PROCEDIMIENTO PARA LA FABRICACIÓN DE COJINES Y TAPICERÍAS CON GÉNEROS DE PUNTO, TEJIDOS O GÉNEROS DE MALLAS ESPACIADORES.
Procedimiento para la fabricación de cuerpos moldeados (40, 41;
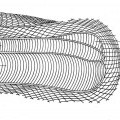
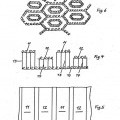
52) para el relleno de cojinetes y tapicerías (40, 41), caracterizado por la utilización de géneros de punto espaciadores, en el que se utilizan géneros de punto espaciadores elásticos (70, 71, 72, 73, 74, 75; 91, 92, 93; 85, 96, 98), tejido espaciador o géneros de mallas espaciadores, que están constituidos de material termoplástico y que poseen, respectivamente, dos capas espaciadas, que están unidas entre sí por medio de elementos como filamentos (3), fibras o hilos, en el que los géneros de punto (70, 71, 72, 73, 74, 75; 91, 92, 93; 85, 96, 98), tejidos o géneros de mallas se cortan de una tira de material, y en el que varios cortes (70, 71, 72, 73, 74, 75; 91, 92, 93; 85, 96, 98) se colocan superpuestos, de manera que los bordes de los cortes (70, 71, 72, 73, 74, 75; 91, 92, 93; 85, 96, 98) proporcionan el contorno (80) del cojín o de la tapicería (40, 41) y/o en el que los géneros de punto espaciadores (70, 71, 72, 73, 74, 75; 91, 92, 93; 85, 96, 98), tejidos espaciadores o géneros de mallas espaciadores se adaptan en el borde a través de conformación termoplástico (46) al contorno (80) de los cojines o tapicerías (40, 41)
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2006/003317.
Solicitante: MPPS HOLDING BV.
Nacionalidad solicitante: Países Bajos.
Dirección: BOEKWEITSTRAAT 90 2153 GL NW. VENNEP PAISES BAJOS.
Inventor/es: UNGER,FRIED-JAN.
Fecha de Publicación: .
Fecha Solicitud PCT: 11 de Abril de 2006.
Clasificación PCT:
- A47G9/10 NECESIDADES CORRIENTES DE LA VIDA. › A47 MOBILIARIO; ARTICULOS O APARATOS DE USO DOMESTICO; MOLINILLOS DE CAFE; MOLINILLOS DE ESPECIAS; ASPIRADORES EN GENERAL. › A47G UTENSILIOS DE USO DOMESTICO O DE MESA (sujeta-libros A47B 65/00; cuchillos B26B). › A47G 9/00 Colchas; Edredones; Mantas de viaje; Esteras o análogos; Sacos de dormir; Almohadas (almohadas especialmente adaptadas para prevenir los ronquidos A61F 5/56). › Almohadas (artículos para sujetar las almohadas A47C 21/00).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia.
PDF original: ES-2358810_T3.pdf
Fragmento de la descripción:
La invención se refiere a cojines y tapicerías.
Los cojines y las tapicerías tienen, en general, una curvatura fuerte. Lo mismo se aplica para tapicerías. Sin embargo, los cojines y las tapicerías poseen en el centro y en el borde la mayoría de las veces el mismo comportamiento de elasticidad. Esto resulta del relleno de los cojines, que se distribuye de manera uniforme en el volumen incluido. Algo similar se aplica para las tapicerías.
Recientemente se han utilizado habitualmente plumas para el relleno de los cojines, mientras que se puede emplear crin de caballo para tapicerías de alta calidad. Recientemente, en su lugar se emplea plástico y existen los más diferentes diseños.
En el documento US-PS 4896388 se describe una estructura de cojín, que contiene una combinación de un relleno convencional de cojín con un relleno de agua. A tal fin, la funda del cojín posee dos cámaras, una de las cuales está prevista para el relleno convencional del cojín y la otra está equipada para un relleno de agua.
En los cojines se utilizan partículas de plástico, en las tapicerías se utiliza espuma de plástico como pieza moldeada. El plástico es habitualmente poliuretano.
También el documento US-PS 4896388 muestra una capa de espuma. La capa de espuma está configurada como rollo. En este caso, en la publicación de requieren medidas para estabilizar el rollo en su posición. A tal fin, está previsto un relleno de los espacios de cuña. De ello deduce un técnico medio que el rollo se disuelve sin las medidas.
En el sector de la espuma de plástico, la espuma de poliuretano viscoelástica ha experimentado un desarrollo esencial. Esta espuma posee un punto de transición vítrea, que está en el intervalo de la temperatura ambiente, con preferencia en una medida insignificante por debajo de la temperatura ambiente. La consecuencia es un comportamiento modificado de la elasticidad en el caso de un calentamiento insignificante a través de la persona que está tendida encima. Este calentamiento provoca una bajada adicional de la persona que está tendida encima. El concepto se basa en el reconocimiento de que el calentamiento máximo tiene lugar allí donde el cuerpo tiene la masa máxima.
De acuerdo con una propuesta más antigua, los cojines y las tapicerías deben formarse a partir de un género de punto espaciador. Tales tejidos espaciadores poseen dos capas de tejido dispuestas a distancia, que se mantienen a distancia a través de filamentos o bien hilos o fibras. De acuerdo con esta propuesta deben colocarse varias capas superpuestas y deben transformarse en caliente para formar un cojín o una tapicería.
No obstante, se muestra que las capas colocadas superpuestas en las zonas marginales de los cojines y tapicerías se compactan muy fuertemente. Una compactación fuerte es equivalente a un empeoramiento del comportamiento de elasticidad. Los cojines y tapicerías son cada vez más duros en los bordes. La comodidad de tales cojines es correspondientemente reducida frente a los cojines originales.
La invención tiene el cometido de mejorar la comodidad. De acuerdo con la invención, esto se consigue porque las capas colocadas superpuestas de género de mallas o de tejido o de género de mallas están escalonadas hacia el borde de los cojines y tapicerías. Los escalones se producen a través de dimensiones más reducidas de las capas de tejido / género de mallas / género de mallas. Opcionalmente, están previstos escalones iguales. Es decir, que las anchuras y longitudes de las capas de tejido / género de punto / género de mallas colocadas superpuestas están reducidas en cada caso en la misma medida. Lo mismo se aplica de manera correspondiente para los diámetros de las capas para cojines y tapicerías redondos. Lo mismo se aplica de manera correspondiente también para redondeos de las capas para cojines y tapicerías redondeados.
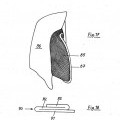
También el documento DE19736951 A1 muestra la utilización de un género de punto espaciador y, en concreto, para asientos de automóviles. En este caso, se encuentra la siguiente cita textual:
El fragmento muestra la sección transversal para el montaje del género de malla espaciador 1 en el asiento, estando incorporado el género de punto espaciador 1 entre cojines 7 y una funda de asiento 6. Los géneros de punto espaciadores, llamados también Spacer Fabrics, son estructuras superficiales textiles fabricadas en máquinas Taschel a derecha / derecha. La ventaja de los géneros de punto 1 reside en la mayor flexibilidad y el modo de fabricación más sencillo sobre estructura espaciadora, la naturaleza de la superficie y la permeabilidad al aire.
El género de punto espaciador está previsto para la aportación de aire para el calentamiento y refrigeración. A partir de esta publicación no se puede deducir nada sobre el hecho de que la utilización de géneros de punto espaciadores se conoce para asientos de automóviles.
Las capas de tejido / género de punto / género de mallas, por su parte, pueden tener una o varias capas. En la forma de una capa, los cortes se realizan a partir de una tira de material. En la forma de varias capas, la tira de material se pliega una o varias veces, de manera que el material está colocado superpuesto en varias capas. O bien el material plegado se puede utilizar inalterado para la estructura del cojín o la estructura de la tapicería. Esto incluye, dado el caso, una confección de la tira de material antes del plegamiento. En esta utilización, el lugar del pliegue o bien el canto del pliegue se convierte en el escalón del cojín o de la tapicería. O el material plegado se confecciona antes del empleo como cojín o tapicería. Entonces el lugar del pliegue o bien el canto del pliegue se puede convertir también en el escalón del cojín o de la tapicería. Pero a través de la confección se puede omitir el lugar del pliegue o el canto del pliegue.
Con preferencia, los escalones están adaptados al perfil del cojín o bien al perfil de la tapicería. La adaptación se realiza opcionalmente porque el perfil del cojín deseado o el perfil de la tapicería se fija en la escala 1 : 1 sobre las capas de tejido / género de punto / género de mallas colocadas superpuestas. Entonces resultan las dimensiones de las diferentes capas en los puntos de contacto de las capas de cubierta de las capas de tejido / género de punto / género de mallas con el perfil del cojín o perfil de la tapicería. Opcionalmente, también los puntos de contacto de las líneas medias de las capas de tejido / género de punto / género de mallas colocadas superpuestas se pueden utilizar para la determinación de las dimensiones de los escalones. Opcionalmente, también se pueden utilizar otras líneas entre las capas de cubierta para la determinación de las dimensiones de los escalones.
Después de la determinación de las dimensiones, se llevan las capas de tejido / género de punto / género de mallas a las dimensiones. Esto se realiza en cortes iguales a través de costura correspondiente. Con preferencia, los cortes se fabrican inmediatamente con las medidas que resultan de acuerdo con la invención. De esta manera se reduce muy considerablemente el desecho.
Las capas espumosas o fabricadas de acuerdo con la invención se colocan juntas entonces de otra manera.
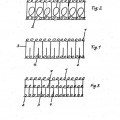
De acuerdo con la invención, en una variante de los cojines, el corte más pequeño se posiciona en el centro y los cortes mayores se colocan por encima y por debajo de tal forma que resultan los escalones de forma continua hacia el borde exterior del cojín y los cortes mayores forman la superficie de cubierta superior e inferior. En otras variantes está prevista otra estructura.
De acuerdo con la invención, en una variante de la estructura de la tapicería, el corte más pequeño está posicionado debajo y los cortes mayores se colocan encima, de tal manera que resultan los escalones de forma continua hacia el borde exterior de la tapicería y el corte mayor forma la superficie de cubierta exterior.
En caso necesario, se pueden formar cojines y tapicerías con varias elevaciones o bien cavidades. Como se ha mostrado anteriormente con claridad en un cojín o bien tapicería con una elevación, se fabrican entonces cortes de conformidad con el contorno del cojín o tapicería. En este caso, resultan forzosamente las dimensiones correctas para las capas individuales de la tapicería o del cojín.
Opcionalmente, las capas colocadas superpuestas para formar cojines o tapicerías sin confeccionadas... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la fabricación de cuerpos moldeados (40, 41; 52) para el relleno de cojinetes y tapicerías (40, 41), caracterizado por la utilización de géneros de punto espaciadores, en el que se utilizan géneros de punto espaciadores elásticos (70, 71, 72, 73, 74, 75; 91, 92, 93; 85, 96, 98), tejido espaciador o géneros de mallas espaciadores, que están constituidos de material termoplástico y que poseen, respectivamente, dos capas espaciadas, que están unidas entre sí por medio de elementos como filamentos (3), fibras o hilos, en el que los géneros de punto (70, 71, 72, 73, 74, 75; 91, 92, 93; 85, 96, 98), tejidos o géneros de mallas se cortan de una tira de material, y en el que varios cortes (70, 71, 72, 73, 74, 75; 91, 92, 93; 85, 96, 98) se colocan superpuestos, de manera que los bordes de los cortes (70, 71, 72, 73, 74, 75; 91, 92, 93; 85, 96, 98) proporcionan el contorno (80) del cojín o de la tapicería (40, 41) y/o en el que los géneros de punto espaciadores (70, 71, 72, 73, 74, 75; 91, 92, 93; 85, 96, 98), tejidos espaciadores o géneros de mallas espaciadores se adaptan en el borde a través de conformación termoplástico (46) al contorno (80) de los cojines o tapicerías (40, 41).
2. Procedimiento de acuerdo con la reivindicación 1, caracterizado por la utilización de capas (70, 71, 72, 73, 74, 75; 91, 92, 93),
a) que forman los escalones a través de diferentes dimensiones en longitud y/o anchura y/o diámetro y/o redondeo.
3. Procedimiento de acuerdo con la reivindicación 2, caracterizado por la utilización de capas (70, 71, 72, 73, 74, 75; 91, 92, 93) con escalones, que se extienden en la sección transversal de los cojines o tapicerías (40, 41) en el contorno (80) desde el centro de forma ininterrumpida hacia fuera.
4. Procedimiento de acuerdo con una de las reivindicaciones 1 a 3, caracterizado por la utilización de capas (70, 71, 72, 73, 74, 75; 91, 92, 93), de las cuales
a) la capa de dimensiones máximas (70, 71, 72, 73, 74, 75; 91, 92, 93) se encuentra en el centro y las capas más pequeñas (70, 71, 72, 73, 74, 75; 91, 92, 93) descansan encima, o
b) la capa de dimensiones máximas se encuentra en el exterior y forma total o parcialmente el contorno del cojín (80) o el contorno de la tapicería (80), de manera que las capas (70, 71, 72, 73, 74, 75; 91, 92, 93) de dimensiones más pequeñas son rodeadas por la capa de dimensiones máximas (70, 71, 72, 73, 74, 75; 91, 92, 93).
5. Procedimiento de acuerdo con una de las reivindicaciones 1 a 4, caracterizado por la utilización de cortes (91, 92, 93) de una capa o de varias capas y/o por la utilización de cortes (70, 71, 72, 73, 74, 75; 91, 92, 93; 85, 96, 98), que poseen total o parcialmente un comportamiento de elasticidad diferente.
6. Procedimiento de acuerdo con la reivindicación 5, caracterizado porque las capas (70, 71, 72, 73, 74, 75; 91, 92, 93) son plegadas a partir de tiras de material, que son confeccionadas con anterioridad
o posteriormente.
7. Procedimiento de acuerdo con la reivindicación 5, caracterizado porque los hilos, fibras y filamentos (3) se diferencian entre sí en el número y/o en la longitud y/o en el diámetro y/o en la posición y/o en la naturaleza del material.
8. Procedimiento de acuerdo con una de las reivindicaciones 1 a 7, caracterizado porque el calentamiento para la conformación en caliente (46) del material, que está constituido por género de punto (70, 71, 72, 73, 74, 75; 91, 92, 93; 85, 96, 98), tejido o género de mallas o similar, se realiza con un portador de calor en forma de gas y/o líquido y/o a través de un portador de calor sólido.
9. Procedimiento de acuerdo con la reivindicación 8, caracterizado porque el género de punto (70, 71, 72, 73, 74, 75; 91, 92, 93; 85, 96, 98), tejido o género de mallas o similar es atravesado por la corriente del portador de calor en forma de gas y/o líquido y/o es puesto en contacto con un objeto sólido que sirve como portador de calor, con preferencia se lleva a una forma.
10. Procedimiento de acuerdo con una de las reivindicaciones 1 a 9, caracterizado porque se realiza un calentamiento del plástico a una temperatura, que está al menos 5 %, con preferencia al menos 10 %, de manera más preferida hasta 20 % por debajo de la temperatura del punto de fusión.
11. Procedimiento de acuerdo con la reivindicación 10, caracterizado porque la temperatura del gas caliente como portador de calor es al menos 10 %, con preferencia al menos 20 %, de manera más preferida hasta 30 % más alta que la temperatura del punto de fusión.
12. Procedimiento de acuerdo con una de las reivindicaciones 1 a 11, caracterizado porque el género de punto espaciador (70, 71, 72, 73, 74, 75; 91, 92, 93; 85, 96, 98), tejido espaciador o género de mallas espaciador son impulsados entre las capas (70, 71, 72, 73, 74, 75; 91, 92, 93) espaciadas y/o
desde el exterior en las capas (70, 71, 72, 73, 74, 75; 91, 92, 93) con el portador de calor en forma de gas y/o líquido.
13. Procedimiento de acuerdo con una de las reivindicaciones 1 a 12, caracterizado por la utilización de portadores de calor en forma de gas y/o líquidos con una sobrepresión de 1 bar, con preferencia de al menos 2 bares y de manera todavía más preferida de al menos 3 bares frente al medio ambiente.
14. Procedimiento de acuerdo con una de las reivindicaciones 1 a 13, caracterizado porque los portadores de calor en forma de gas y/o líquidos consumidos son aspirados con una presión negativa.
15. Procedimiento de acuerdo con una de las reivindicaciones 1 a 14, caracterizado por una atemperación después de la conformación en caliente (46).
16. Procedimiento de acuerdo con la reivindicación 15, caracterizado por la utilización de un horno de circulación para la atemperación.
17. Procedimiento de acuerdo con una de las reivindicaciones 1 a 16, caracterizado por una refrigeración del plástico conformado en caliente y/o atemperado.
18. Procedimiento de acuerdo con la reivindicación 17, caracterizado por la impulsión con un refrigerante en forma de gas o líquido.
19. Procedimiento de acuerdo con la reivindicación 18, caracterizado porque el género de punto (70, 71, 72, 73, 74, 75; 91, 92, 93; 85, 96, 98), tejido o género de mallas es atravesado por la corriente de refrigerante.
20. Procedimiento de acuerdo con una de las reivindicaciones 17 a 19, caracterizado por un secado del género de punto (70, 71, 72, 73, 74, 75; 91, 92, 93; 85, 96, 98), tejido o género de mallas después de la refrigeración con un refrigerante líquido.
21. Procedimiento de acuerdo con la reivindicación 20, caracterizado por la utilización de gas de escape desde el calentamiento anterior con portador de caloren forma de gas para el secado.
22. Procedimiento de acuerdo con una de las reivindicaciones 1 a 21, caracterizado por un la utilización de un molde, que se puede impulsar con un agente calefactor y/o con un refrigerante.
23. Procedimiento de acuerdo con una de las reivindicaciones 1 a 22, caracterizado porque el agente calefactor y/o el refrigerante es conducido por medio de lanzas entre las capas espaciadas (70, 71, 72, 73, 74, 75; 91, 92, 93).
24. Procedimiento de acuerdo con la reivindicación 23, caracterizado porque las lanzas presentan la forma de clavos y penetran a través de las capas espaciadas en el espacio intermedio.
25. Procedimiento de acuerdo con la reivindicación 23 ó 24, caracterizado por la utilización de placas y piezas moldeadas, que están provistas con lanzas en forma de clavos para la alimentación de agente calefactores y/o refrigerantes.
26. Procedimiento de acuerdo con una de las reivindicaciones 1 a 25, caracterizado por la utilización de un molde con orificios de alimentación para portadores de calor en forma de gas y/o líquidos y con orificios de salida para portadores de calor en forma de gas y/o líquidos.
27. Procedimiento de acuerdo con la reivindicación 26, caracterizado por la utilización de un molde con una pluralidad de orificios dispuestos adyacentes.
28. Procedimiento de acuerdo con la reivindicación 27, caracterizado por una estructura de rejilla
o estructura de una placa perforada para la admisión o salida.
29. Procedimiento de acuerdo con una de las reivindicaciones 26 a 28, caracterizado por la utilización de un molde con orificios que se pueden cerrar.
30. Procedimiento de acuerdo con una de las reivindicaciones 1 a 29, caracterizado por la conformación de cojines desde el exterior y/o desde el interior.
31. Procedimiento de acuerdo con una de las reivindicaciones 1 a 30, caracterizado por la conformación de puntos de pandeo.
32. Procedimiento de acuerdo con una de las reivindicaciones 1 a 31, caracterizado por la formación integral y/o conformación de redondeo y/o cantos.
33. Procedimiento de acuerdo con una de las reivindicaciones 1 a 32, caracterizado por la utilización de géneros de punto (70, 71, 72, 73, 74, 75; 91, 92, 93; 85, 96, 98), géneros de mallas o tejido como piezas brutas moldeadas, que están provistas al menos en un lado, total o parcialmente con una superficie de aspiración, en las que se aplica una presión negativa, para apoyar la pieza bruta moldeada en un contorno (80) de conformación.
34. Procedimiento de acuerdo con la reivindicación 33, caracterizado por la aplicación de láminas
(52) como superficie de aspiración.
35. Procedimiento de acuerdo con la reivindicación 34, caracterizado por la utilización de láminas
(52) revestidas y por la disposición de orificios de aspiración en las superficies correspondientes en el molde.
36. Procedimiento de acuerdo con la reivindicación 34 ó 35, caracterizado por la utilización de trozos de láminas o partes de láminas, que no perjudican, debido a su tamaño y/o forma y/o distancia la permeabilidad del género de punto (70, 71, 72, 73, 74, 75; 91, 92, 93; 85, 96, 98), género de mallas o tejido, y por la disposición de orificios de aspiración en las superficies correspondientes en el molde.
37. Procedimiento de acuerdo con una de las reivindicaciones 1 a 36, caracterizado por la utilización de capas (70, 71, 72, 73, 74, 75; 91, 92, 93) con un peso específico de hasta 600 gramos por metro cuadrado para cojines y/o con un peso específico hasta 1500 gramos por metro cuadrado para tapicerías (40, 41).
38. Procedimiento de acuerdo con una de las reivindicaciones 1 a 37, caracterizado por la utilización de capas (70, 71, 72, 73, 74, 75; 91, 92, 93) de género de punto (70, 71, 72, 73, 74, 75; 91, 92, 93; 85, 96, 98), tejido, género de mallas con un espesor hasta 50 mm, con preferencia hasta 35 mm y de manera todavía más preferida hasta 25 mm.
39. Procedimiento de acuerdo con una de las reivindicaciones 1 a 38, caracterizado por la utilización de capas (70, 71, 72, 73, 74, 75; 91, 92, 93) con diferente espesor y/o diferente dureza de aplastamiento.
40. Procedimiento de acuerdo con una de las reivindicaciones 1 a 39, caracterizado porque los cojines como cojines de apoyo no ceden cuando están tendidas personas con un peso corporal de al menos 50 kg, con preferencia con un peso corporal de al menos 100 kg y porque las tapicerías (40,41) no ceden cuando están sentadas personas con un peso corporal de al menos 50 kg, con preferencia con un peso corporal de al menos 100 kg.
41. Procedimiento de acuerdo con una de las reivindicaciones 1 a 40, caracterizado por la utilización de un relleno de cojín y de una funda de cojín, en el que el relleno de cojín presenta en el lado exterior capas (70, 71, 72, 73, 74, 75; 91, 92, 93) de superficie grande, que rodean la parte restante del relleno de cojín como una funda de cojín.
42. Procedimiento de acuerdo con una de las reivindicaciones 1 a 41, caracterizado porque las capas (70, 71, 72, 73, 74, 75; 91, 92, 93) de un cojín o tapicería (40, 41) se unen entre sí por medio de costuras y/o agujas y/o soldadura y/o encolado.
43. Procedimiento de acuerdo con una de las reivindicaciones 1 a 42, caracterizado porque se utilizan cojines, cuya capa exterior del relleno del cojín forma al mismo tiempo la funda del cojín.
44. Procedimiento de acuerdo con una de las reivindicaciones 1 a 43, caracterizado porque el relleno del cojín se lava al mismo tiempo que la funda del cojín.
Patentes similares o relacionadas:
ALMOHADA ANATÓMICA ANTIARRUGAS, del 23 de Julio de 2020, de URIBE, Marcela: Una almohada anatómica antiarrugas que comprende una forma general en planta rectangular con dos esquinas suavemente recortadas y que presenta al menos una cara o parte […]
Almohada de espuma moldeada de doble densidad, del 27 de Mayo de 2020, de TEMPUR WORLD, LLC: Una almohada , incluyendo: una parte interior compuesta de una primera espuma flexible, definiendo la parte interior (220, […]
Cojín de soporte, del 22 de Enero de 2020, de TEMPUR WORLD, LLC: Un cojín de soporte , que comprende: una primera capa de material flexible que tiene una superficie superior y una superficie inferior opuesta a la superficie […]
ALMOHADA CERVICAL ERGONÓMICA, del 28 de Octubre de 2019, de RIBES DEUSA, Julio Fernando: 1. Almohada cervical ergonómica, que es una almohada de cuerpo mullido de material elástico que se caracteriza por que comprende al menos un vaciado efectuado […]
ALMOHADA CON RANURA PARA AURICULARES, del 22 de Octubre de 2019, de GARRIDO LLINARES, David: 1. Almohadón con ranura para auriculares, compuesto por una bolsa de tela con un núcleo interno de material flexible, que consta de una ranura en el […]
ALMOHADA REGULABLE AUTOMÁTICAMENTE PARA MANTENER LA ALINEACIÓN ENTRE EL CUELLO Y LA COLUMNA, del 10 de Octubre de 2019, de ARRIBAS GOMEZ, Francisco Javier: Almohada regulable automáticamente para mantener la alineación entre el cuello y la columna, consiste en que la persona que está acostada en la cama, alcance […]
Almohada Terapéutica, del 6 de Agosto de 2019, de PALESTRA TERAPEUTIC SOLUTIONS S.L.L: Almohada terapéutica adaptada a la curvatura de la zona cervical de la columna vertebral del usuario destinada a corregir y disminuir problemas de la vida diaria […]
Colchón con zona de contacto preferente remoldeante para prevenir o corregir la plagiocefalia, del 16 de Julio de 2019, de EUROPEAN SLEEP CARE INSTITUTE S.L: 1. Un colchón para prevenir o corregir la plagiocefalia en humanos que define un orificio o depresión para situar la cabeza, de forma que, durante el uso del colchón, […]