIA.
Inventor/es: KUMMERLING, ROLF, WIEDENMAIER,STEFAN, LEFEBVRE,PIERRE, HOMBERG,Gerd.
Fecha de Publicación: .
Fecha Solicitud PCT: 25 de Junio de 2008.
Clasificación Internacional de Patentes:
- B21J13/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21J FORJADO; MARTILLADO; PRENSADO DE METALES; REMACHADO; HORNOS DE FORJA (laminado de metales B21B; fabricación de productos particulares por forjado o prensado B21K; chapeado B23K; tratamiento o acabado de superficies por martillado B23P 9/04; aumento de la compacidad de superficies por chorro de materiales en partículas B24C 1/10; características generales de las prensas, prensas para compactar los residuos B30B; hornos en general F27). › Partes constitutivas de máquinas para forjar, prensar o martillar.
Clasificación PCT:
- B21J13/00 B21J […] › Partes constitutivas de máquinas para forjar, prensar o martillar.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Descripción:
Mandril de forja para forjar en caliente piezas de trabajo tubulares de metal.
La invención concierne a un mandril de forja para forjar en caliente piezas de trabajo tubulares de metal según el preámbulo de la reivindicación 1.
La forja en caliente de piezas de trabajo tubulares, como, por ejemplo, tubos de acero sin costura, es conocida por el documento DE 10 2005 052 178 A1.
En este procedimiento se produce por agujereado en un primer paso de conformación, a partir de un bloque calentado a temperatura de conformación, un bloque hueco de pared gruesa que a continuación se forja transformándolo en un tubo sin costura por medio de un proceso de forja radial en el que se emplean un mandril de forja como herramienta interior introducida en el bloque hueco y al menos dos mordazas de forja de una máquina de forja que actúan sobre la superficie envolvente del bloque hueco. En este caso, en la fase de la carrera en vacío de las mordazas de forja el bloque hueco es girado y desplazado axialmente en forma intermitente.
El mandril de forja está expuesto durante el proceso de forja a considerables esfuerzos térmicos y mecánicos, lo que conduce a fenómenos de desgaste en la superficie de la herramienta y reduce la durabilidad del mandril de forja. Por ejemplo, las temperaturas de forja pueden llegar hasta más de 1300ºC.
Para minimizar los fenómenos de desgaste térmicamente originados se conoce por el documento de carácter genérico DE 2825940 A1 el recurso de refrigerar el mandril de forja desde el lado interior a fin de acelerar la evacuación de calor de la superficie del mandril hacia adentro de este mandril.
Para incrementar la resistencia al desgaste del mandril se propone también rodear el cuerpo del mandril con una envolvente exterior de material altamente resistente al calor, tal como, por ejemplo, una aleación a base de níquel o de cobalto.
Este mandril de forja está afectado de varios inconvenientes. Por un lado, este mandril de forja es muy complicado y costoso en su fabricación y, por otro, no se reduce la entrada de calor en el material del mandril, lo que, bajo un esfuerzo de alta temperatura, reduce la estabilidad de forma del mandril de forja y, por tanto, conduce a un fallo prematuro.
El problema de la invención consiste en indicar un mandril de forja para forjar en caliente piezas de trabajo tubulares de metal, que pueda fabricarse a bajo coste y presente una alta resistencia al desgaste junto con, al mismo tiempo, una gran estabilidad de forma incluso a altas temperaturas de forja.
El problema se resuelve partiendo del preámbulo en combinación con la parte caracterizadora de la reivindicación 1. Perfeccionamientos ventajosos son objeto de reivindicaciones subordinadas.
Según las enseñanzas de la invención, el material del mandril consiste en una aleación resistente al calor, el cuerpo del mandril está provisto, al menos en la zona de trabajo, de una capa que aminora la derivación del calor hacia el cuerpo del mandril durante la forja y que se adhiere firmemente sobre el cuerpo del mandril, y la capa presenta al menos un espesor de 50 μm.
La innovación esencial de esta invención reside en que la capa que rodea al cuerpo del mandril presenta una menor conductividad calorífica que el cuerpo del mandril, con lo que se aminora netamente la entrada de calor en el cuerpo del mandril y se consigue así una estabilidad de forma netamente mejorada incluso a altas temperaturas de forja.
La capa presenta aquí según la invención una conductividad calorífica que está netamente por debajo de la del material del cuerpo del mandril, ventajosamente en al menos un 50%.
Según la invención, la capa dispuesta sobre el cuerpo del mandril puede producirse aquí ventajosamente a muy bajo coste por oxidación o bien por aplicación de una capa correspondiente, por ejemplo por procedimientos térmicos.
Se puede emplear aquí ventajosamente una oxidación del mandril en el caso de aceros a carbono, mientras que, en el caso de materiales del mandril altamente aleados, la capa puede aplicarse ventajosamente por procedimientos de proyección térmica, como, por ejemplo, proyección con llama o proyección con plasma.
Las capas térmicamente aplicadas pueden contener aquí, por ejemplo, óxido de zirconio, óxido de aluminio u óxido de hierro.
Es esencial aquí que la conductividad calorífica del material de revestimiento esté siempre netamente por debajo de la del material del mandril.
Para que esta capa pueda ejercer una acción reconocible en lo que respecta a una entrada de calor netamente aminorada en el cuerpo del mandril, es ventajoso realizar la capa con un espesor mínimo de aproximadamente de 50 μm.
El mandril de forja según la invención presenta aquí no solo ventajas en lo que respecta a una estabilidad de forma mejorada incluso a altas temperaturas de forja, sino también en lo que concierne a una reducción del desgaste abrasivo. Se ha comprobado en estudios realizados que, durante la forja, está presente cierta acción de lubricación del material de la capa que reduce el desgaste abrasivo.
Para la elección de un material adecuado para el cuerpo del mandril es decisivo ajustar éste al respectivo material a forjar de modo que se evite una soldadura del mandril de forja y la pieza de trabajo forjada.
El mandril de forja según la invención presenta aquí el ventajoso efecto de que la capa dispuesta sobre el cuerpo del mandril actúa como una capa de separación que contrarresta una soldadura bajo la presión de forja y la temperatura.
Dado que no puede suprimirse completamente una cierta entrada de calor en el cuerpo del mandril, puede ser conveniente además, para fomentar la estabilidad de forma del mandril, que el cuerpo del mandril sea provisto de una refrigeración interior adicional.
Sin embargo, como alternativa, puede preverse también que se refrigere el cuerpo del mandril desde fuera en las fases de parada, lo que es muchísimo más barato de realizar que una refrigeración interior.
Para limitar a un mínimo la entrada de calor en el cuerpo del mandril durante el proceso de forja puede ser conveniente, además, desplazar el mandril en la pieza de trabajo durante la forja, ya que en este proceso intervendrán siempre zonas de trabajo diferentes de la superficie del mandril de forja y se reduce así la entrada de calor local.
Se describe con más detalle el mandril de forja según la invención haciendo referencia a una representación.
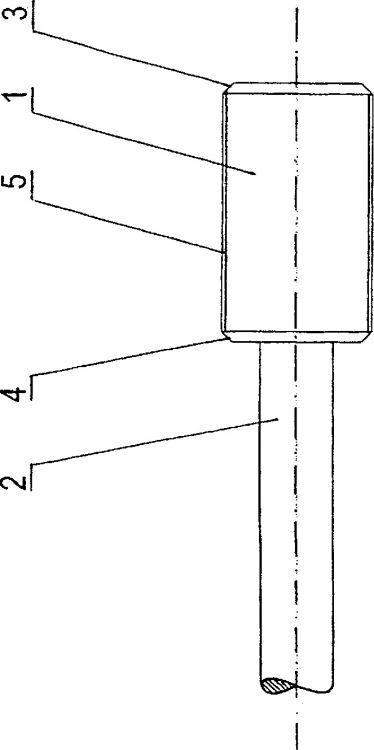
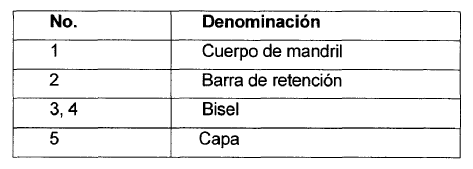
El mandril de forja representado en la única figura presenta un cuerpo de mandril 1 que está provisto de biseles 3, 4 y que está fijado a una barra de retención 2. Se necesita la barra de retención 2 para que el mandril de forja pueda ser desplazado en dirección axial y en forma giratoria dentro de una pieza de trabajo tubular que no se ha representado aquí.
El cuerpo 1 del mandril consiste en un acero resistente al calor que, según la invención, está provisto de una capa 5 que aminora, en la zona de trabajo, la entrada de calor en el cuerpo 1 del mandril.
La capa 5 presenta aquí una conductividad calorífica netamente más baja que la del material del cuerpo 1 del mandril para reducir la entrada de calor y, por tanto, garantizar la estabilidad de forma del cuerpo 1 del mandril incluso en el caso de altas temperaturas de forja.
El cuerpo 1 del mandril está concebido en el presente caso como cuerpo macizo, pero es posible también dotarlo de una refrigeración interior para evacuar con la mayor rapidez posible la entrada de calor inevitable en el cuerpo 1 del mandril durante la forja.
Lista de símbolos de referencia
Reivindicaciones:
1. Mandril de forja para forjar en caliente piezas de trabajo tubulares de metal, que está constituido por un cuerpo de mandril y una barra de mandril y en el que el cuerpo del mandril consiste en un material resistente al calor, caracterizado porque el cuerpo (1) del mandril está provisto, al menos en la zona de trabajo, de una capa (5) que aminora la derivación del calor durante la forja hacia el cuerpo del mandril y que está firmemente adherida sobre el cuerpo (1) del mandril, presentando la capa (5) una conductividad calorífica más pequeña que la del material del cuerpo (5) del mandril y teniendo dicha capa al menos un espesor de 50 μm.
2. Mandril de forja según la reivindicación 1, caracterizado porque la capa (5) es una capa de óxido.
3. Mandril de forja según la reivindicación 1, caracterizado porque la capa (5) se ha aplicado por proyección con llama.
4. Mandril de forja según la reivindicación 1, caracterizado porque la capa (5) se ha aplicado por proyección con plasma.
5. Mandril de forja según cualquiera de las reivindicaciones anteriores, caracterizado porque la conductividad calorífica de la capa (5) es al menos un 50% más pequeña que la conductividad calorífica del material del mandril.
6. Mandril de forja según cualquiera de las reivindicaciones 1 a 5, caracterizado porque el cuerpo (1) del mandril está configurado como un cuerpo hueco provisto de una abertura en un lado y está dotado de un equipo de refrigeración interior que se extiende al menos hasta dentro de la zona de trabajo.
Patentes similares o relacionadas:
DISPOSITIVO DE RECALCADO Y PRENSA, del 9 de Noviembre de 2017, de CIE AUTOMOTIVE, S.A.: Dispositivo de recalcado que comprende una matriz superior y una matriz inferior que pueden desplazarse según una dirección vertical entre […]
Procedimiento para fabricar una pieza moldeada templada en prensa, así como útil para el templado en prensa, del 4 de Octubre de 2017, de KIRCHHOFF AUTOMOTIVE DEUTSCHLAND GMBH: Procedimiento para la fabricación de una pieza moldeada templada en prensa, que presenta al menos dos zonas que se diferencian en […]
Maquina de conformado en caliente por estampación de piezas de latón, del 1 de Junio de 2016, de NEOTECMAN, S.L: La máquina de conformado en caliente por estampación que se alimenta de barras alargadas de latón se caracteriza por incorporar unos medios de calentamiento […]
Unidad de herramientas de una máquina de reducción rotatoria, del 7 de Mayo de 2014, de Felss GmbH: Unidad de herramientas de una máquina de reducción rotatoria con un compartimento de herramientas , en el que están previstas varias […]
METODO DE DENSIFICACION DE LA PARED DE UNA ABERTURA EN UNA PREFORMA DE METAL PULVERIZADO., del 16 de Julio de 2004, de FEDERAL-MOGUL CORPORATION: Un método de densificación de preformas o elementos premodelados pulvimetalúrgicos que comprende: preparar una preforma de pulvimetal comprimida y sinterizada […]
PRENSA MULTIFUNCION PARA INSERCIONES., del 16 de Marzo de 2004, de ARRIGHI, CLAUDIO: Una prensa para la instalación de inserciones en delgadas secciones laminadas metálicas o de plástico mediante la deformación plástica en frío de dichas seccionas […]
PRENSA PARA EL FORJADO DE PIEZAS DE LATON., del 1 de Enero de 2002, de CUEVAS CASTILLO,JUAN ESCRIU PUJOL,RAMON: Prensa para el forjado de piezas de latón, a partir de bloques en caliente de dicho metal, del tipo formado por una estructura soldada, constituyendo la bancada […]