PROCEDIMIENTO PARA LA APLICACIÓN DE UN AGENTE ANTICORROSIVO EN UN DEPÓSITO A PRESIÓN Y DEPÓSITO A PRESIÓN PARA AGENTE EXTINTOR DE INCENDIOS.
Procedimiento para la aplicación de un agente anticorrosivo sobre un depósito a presión para agentes de extinción de incendios,
calentándose el depósito, preferentemente en un horno de recalentamiento, a una temperatura predeterminada de 250 a 300ºC, aplicándose un material sintético duroplástico uniformemente sobre la pared interna del depósito precalentado, y que gira alrededor de su eje longitudinal, y tras un enfriamiento parcial según el comportamiento de endurecimiento del material sintético termoplástico, y en caso dado un almacenaje intermedio, aplicándose un material sintético duroplástico sobre su lado externo a temperaturas de 165 a 250ºC, tras lo cual se monta, se carga y se prueba el depósito
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E06013711.
Solicitante: MINIMAX MOBILE SERVICES GMBH & CO. KG.
Nacionalidad solicitante: Alemania.
Dirección: MINIMAXSTRASSE 1 72574 BAD URACH ALEMANIA.
Inventor/es: GRUNKE,PETER.
Fecha de Publicación: .
Fecha Solicitud PCT: 3 de Julio de 2006.
Fecha Concesión Europea: 4 de Agosto de 2010.
Clasificación PCT:
- B05D7/22 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B05 PULVERIZACION O ATOMIZACION EN GENERAL; APLICACION DE MATERIALES FLUIDOS A SUPERFICIES, EN GENERAL. › B05D PROCEDIMIENTOS PARA APLICAR MATERIALES FLUIDOS A SUPERFICIES, EN GENERAL (transporte de objetos en los baños de líquidos B65G, p. ej.. B65G 49/02). › B05D 7/00 Procedimientos, distintos al "flocage", especialmente adaptados para aplicar líquidos u otros materiales fluidos, a superficies especiales, o para aplicar líquidos u otros materiales fluidos, particulares. › a superficies internas, p. ej. al interior de tubos.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
La invención se refiere a un procedimiento para la aplicación de un agente anticorrosivo en un depósito a presión para agente extintor de incendios, correspondientemente a la primera reivindicación, y a un depósito a presión para agente extintor de incendios según este procedimiento.
La invención es aplicable dondequiera que sea necesaria la obtención de depósitos a presión para agentes de extinción de incendios, los denominados extintores de incendios, con un revestimiento interno y externo, que deben presentar una estabilidad prolongada.
Para que los depósitos a presión, como extintores de incendios, presenten una estabilidad prolongada, es necesario revestir los mismos interior y exteriormente. Extintores de incendios convencionales presentan un revestimiento interno, que impedirá que el agente extintor de incendios ataque la pared. El revestimiento externo de un extintor de incendios está dotado generalmente de color rojo en Alemania, e impedirá que se corroa la pared externa del extintor de incendios, o se destruya prematuramente debido al esfuerzo mecánico. Ya que los extintores de incendios no sólo se encuentran disponibles durante muchos años o décadas, sino que también deben cumplir su función, en estos revestimientos se deben plantear requisitos muy especiales. La estructura superficial del revestimiento en el interior del extintor de incendios debe ser, durante muchos años, lo más resistente posible frente al líquido de extinción, que puede ser agresivo químicamente, y está bajo presión. Además, este revestimiento no debe desprenderse en el caso de modificaciones mecánicas de la pared, que se pueden producir mediante choque del extintor de incendios. Por lo demás se debe garantizar que el revestimiento esté aplicado uniformemente a través de la superficie interna total del extintor de incendios, de modo que no se produzcan puntos débiles al corroerse tras muchos años en el extintor de incendios un punto que presenta revestimiento demasiado delgado. El revestimiento externo de un extintor de incendios debe ser resistente frente a medios agresivos, que se encuentran en el aire alrededor del extintor de incendios, no debiendo ser posible un desprendimiento del revestimiento debido a esfuerzo mecánico, y debiéndose garantizar una resistencia a la temperatura en zonas predeterminadas.
Extintores de incendios convencionales se revisten interiormente, aplicándose el agente de revestimiento sobre la superficie interna del extintor de incendios por medio de una lanza. En el caso del agente de revestimiento se trata de un material termoplástico, que se pulveriza sobre el lado interno del depósito a presión. El depósito puede estar frío en este paso de trabajo. Cargas eléctricas del depósito favorecen un revestimiento sin errores. También el lado externo del depósito se pulveriza con material termoplástico en color rojo, y se seca a continuación.
De la DD 160 392 se desprende un procedimiento para la generación de revestimientos de protección, estables frente a corrosión y productos químicos, en las superficies internas de tubos y cuerpos huecos, aplicándose el revestimiento por vía electrostática. Este estado de la técnica, en el que las piezas de trabajo se revisten a una temperatura por encima del punto de fusión del polvo de revestimiento, bajo empleo de electrodos que conducen alta tensión, está representado por el estado de la técnica con el que se revisten depósitos a presión actuales para agentes extintores de incendios.
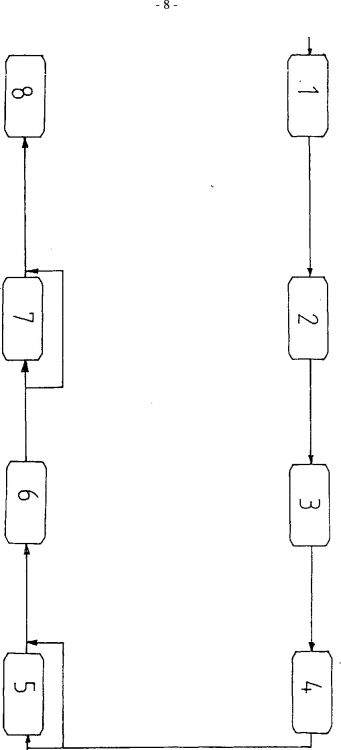
En la GB-A-3266750 es conocido un procedimiento para el revestimiento de cuerpos extintores de incendios, según el cual los cuerpos extintores de incendios se suspenden en una línea de producción, y después recorren un proceso de limpieza en tres etapas, tras lo cual se efectúa un secado en un horno, y el cuerpo extintor de incendio pasa por un ciclo refrigerante. Después se efectúa un calentamiento del extintor de incendios en un intervalo de temperatura predeterminado, aplicándose a continuación un material de revestimiento sobre el lado interno y el lado externo, y efectuándose después una cochura. Como materiales de revestimiento se citan materiales termoplásticos, como termoplásticos, resina epoxi y duroplásticos. Sin embargo, no se da a conocer las temperaturas concretas a las que se aplican los citados materiales de revestimiento. Además no se describe qué material se aplica interiormente y qué material se aplica exteriormente, ni en qué capa y grosor. Unicamente se predeterminan intervalos de temperatura para las etapas de procedimiento aisladas. No se determina si se efectúa, y de qué manera, el revestimiento con diversos materiales de polimerización.
Revestimientos de depósitos, que se revistieron según este procedimiento, presentan especialmente daños en diversos puntos en el revestimiento tras determinados tiempos de su utilización si éstos se sometieron a esfuerzo mecánico, o los revestimientos se aplicaron de manera no uniforme. Estos depósitos se deben substituir entonces.
Por lo tanto, es tarea de la invención desarrollar un procedimiento para la aplicación de un agente anticorrosivo sobre un depósito a presión para agentes extintores de incendios, que sea fácilmente ejecutable, y cuyo período de aplicación esté incrementado frente a los depósitos a presión convencionales para agentes extintores de incendios.
Este problema se soluciona mediante un procedimiento según las características de la primera reivindicación, y mediante un depósito a presión según las características de la reivindicación 8. Las subreivindicaciones reproducen acondicionamientos ventajosos.
La solución según la invención prevé un procedimiento para la aplicación de un agente anticorrosivo sobre la pared de un depósito a presión para agentes extintores de incendios, en el que se aplica, según la invención, un material sintético duroplástico sobre la pared interna de un depósito calentado previamente, y tras un enfriamiento parcial del depósito se aplica un material sintético duroplástico sobre su lado exterior a temperatura más reducida. Se entenderá por depósito a presión para agentes extintores de incendios el cuerpo del extintor de incendios.
En un primer paso de procedimiento se calienta el depósito a presión, preferentemente en un horno de recalentamiento, a una temperatura prevista. Esta temperatura corresponde a la temperatura que es necesaria para aplicar el revestimiento previsto. Esta es de 250 a 300ºC, ventajosamente 250ºC para un material duroplástico. El material sintético duroplástico se aplica después uniformemente sobre la pared interna del depósito precalentado. Esto se puede efectuar ventajosamente por medio de una lanza, con cuya ayuda el material duroplástico, en forma granulada líquida desde un depósito de reserva, se lleva al interior de la lanza y a través de ésta se proyecta sobre la pared interna del depósito precalentado según el estado de la técnica conocido generalmente. En este caso es ventajoso orientar el depósito alrededor de su eje longitudinal. La velocidad de giro se sitúa entre 0,2 y 1,5 revoluciones por minuto. Además es ventajoso aplicar el revestimiento interno hasta un grosor de 500 a 1000 µm. El paso de la lanza se controla en dependencia de la forma de la pared interna. Esto es necesario en tanto que las superficies cilíndricas planas de la pared interna están provistas de un mismo paso en material de revestimiento, mientras que el redondeado superior y el fondo del depósito a presión se pueden pulverizar con otro paso. En este caso es ventajoso que el revestimiento interno en la superficie interna total esté configurado uniformemente. Programas para el control de la lanza para el revestimiento interno son comunes para el especialista, y no se explicarán en este punto. No obstante, también existe la posibilidad de controlar el movimiento relativo de lanza y depósito a presión entre sí en dependencia de la forma del depósito, de modo que el resultado sea un revestimiento uniforme de la pared.
Después de haber aplicado uniformemente el revestimiento interno sobre la pared del depósito precalentado, se efectúa el enfriamiento del depósito a presión. Correspondientemente al procedimiento de endurecimiento del material duroplástico se predetermina la velocidad de enfriamiento. Por consiguiente, el depósito se puede enfriar durante un almacenaje intermedio, cuyo tiempo se debe determinar con exactitud. Este puede ascender, a modo de ejemplo, de 1 a 2 horas. Sin embargo, en tanto el comportamiento de endurecimiento de la substancia de revestimiento lo requiera, el enfriamiento parcial...
Reivindicaciones:
1. Procedimiento para la aplicación de un agente anticorrosivo sobre un depósito a presión para agentes de extinción de incendios, calentándose el depósito, preferentemente en un horno de recalentamiento, a una temperatura predeterminada de 250 a 300ºC, aplicándose un material sintético duroplástico uniformemente sobre la pared interna del depósito precalentado, y que gira alrededor de su eje longitudinal, y tras un enfriamiento parcial según el comportamiento de endurecimiento del material sintético termoplástico, y en caso dado un almacenaje intermedio, aplicándose un material sintético duroplástico sobre su lado externo a temperaturas de 165 a 250ºC, tras lo cual se monta, se carga y se prueba el depósito.
2. Procedimiento según la reivindicación 1, caracterizado porque el revestimiento interno se aplica hasta un grosor de 500 a 1000 µm.
3. Procedimiento según las reivindicaciones 1 y 2, caracterizado porque la velocidad de enfriamiento del depósito se regula en dependencia del comportamiento de endurecimiento de la substancia de revestimiento (polvo).
4. Procedimiento según la reivindicación 3, caracterizado porque la velocidad de enfriamiento se regula por medio de aire circulante y su velocidad o temperatura.
5. Procedimiento según las reivindicaciones 1 a 4, caracterizado porque el revestimiento externo se trata adicionalmente mediante un procedimiento de cochura.
6. Procedimiento según una de las reivindicaciones 1 a 5, caracterizado porque el revestimiento interno se aplica por medio de una lanza.
7. Procedimiento según la reivindicación 6, caracterizado porque el paso de la lanza se controla en dependencia de la forma de la pared interna.
8. Depósito a presión para un agente de extinción de incendios, revestido según un procedimiento conforme a las reivindicaciones 1 a 7, caracterizado por un revestimiento duroplástico interno y externo.
9. Depósito a presión según la reivindicación 8, caracterizado porque el revestimiento interno presenta el color azul, y el revestimiento externo presenta el color rojo.
Patentes similares o relacionadas:
Composiciones de revestimiento con adhesión mejorada a recipientes, del 22 de Abril de 2020, de PPG INDUSTRIES OHIO, INC.: Uso de una composición de revestimiento que comprende: (a) un aglutinante resinoso, (b) hasta el 10 por ciento en peso basado en el peso de sólidos de resina […]
MÉTODO DE TRATAMIENTO INTERIOR DE SISTEMAS DE TUBERÍAS, del 27 de Enero de 2020, de FONTANALIA SYSTEM, S.L: Método de tratamiento interior de sistemas de tuberías. La invención se refiere a un método para aplicar un sellador de fugas de recubrimiento de barrera a sistemas de […]
Métodos y sistemas para recubrir y sellar el interior de sistemas de tuberías, del 7 de Agosto de 2019, de Pipe Restoration Technologies, LLC: Un método de reparación de fugas internas y control de corrosión en tuberías, que comprende al menos las siguientes tres etapas: (i) secar […]
Procedimiento para el revestimiento del interior de un elemento de canalización con un mortero de resina, del 22 de Mayo de 2019, de SAINT-GOBAIN PAM: Método de revestimiento del interior de un elemento de canalización, el elemento de canalización que se extiende a lo largo de un eje central (X-X) y que comprende un cuerpo […]
Sistemas para revestir el interior de un recipiente, del 27 de Marzo de 2019, de BECTON, DICKINSON AND COMPANY: Un sistema que comprende: (a) un recipiente , del cual al menos una porción de la superficie de la pared interior se va a revestir, que comprende […]
Formulación de laca altamente reticulante para las superficies internas de las latas, del 27 de Febrero de 2019, de HENKEL AG & CO. KGAA: Laca interior para latas a base de agua que además del agua contiene a) un copolímero o una mezcla de copolímeros de al menos un alqueno alifático y acíclico con […]
Método de fabricación de un dispositivo dispensador de medicamento, del 19 de Febrero de 2019, de Portal Medical Ltd: Método de tratamiento de un componente metálico de un dispositivo dispensador de medicamento, teniendo el componente metálico una o más superficies que entran […]
Procedimiento para el revestimiento antierosión de una pared, revestimiento antierosión y su uso, del 6 de Diciembre de 2017, de Total Raffinage France: Procedimiento para el revestimiento antierosión de la pared interna de un ciclón adecuado para unidades de craqueo catalítico de lecho fluido, destinado […]