PROCEDIMIENTO PARA LA FABRICACIÓN DE COMPONENTES TEMPLADOS DE CHAPA DE ACERO.
Procedimiento para la fabricación de componentes templados de chapa de acero que comprende los siguientes pasos:
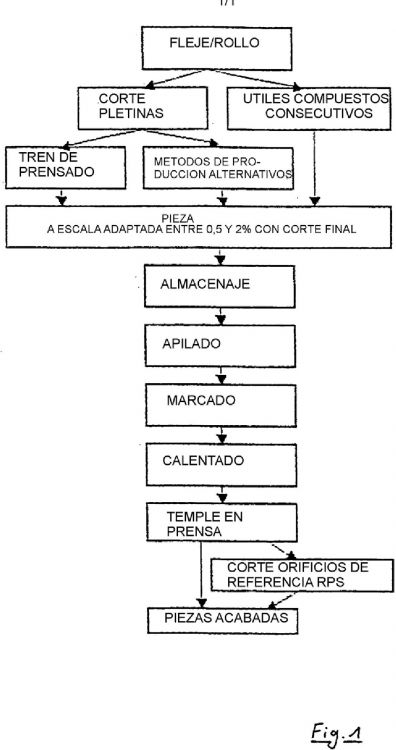
conformado en frío de componentes de una chapa de acero provista de una protección anticorrosiva catódica, seguido de un tratamiento térmico para su austenización, caracterizado por que a) antes, durante y después de la conformación en frío de la pieza conformada se realizan un recorte final de la pieza conformada y el punzonado necesario o la creación de un patrón de agujeros, b) realizándose la conformación en frío y el recorte, así como el punzonado y la disposición del patrón de agujeros, en el componente de tal modo que la pieza conformada sea entre un 0,5 y 2 % menor que el componente templado final, c) calentándose a continuación la pieza conformada en frío para el tratamiento térmico al menos por áreas parciales y con entrada de oxígeno atmosférico a una temperatura que permita la austenización del material de acero, y d) transfiriéndose a continuación el componente calentado a una herramienta de templado en prensa y efectuándose en la herramienta de templado en prensa un temple en prensa, en el que el componente se enfría mediante contacto y presión (sujeción) a través de las herramientas de templado en prensa y con ello se endurece, y e) consistiendo el revestimiento protector anticorrosivo catódico en una mezcla de fundamentalmente cinc y conteniendo la mezcla además uno o varios elementos afines al oxígeno en una cantidad total de entre 0,1 y 15 % en peso respecto a la mezcla total, empleándose en la mezcla como elementos afines al oxígeno magnesio y/o silicio y/o titanio y/o calcio y/o aluminio
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2004/006252.
Solicitante: VOESTALPINE STAHL GMBH
VOESTALPINE AUTOMOTIVE GMBH.
Nacionalidad solicitante: Austria.
Dirección: VOEST-ALPINE-STRASSE 3 4031 LINZ AUSTRIA.
Inventor/es: VEHOF,ROBERT, FLEISCHANDERL,MARTIN, KOLNBERGER,SIEGFRIED, LANDL,GERALD, FADERL,JOSEF, STALL,WOLFGANG, RAAB,ANNA,ELISABETH, BRANDSTATTER,WERNER.
Fecha de Publicación: .
Fecha Solicitud PCT: 9 de Junio de 2004.
Fecha Concesión Europea: 25 de Agosto de 2010.
Clasificación Internacional de Patentes:
- C25D5/36 QUIMICA; METALURGIA. › C25 PROCESOS ELECTROLITICOS O ELECTROFORETICOS; SUS APARATOS. › C25D PROCESOS PARA LA PRODUCCION ELECTROLITICA O ELECTROFORETICA DE REVESTIMIENTOS; GALVANOPLASTIA (fabricación de circuitos impresos por deposición metálica H05K 3/18 ); UNION DE PIEZAS POR ELECTROLISIS; SUS APARATOS (protección anódica o catódica C23F 13/00; crecimiento de monocristales C30B). › C25D 5/00 Revestimientos electrolíticos caracterizados por el proceso; Pretratamiento o tratamiento posterior de las piezas. › de hierro o acero.
- C25D5/48 C25D 5/00 […] › Tratamiento posterior de las superficies revestidas de metales por vía electrolítica.
Clasificación PCT:
- B21D22/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 22/00 Conformación sin cortado, por estampado, repujado o embutido (por medio de operaciones que no sean las que utilizan dispositivos o herramientas rígidas, masas flexibles o elásticas B21D 26/00). › para la realización de un estampado punteado (combinado con una perforación B21D 28/24).
- B21J5/00 B21 […] › B21J FORJADO; MARTILLADO; PRENSADO DE METALES; REMACHADO; HORNOS DE FORJA (laminado de metales B21B; fabricación de productos particulares por forjado o prensado B21K; chapeado B23K; tratamiento o acabado de superficies por martillado B23P 9/04; aumento de la compacidad de superficies por chorro de materiales en partículas B24C 1/10; características generales de las prensas, prensas para compactar los residuos B30B; hornos en general F27). › Métodos para forjar, martillar o prensar (para trabajar las chapas, tubos, barras o perfiles metálicos B21D; para trabajar alambre B21F ); Equipo o accesorios particulares.
- C21D1/02 C […] › C21 METALURGIA DEL HIERRO. › C21D MODIFICACION DE LA ESTRUCTURA FISICA DE LOS METALES FERROSOS; DISPOSITIVOS GENERALES PARA EL TRATAMIENTO TERMICO DE METALES O ALEACIONES FERROSOS O NO FERROSOS; PROCESOS DE MALEABILIZACION, p.ej. POR DESCARBURACION O REVENIDO (cementación por procesos de difusión C23C; tratamiento de la superficie de materiales metálicos utilizando al menos un proceso cubierto por la clase C23 y al menos un proceso cubierto por la presente subclase, C23F 17/00; solidificación unidireccional de materiales eutécticos o separación unidireccional de materiales eutectoides C30B). › C21D 1/00 Métodos o dispositivos generales para tratamientos térmicos, p. ej. recocido, endurecido, temple o revenido. › Endurecimiento de artículos o materiales formados por forjado o laminado, sin más calentamiento que el preciso para dar la forma.
- C21D1/673 C21D 1/00 […] › para el temple en concha.
- C23C2/02 C […] › C23 REVESTIMIENTO DE MATERIALES METALICOS; REVESTIMIENTO DE MATERIALES CON MATERIALES METALICOS; TRATAMIENTO QUIMICO DE LA SUPERFICIE; TRATAMIENTO DE DIFUSION DE MATERIALES METALICOS; REVESTIMIENTO POR EVAPORACION EN VACIO, POR PULVERIZACION CATODICA, POR IMPLANTACION DE IONES O POR DEPOSICION QUIMICA EN FASE VAPOR, EN GENERAL; MEDIOS PARA IMPEDIR LA CORROSION DE MATERIALES METALICOS, LAS INCRUSTACIONES, EN GENERAL. › C23C REVESTIMIENTO DE MATERIALES METALICOS; REVESTIMIENTO DE MATERIALES CON MATERIALES METALICOS; TRATAMIENTO DE MATERIALES METALICOS POR DIFUSION EN LA SUPERFICIE, POR CONVERSION QUIMICA O SUSTITUCION; REVESTIMIENTO POR EVAPORACION EN VACIO, POR PULVERIZACION CATODICA, POR IMPLANTACION DE IONES O POR DEPOSICION QUIMICA EN FASE VAPOR, EN GENERAL (fabricación de productos revestidos de metal por extrusión B21C 23/22; revestimiento metálico por unión de objetos con capas preexistentes, ver las clases apropiadas, p. ej. B21D 39/00, B23K; metalización del vidrio C03C; metalización de piedras artificiales, cerámicas o piedras naturales C04B 41/00; esmaltado o vidriado de metales C23D; tratamiento de superficies metálicas o revestimiento de metales mediante electrolisis o electroforesis C25D; crecimiento de monocristales C30B; mediante metalización de textiles D06M 11/83; decoración de textiles por metalización localizada D06Q 1/04). › C23C 2/00 Procesos de baño o inmersión en caliente para aplicar el material de revestimiento en estado fundido sin modificar la forma del objeto sumergido; Sus aparatos. › Pretratamiento del material a revestir, p. ej. para el revestimiento de partes determinadas de la superficie (C23C 2/30 tiene prioridad).
- C23C2/26 C23C 2/00 […] › Tratamiento posterior (C23C 2/14 tiene prioridad).
Clasificación antigua:
- B21D22/04 B21D 22/00 […] › para la realización de un estampado punteado (combinado con una perforación B21D 28/24).
- B21J5/00 B21J […] › Métodos para forjar, martillar o prensar (para trabajar las chapas, tubos, barras o perfiles metálicos B21D; para trabajar alambre B21F ); Equipo o accesorios particulares.
- C21D1/02 C21D 1/00 […] › Endurecimiento de artículos o materiales formados por forjado o laminado, sin más calentamiento que el preciso para dar la forma.
- C21D1/673 C21D 1/00 […] › para el temple en concha.
- C23C2/02 C23C 2/00 […] › Pretratamiento del material a revestir, p. ej. para el revestimiento de partes determinadas de la superficie (C23C 2/30 tiene prioridad).
- C23C2/26 C23C 2/00 […] › Tratamiento posterior (C23C 2/14 tiene prioridad).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
La invención tiene por objeto un procedimiento para la fabricación de componentes templados de chapa de acero. [0002] En el ámbito de la construcción de automóviles existe un empeño por reducir el peso total del vehículo o bien de no dejar que éste aumente cuando se le introducen mejoras. Esto únicamente se puede lograr reduciendo el peso de ciertos componentes del vehículo. En particular se intenta reducir sensiblemente el peso de la carrocería en bruto del vehículo respecto al que tenía anteriormente. Sin embargo, al mismo tiempo han aumentado los requisitos de seguridad, especialmente en cuanto a la seguridad de los pasajeros dentro del automóvil y también en cuanto al comportamiento del vehículo en caso de accidente. Al tiempo que para reducir el peso de la carrocería en bruto se disminuye el número de piezas y en particular también el espesor, se espera que la carrocería en bruto de menor peso presente una mayor solidez y rigidez en caso de accidente y un comportamiento concreto de deformación. [0003] El material más empleado en la fabricación de carrocerías es el acero. Con ningún otro material se pueden poner a disposición en tales proporciones componentes a buen precio con las más diversas propiedades. [0004] Como consecuencia del cambio en los requisitos, los grados de resistencia son más elevados, al igual que los valores de dilatación, mejorando con ello también la conformabilidad en frío. Además, la gama de resistencias de acero documentables se ha ampliado. [0005] En este contexto, constituyen una buena opción los componentes de chapa fina de acero con una resistencia de entre 1000 y 2000 Mpa, dependiendo de la composición de la aleación. Para alcanzar estos grados de resistencia en un componente, se conoce el método de cortar pletinas de chapas, calentar las pletinas a una temperatura superior a la temperatura de austenización y, a continuación, conformar el componente en una prensa, realizándose durante el proceso de conformación simultáneamente un enfriamiento rápido para templar el material. [0006] Durante el recocido para austenizar las chapas, se forma en la superficie una capa de cascarilla. Ésta se retira tras la conformación y el enfriamiento. Esto se efectúa normalmente aplicando chorro de arena. Antes o tras este descascarillado se realiza el recortado final y se le practican agujeros. Si el recortado final y la realización de agujeros se llevan a cabo antes de aplicar el chorro de arena, tiene la desventaja de que se ven afectados los cantos cortados y los bordes de los agujeros. Independientemente del orden en que se realicen los pasos de mecanizado tras el temple, la desventaja del descascarillado mediante chorro de arena y procesos similares es que con ello la pieza a menudo se deforma. Tras los pasos de mecanizado mencionados se efectúa el denominado recubrimiento de la pieza con un revestimiento de protección anticorrosiva. Por ejemplo se le aplica un revestimiento de protección anticorrosiva catódicamente efectiva. [0007] La desventaja de esto es que el mecanizado posterior de la pieza templada es extraordinariamente costosa y que, a causa del endurecimiento de la pieza, está sometido a un desgaste muy elevado. Otra desventaja es que el revestimiento de la pieza suele tener un efecto de protección anticorrosiva no demasiado pronunciada. Además, los espesores de capa no son uniformes sino que fluctúan a lo largo de la superficie de la pieza. [0008] Se conoce una variante de este proceso en la que una pieza de pletina de chapa se conforma en frío y a continuación se calienta a la temperatura de austenización y luego se enfría rápidamente en una herramienta calibradora, siendo la herramienta calibradora responsable de que la pieza, la cual se deforma durante el calentamiento, se calibre con respecto a las zonas conformadas. A continuación se efectúa el mecanizado posterior descrito anteriormente. Este proceso permite geometrías más complejas, comparado con los procesos antes descritos, ya que cuando se realizan simultáneamente la conformación y el temple únicamente se pueden generar formas básicamente lineales, mientras que las formas complejas no son viables con procesos de conformación de ese tipo. [0009] De la GB 1 490 535 se conoce un procedimiento para la fabricación de un componente de acero templado, en el que una chapa de acero templable se calienta a la temperatura de temple y a continuación se coloca en un dispositivo de conformación en el que se le da a la chapa la forma final deseada, produciéndose durante la conformación simultáneamente el enfriamiento rápido de la chapa, obteniendo con ello una estructura martensítica o bainítica mientras la chapa permanece en el dispositivo de conformación. Como material de partida se utiliza por ejemplo un acero al carbono con aleación de boro o acero al carbono-manganeso. Según esta publicación, la conformación se efectúa preferentemente por compresión, pero también se pueden emplear otros procedimientos. La conformación y el enfriamiento deben realizarse preferentemente de tal modo y con tanta rapidez que se obtenga una estructura martensítica o bainítica de grano fino. [0010] De la EP 1 253 208 A1 se conoce un procedimiento para la fabricación de un perfil de chapa templado a partir de una pletina que se conforma y templa en una herramienta de compresión hasta conseguir un perfil de chapa. En el perfil de chapa se crean respecto al nivel de la pletina puntos de referencia salientes o collares, que sirven para la orientación de posición del perfil de chapa en las siguientes operaciones de fabricación. Los collares se forman durante el proceso de conformación en las zonas no perforadas de la pletina, creándose los puntos de referencia en forma de relieves en los bordes o plegaduras o collares en el perfil de chapa. Según la publicación, la conformación en caliente y el templado en la herramienta de compresión tiene ventajas en general debido a la forma racional de trabajar gracias a la combinación del proceso de conformación y el de bonificado en una herramienta. Sin embargo, debido a la fijación del perfil de chapa en la herramienta y debido a las tensiones térmicas se produce una deformación en la pieza que no se puede determinar previamente con exactitud. Esto puede tener un efecto negativo en las operaciones de fabricación acopladas a continuación, por lo que se crean los puntos de referencia en el perfil de chapa. [0011] De la DE 197 23 655 A1 se conoce un procedimiento para la fabricación de productos de chapa de acero, conformándose el producto de chapa de acero en un par de herramientas refrigeradas mientras está caliente y templándose en una estructura martensítica mientras sigue permaneciendo en la herramienta, de modo que las herramientas actúan como fijación durante el temple. En las zonas en las que va a realizarse un mecanizado tras el temple, el acero se debe mantener en la gama de acero dulce, empleándose insertos en las herramientas para evitar un enfriamiento rápido y, con ello, una estructura martensítica. Según esta divulgación se puede conseguir también el mismo efecto mediante escotaduras en las herramientas, creándose una ranura entre la chapa de acero y las herramientas. En este procedimiento, la desventaja es que, debido a la considerable deformación que puede producirse aquí, el procedimiento no es apto para el temple en prensa de componentes con estructuras más complejas. [0012] De la DE 100 49 660 A1 se conoce un procedimiento para la fabricación de piezas conformadas de chapa con refuerzo local, uniéndose la chapa de base de la parte estructural con la chapa de refuerzo en estado plano en una posición determinada y conformándose a continuación conjuntamente esta chapa combinada o “parcheada”. Para mejorar el procedimiento de fabricación en cuanto a productos y resultados de éste, así como para reducir la solicitación de los elementos que efectúan el proceso, la chapa combinada parcheada se calienta antes de la conformación a al menos entre 800 y 850º C, se introduce rápidamente, se conforma con celeridad en estado caliente y finalmente se enfría de forma definida por contacto con la herramienta de conformación dotada de refrigeración forzada desde el interior. En particular, la gama de temperatura determinante de 800 a 500º C [sic] debe aplicarse con una velocidad de enfriamiento definida. El paso de unión entre la chapa de refuerzo y la chapa de base puede integrarse sin más en el proceso de conformación, uniéndose las piezas entre sí mediante soldadura fuerte, con lo que se puede obtener al mismo tiempo una protección anticorrosiva eficaz en la zona de contacto. Este procedimiento tiene la desventaja de que las herramientas son muy costosas y complicadas debido sobre todo a la refrigeración interna definida. [0013] De la DE 2 003 306 se conocen un...
Reivindicaciones:
1. Procedimiento para la fabricación de componentes templados de chapa de acero que comprende los siguientes pasos:
conformado en frío de componentes de una chapa de acero provista de una protección anticorrosiva catódica, seguido de un tratamiento térmico para su austenización,
caracterizado por que
a) antes, durante y después de la conformación en frío de la pieza conformada se realizan un recorte final de la pieza conformada y el punzonado necesario o la creación de un patrón de agujeros,
b) realizándose la conformación en frío y el recorte, así como el punzonado y la disposición del patrón de agujeros, en el componente de tal modo que la pieza conformada sea entre un 0,5 y 2 % menor que el componente templado final,
c) calentándose a continuación la pieza conformada en frío para el tratamiento térmico al menos por áreas parciales y con entrada de oxígeno atmosférico a una temperatura que permita la austenización del material de acero, y
d) transfiriéndose a continuación el componente calentado a una herramienta de templado en prensa y efectuándose en la herramienta de templado en prensa un temple en prensa, en el que el componente se enfría mediante contacto y presión (sujeción) a través de las herramientas de templado en prensa y con ello se endurece, y
e) consistiendo el revestimiento protector anticorrosivo catódico en una mezcla de fundamentalmente cinc y conteniendo la mezcla además uno o varios elementos afines al oxígeno en una cantidad total de entre 0,1 y 15 % en peso respecto a la mezcla total, empleándose en la mezcla como elementos afines al oxígeno magnesio y/o silicio y/o titanio y/o calcio y/o aluminio.
2. Procedimiento según la reivindicación 1, caracterizado por que el revestimiento protector anticorrosivo catódico es un revestimiento aplicado por el método de inmersión en baño fundido, formándose al calentar la chapa de acero a la temperatura necesaria para el temple una película superficial de un óxido del o de los elementos afines al óxido sobre el revestimiento.
3. Procedimiento según una de las reivindicaciones anteriores, caracterizado por que se emplea entre un 0,2 y un 5 % en peso de elementos afines al oxígeno.
4. Procedimiento según una de las reivindicaciones anteriores, caracterizado por que se emplea entre un 0,26 y un 2,5 % en peso de elementos afines al oxígeno.
5. Procedimiento según una de las reivindicaciones anteriores, caracterizado por que como elemento afín al oxígeno se emplea fundamentalmente aluminio.
6. Procedimiento según una de las reivindicaciones anteriores, caracterizado por que el revestimiento con la mezcla de cinc y los elementos afines al oxígeno se efectúa mediante el paso a través de un baño de metal líquido a una temperatura de entre 425 y 690º C con enfriamiento posterior de la chapa revestida.
7. Procedimiento según una de las reivindicaciones anteriores, caracterizado por que el revestimiento con la mezcla de cinc y los elementos afines al oxígeno se efectúa mediante el paso a través de un baño de metal líquido a una temperatura de entre 440 y 495º C con enfriamiento posterior de la chapa revestida.
8. Procedimiento según una de las reivindicaciones anteriores, caracterizado por que el tiempo de retención por encima de la temperatura de austenización es de hasta 10 minutos.
9. Procedimiento según una de las reivindicaciones anteriores, caracterizado por que la temperatura de retención durante la fase de calentamiento asciende como máximo a entre 780 y 950º C.
10. Procedimiento según una de las reivindicaciones 1 a 10, caracterizado por que la pieza conformada se comprime y templa básicamente en toda la superficie al mismo tiempo y con la misma fuerza mediante las dos mitades de la herramienta de templado en prensa.
Patentes similares o relacionadas:
Producto de tubo y procedimiento para su fabricación, del 22 de Julio de 2020, de Benteler Steel/Tube GmbH: Producto de tubo con un tubo base de una aleación de acero con una superficie perimetral interna y una superficie perimetral externa, en donde el tubo […]
Lámina metálica para separadores de pilas de combustible de electrolito polimérico, del 17 de Junio de 2020, de JFE STEEL CORPORATION: Lámina metálica para separadores de pilas de combustible de electrolito polimérico, que comprende: un sustrato hecho de una lámina de acero inoxidable […]
Procedimiento de tratamiento de una chapa para reducir su ennegrecimiento o su deslustre durante su almacenamiento y la chapa tratada mediante dicho procedimiento, del 6 de Mayo de 2020, de Arcelormittal: Procedimiento de tratamiento de una tira metálica en desplazamiento que comprende las etapas según las cuales: - se suministra una tira de acero , revestida […]
Pasivación de cromo micro-discontinuo depositado a partir de un electrolito trivalente, del 6 de Mayo de 2020, de MacDermid Acumen, Inc: Un método para tratar un sustrato, en donde el sustrato comprende una capa chapada que comprende cromo que se deposita a partir de un electrolito […]
Procedimiento para la fabricación de una pieza de construcción metálica así como pieza de construcción fabricada de este modo, del 29 de Abril de 2020, de KS HUAYU AluTech GmbH: Procedimiento para la fabricación de una pieza de construcción metálica , en el que a un cuerpo base se le dota de un revestimiento […]
Procedimiento de preparación de una chapa recubierta que comprende la aplicación de una solución acuosa que comprende un aminoácido y uso asociado para mejorar la compatibilidad con un adhesivo, del 15 de Abril de 2020, de Arcelormittal: Procedimiento de preparación de una chapa , que comprende al menos las etapas de: - presentación de un sustrato de acero en el que […]
Lámina de acero para un depósito de combustible, del 1 de Abril de 2020, de NIPPON STEEL CORPORATION: Una lámina de acero para un depósito de combustible, que comprende: una capa recubierta con aleación Zn-Ni que se pone sobre una superficie de un metal de base y se forma […]
Componentes electrónicos, del 11 de Marzo de 2020, de DDK Ltd: Un componente electrónico que comprende: al menos un miembro de contacto que tiene, en una superficie de una porción de contacto adaptada para entrar en contacto […]