PROCEDIMIENTO PARA FABRICAR UN ARTÍCULO DE VIDRIO RECUBIERTO, Y PRODUCTO INTERMEDIO UTILIZADO EN EL MISMO.
Un procedimiento para fabricar una unidad de ventana, comprendiendo el procedimiento:
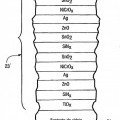
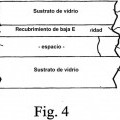
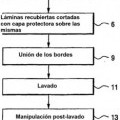
pulverizar catódicamente un recubrimiento de baja E multicapa sobre un sustrato de vidrio, en el que el recubrimiento de baja E comprende por lo menos una capa reflectante de infrarrojos (IR) intercalada entre por lo menos unas capas dieléctricas primera y segunda; adherir una lámina flexible sólida protectora en forma no líquida a una superficie superior del recubrimiento de baja E por medio de un adhesivo, para formar un artículo recubierto protegido, en el que el adhesivo es un adhesivo sensible a la presión (PSA) que comprende un material basado en acrílico y la lámina flexible sólida protectora comprende polietileno; tras adherir la lámina protectora a la superficie superior del recubrimiento de baja E, cortar el artículo recubierto protegido en por lo menos una forma y tamaño con la lámina protectora sobre el mismo, y después lavar el artículo recubierto protegido con la lámina protectora sobre el mismo, de manera que tras el corte y lavado la lámina protectora permanezca adherida a la superficie superior del recubrimiento de baja E; tras dicho corte y lavado, quitar la lámina protectora de la superficie superior del recubrimiento de baja E para formar un artículo recubierto no protegido; tras quitar la lámina protectora de la superficie superior del recubrimiento de baja E, insertar el artículo recubierto no protegido en un horno y tratar térmicamente el artículo recubierto no protegido que incluye el sustrato de vidrio y el recubrimiento de baja E en el horno; y después de dicho templado, utilizar el artículo recubierto templado para fabricar una unidad de ventana
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2005/009088.
Solicitante: GUARDIAN INDUSTRIES CORP..
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 2300 HARMON ROAD AUBURN HILLS, MI 48326-1714 ESTADOS UNIDOS DE AMERICA.
Inventor/es: THOMSEN,SCOTT,V, RICHARDSON,CORY.
Fecha de Publicación: .
Fecha Solicitud PCT: 18 de Marzo de 2005.
Clasificación Internacional de Patentes:
- C03C17/38 QUIMICA; METALURGIA. › C03 VIDRIO; LANA MINERAL O DE ESCORIA. › C03C COMPOSICIÓN QUÍMICA DE LOS VIDRIOS, VIDRIADOS O ESMALTES VÍTREOS; TRATAMIENTO DE LA SUPERFICIE DEL VIDRIO; TRATAMIENTO DE LA SUPERFICIE DE FIBRAS O FILAMENTOS DE VIDRIO, SUSTANCIAS INORGÁNICAS O ESCORIAS; UNIÓN DE VIDRIO A VIDRIO O A OTROS MATERIALES. › C03C 17/00 Tratamiento de la superficie del vidrio, p. ej. de vidrio desvitrificado, que no sea en forma de fibras o filamentos, por recubrimiento. › siendo un revestimiento al menos una sustancia orgánica.
- C03C17/42 C03C 17/00 […] › siendo un revestimiento al menos una sustancia orgánica y siendo un revestimiento al menos un no metal.
Clasificación PCT:
- B65D85/48 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › B65D 85/00 Recipientes, elementos de embalaje o paquetes especialmente adaptados a objetos o a materiales particulares (B65D 71/00, B65D 83/00 tienen prioridad; utensilios de mano o equipamiento para viajes A45C; artículos cosméticos o de baño A45D; embalajes para escalpelos quirúrgicos, bisturís o sus cuchillas A61B 17/3215; recipientes especialmente adaptados a fines médicos o farmacéuticos A61J 1/00; botes de pintura B44D 3/12; bidones o latas de aceite F16N 3/04; estuches para llevar armas de fuego individuales F41C 33/06; embalaje de municiones o cargas explosivas F42B 39/00; recipientes para soportes de registro especialmente adaptados para cooperar con el aparato de registro o de reproducción G11B 23/00). › para láminas de vidrio.
- B65G49/06 B65 […] › B65G DISPOSITIVOS DE TRANSPORTE O ALMACENAJE, p. ej. TRANSPORTADORES PARA CARGAR O BASCULAR, SISTEMAS TRANSPORTADORES PARA TALLERES O TRANSPORTADORES NEUMATICOS DE TUBOS (embalajes B65B; manipulación de material delgado o filiforme, p. ej. hojas de papel o fibras B65H; grúas B66C; aparatos de elevación o arrastre,p. ej. montacargas, B66D; dispositivos para elevar o bajar mercancías para carga y descarga, p. ej. carretillas elevadoras, B66F 9/00; vaciado de botellas, jarras, latas, barricas, barriles o contendores similares, no previstos en otro lugar, B67C 9/00; distribución o trasvase de líquidos B67D; llenado o descarga de contenedores para gases licuados, solidificados o comprimidos F17C; sistemas de conducción para fluídos F17D). › B65G 49/00 Sistemas transportadores caracterizados por su utilización con fines especiales, no previstos en otro lugar. › para las hojas frágiles, p. ej. de vidrio.
- C03C17/38 C03C 17/00 […] › siendo un revestimiento al menos una sustancia orgánica.
- C03C17/42 C03C 17/00 […] › siendo un revestimiento al menos una sustancia orgánica y siendo un revestimiento al menos un no metal.
- C09D5/00 C […] › C09 COLORANTES; PINTURAS; PULIMENTOS; RESINAS NATURALES; ADHESIVOS; COMPOSICIONES NO PREVISTAS EN OTRO LUGAR; APLICACIONES DE LOS MATERIALES NO PREVISTAS EN OTRO LUGAR. › C09D COMPOSICIONES DE REVESTIMIENTO, p. ej. PINTURAS, BARNICES, LACAS; EMPLASTES; PRODUCTOS QUIMICOS PARA LEVANTAR LA PINTURA O LA TINTA; TINTAS; CORRECTORES LIQUIDOS; COLORANTES PARA MADERA; PRODUCTOS SOLIDOS O PASTOSOS PARA ILUMINACION O IMPRESION; EMPLEO DE MATERIALES PARA ESTE EFECTO (cosméticos A61K; procedimientos para aplicar líquidos u otros materiales fluidos a las superficies, en general B05D; coloración de madera B27K 5/02; vidriados o esmaltes vitreos C03C; resinas naturales, pulimento francés, aceites secantes, secantes, trementina, per se , C09F; composiciones de productos para pulir distintos del pulimento francés, cera para esquíes C09G; adhesivos o empleo de materiales como adhesivos C09J; materiales para sellar o guarnecer juntas o cubiertas C09K 3/10; materiales para detener las fugas C09K 3/12; procedimientos para la preparación electrolítica o electroforética de revestimientos C25D). › Composiciones de revestimiento, p. ej. pinturas, barnices o lacas, caracterizados por su naturaleza física o por los efectos que producen; Emplastes.
Clasificación antigua:
- B65D85/48 B65D 85/00 […] › para láminas de vidrio.
- B65G49/06 B65G 49/00 […] › para las hojas frágiles, p. ej. de vidrio.
- C03C17/38 C03C 17/00 […] › siendo un revestimiento al menos una sustancia orgánica.
- C03C17/42 C03C 17/00 […] › siendo un revestimiento al menos una sustancia orgánica y siendo un revestimiento al menos un no metal.
- C09D5/00 C09D […] › Composiciones de revestimiento, p. ej. pinturas, barnices o lacas, caracterizados por su naturaleza física o por los efectos que producen; Emplastes.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania.
PDF original: ES-2356558_T3.pdf



Fragmento de la descripción:
Esta invención en determinados casos de ejemplo se refiere a un procedimiento para fabricar una unidad de ventana. En determinados casos de ejemplo, se forma una capa basada en polímero protectora temporal sobre un sustrato de vidrio recubierto para proteger el recubrimiento de baja E del mismo durante el transporte, el 5 corte, la unión de los bordes, el lavado y la manipulación antes del tratamiento térmico (p. ej., templado térmico). Por lo general, la capa protectora temporal se elimina fácilmente quitándola antes del tratamiento térmico.
ANTECEDENTES DE LA INVENCIÓN
Se conoce en la técnica el uso de artículos recubiertos en el contexto de las unidades de ventana como las unidades de ventana de vidrio aislante (IG). Por ejemplo, véase la patente US nº 6.632.491, cuya 10 divulgación se incorpora de este modo en la presente por referencia. En la patente ‘491 por ejemplo, se proporciona un recubrimiento de gestión solar (p. ej., recubrimiento de baja E) en la superficie interior de uno de los sustratos de vidrio de una unidad de ventana de IG con el fin de proteger el interior de un edificio contra la radiación infrarroja (IR) y el calor generado de ese modo. Los sustratos de vidrio recubierto de las unidades de IG a menudo tienen que ser tratados térmicamente (p. ej., templados), antes del ensamblaje de la unidad de IG, para satisfacer determinados 15 requisitos de código.
La Fig. 1 es un diagrama de flujo que ilustra las etapas de procesamiento llevadas a cabo durante la fabricación convencional de una unidad de ventana de IG. En primer lugar, un sustrato de vidrio se recubre con un recubrimiento de baja E (etapa 1). Por lo general el recubrimiento de baja E es un recubrimiento multicapa que incluye por lo menos una capa reflectante de IR de un material como plata que se intercala entre por lo menos un 20 par de capas dieléctricas. El recubrimiento se aplica por lo general a través de pulverización catódica o similares. Después de aplicar el recubrimiento al sustrato de vidrio, la lámina recubierta se espolvorea con polvo LucorTM para fines de protección (etapa 3). Como se conoce en la técnica, el polvo Lucor ayuda a separar las láminas recubiertas unas de otras durante el envío a un fabricante de unidades de IG, porque durante el envío por lo general se envuelven una pluralidad de láminas recubiertas en un solo armazón. En concreto, el polvo se proporciona con el fin 25 de reducir la probabilidad de daños (rayado) que se produce durante el envío de las láminas recubiertas.
Una vez que las láminas recubiertas espolvoreadas llegan al fabricante de unidades de IG, el fabricante por lo general almacena las láminas recubiertas en un armazón o sobre un palé (etapa 5). Cuando las láminas están listas para usar, cada lámina recubierta se corta en parte(s) más pequeña(s) (etapa 7) y se unen los bordes (etapa 9) como se conoce en la técnica. Tras cortar y unir los bordes, las láminas recubiertas se lavan en una 30 estación de lavado utilizando agua y opcionalmente jabón de algún tipo (etapa 11). Tras el lavado, se produce por lo general un período de manipulación de post-lavado en el que la lámina recubierta es manejada por operarios o similares algunos de los cuales tienden a usar guantes (etapa 13).
Posteriormente, las láminas recubiertas se colocan en un horno y se templan térmicamente en el mismo (etapa 15). El templado térmico en el fabricante implica por lo general el tratamiento térmico de una lámina 35 recubierta utilizando una(s) temperatura(s) de horno de por lo menos 580 grados C, más preferentemente de por lo menos aproximadamente 600 grados C y todavía más preferentemente de por lo menos 620 grados C. Una temperatura del horno de tratamiento térmico de ejemplo es de 600 a 700 grados C. Este templado y/o doblado puede tener lugar durante un período de por lo menos 4 minutos, por lo menos 5 minutos, o más en diferentes situaciones. 40
Lamentablemente, el proceso descrito anteriormente con respecto a la Fig. 1 no es deseable porque las láminas de vidrio recubiertas son a menudo dañadas durante el proceso. Las láminas de vidrio recubiertas son a veces menos duraderas en el estado recocido (es decir, antes del templado). De esta manera, las láminas de vidrio proporcionadas con recubrimientos de baja E sobre las mismas son muy sensibles a los daños durante cada una de las etapas 3, 5, 7, 9, 11 y 13 ilustradas en la Fig. 1. El lado recubierto de las láminas recubiertas es el más 45 vulnerable a los daños (p. ej., rayado) a este respecto.
Por ejemplo, las láminas recubiertas son a menudo rayadas debido a uno o más de:
(a) frotar contra otras láminas o similares durante el envío; (b) los alicates usados por los manipuladores de vidrio durante y/o próximo a las etapas 7 y 9; (c) la abrasión causada por los guantes usados por los manipuladores de vidrio durante cualquiera de las etapas 3, 5, 7, 9, 11 y 13; (d) los cepillos durante la etapa de 50 lavado 11; y (e) otros tipos de frotamiento/abrasión causados durante cualquiera de las etapas 3, 5, 7, 9, 11 y 13. Además, la corrosión también es una causa significativa de los daños y a menudo es causada por condiciones de humedad alta, lluvia ácida, y/u otros materiales que tienden a acumularse en los artículos recubiertos durante el envío, almacenamiento y/o manipulación.
Aunque los tipos de daños mencionados anteriormente ocurren a menudo antes del tratamiento 55 térmico (p. ej., el templado), el templado de las láminas recubiertas por lo general magnifica tales daños. Por ejemplo, un poco de corrosión producida antes del templado puede llevar a un defecto significativo tras el tratamiento térmico que hace que la lámina recubierta sea desechada. Lo mismo es válido para los daños por
rayado porque las rayas en un recubrimiento permiten que se dé la oxidación en las profundidades de la capa y posiblemente en la(s) capa(s) de plata durante el tratamiento térmico (p. ej., el templado) ya que el tratamiento térmico por lo general se lleva a cabo en una atmósfera que incluye oxígeno. De esta manera, los daños a un artículo recubierto a menudo tienden a ser peores después del tratamiento térmico. Por consiguiente, puede observarse que los rendimientos sufren de manera apreciable debido a los daños antes del tratamiento térmico que 5 tienden a suceder a láminas de vidrio recubiertas.
En vista de lo anterior, puede observarse que existe una necesidad en la técnica de proteger mejor las láminas de vidrio recubiertas en las etapas de procesamiento antes del tratamiento térmico (p. ej., antes del templado). En concreto, se necesita una mayor protección contra la abrasión mecánica y los daños ambientales. A lo largo de los años, se han hecho numerosos intentos en este sentido. 10
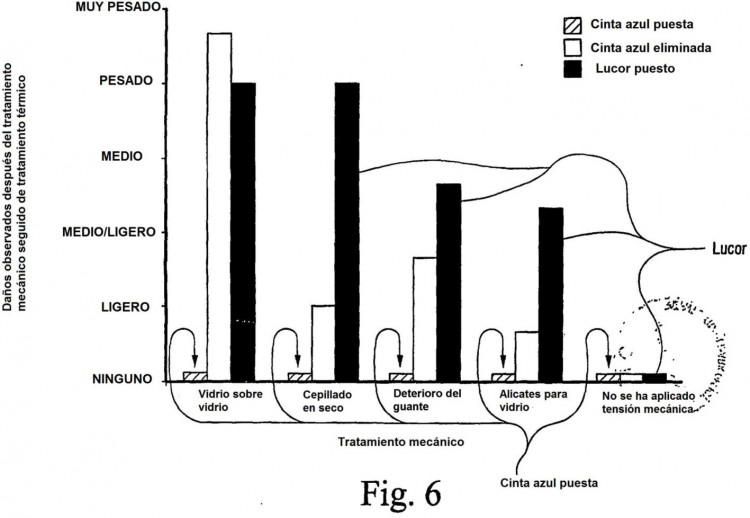
El espolvoreo de láminas recubiertas con el separador de polvo Lucor se lleva a cabo en un intento de proteger mejor las láminas de vidrio recubiertas en las etapas de procesamiento antes del tratamiento térmico. Lamentablemente, el polvo Lucor no proporciona ninguna protección contra los daños por corrosión, y además no es particularmente eficaz en la protección contra los daños por rayado debido al uso de alicates, cepillos, guantes y similares (p. ej., véase la Fig. 6). 15
También se ha intentado encapsular los armazones durante el envío. Sin embargo, encapsular los armazones requiere mucha mano de obra y ha demostrado sólo parcialmente ser efectivo durante el envío. Además, no proporciona ninguna protección práctica durante el corte, la unión de los bordes, el lavado, y el procesamiento de la manipulación post-lavado.
Tampoco resultan deseables los requisitos de procesamiento especiales ya que esto limita 20 gravemente el número de fabricantes capaces de llevar a cabo dicho procesamiento. Además, esto se añade significativamente al costo de fabricación y en este sentido resulta muy poco deseable.
Se han utilizado vidrios de sacrificio (o vidrieras) durante el envío en un intento por resolver los problemas anteriormente mencionados. En concreto, las láminas de vidrio se llevan a través de la máquina de recubrimiento con la máquina de recubrimiento apagada y posteriormente se cargan en el armazón de envío en un 25 extremo del mismo envolviendo después el armazón para su protección. Debido a que el vidrio de sacrificio se encuentra en el extremo del armazón, se proporciona determinada protección marginal a los demás vidrios en el armazón durante el envío. Los vidrios de sacrificio se descartan en el fabricante. Sin embargo, esta técnica... [Seguir leyendo]
Reivindicaciones:
1. Un procedimiento para fabricar una unidad de ventana, comprendiendo el procedimiento:
pulverizar catódicamente un recubrimiento de baja E multicapa sobre un sustrato de vidrio, en el que el recubrimiento de baja E comprende por lo menos una capa reflectante de infrarrojos (IR) intercalada entre por lo menos unas capas dieléctricas primera y segunda;
adherir una lámina flexible sólida protectora en forma no líquida a una superficie superior del recubrimiento 5 de baja E por medio de un adhesivo, para formar un artículo recubierto protegido, en el que el adhesivo es un adhesivo sensible a la presión (PSA) que comprende un material basado en acrílico y la lámina flexible sólida protectora comprende polietileno;
tras adherir la lámina protectora a la superficie superior del recubrimiento de baja E, cortar el artículo recubierto protegido en por lo menos una forma y tamaño con la lámina protectora sobre el mismo, y 10 después lavar el artículo recubierto protegido con la lámina protectora sobre el mismo, de manera que tras el corte y lavado la lámina protectora permanezca adherida a la superficie superior del recubrimiento de baja E;
tras dicho corte y lavado, quitar la lámina protectora de la superficie superior del recubrimiento de baja E para formar un artículo recubierto no protegido; 15
tras quitar la lámina protectora de la superficie superior del recubrimiento de baja E, insertar el artículo recubierto no protegido en un horno y tratar térmicamente el artículo recubierto no protegido que incluye el sustrato de vidrio y el recubrimiento de baja E en el horno; y
después de dicho templado, utilizar el artículo recubierto templado para fabricar una unidad de ventana.
2. El procedimiento de la reivindicación 1, en el que una capa superior del recubrimiento de baja E comprende 20 nitruro de silicio, en el que la lámina protectora se adhiere a la capa que comprende nitruro de silicio a través de la capa de adhesiva.
3. El procedimiento de la reivindicación 1, en el que la lámina protectora tiene una transmisión visible inferior al 70%.
4. El procedimiento de la reivindicación 1, en el que la unidad de ventana tiene una transmisión visible desde 25 60 hasta 75%.
5. El procedimiento de la reivindicación 1, en el que la lámina protectora tiene un color azul y/o verde.
6. El procedimiento de la reivindicación 1, en el que el artículo recubierto no protegido, después de quitar la lámina protectora, es por lo menos 3 veces más resistente al rayado a través de un ensayo de abrasión que un artículo recubierto comparativo que incluye el sustrato de vidrio y el recubrimiento de baja E al que 30 nunca se ha aplicado la lámina protectora.
7. El procedimiento de la reivindicación 1, en el que el artículo recubierto no protegido, después de quitar la lámina protectora, es por lo menos 5 veces más resistente al rayado a través de un ensayo de abrasión que un artículo recubierto comparativo que incluye el sustrato de vidrio y el recubrimiento de baja E al que nunca se ha aplicado la lámina protectora. 35
Patentes similares o relacionadas:
Mejora de la adhesión de revestimientos orgánicos en vidrio, del 15 de Julio de 2020, de OWENS-BROCKWAY GLASS CONTAINER INC.: Método de revestimiento de un recipiente de vidrio, que incluye las etapas de: (a) depositar un óxido inorgánico en una superficie exterior de un sustrato […]
Sustrato que lleva un recubrimiento funcional y una capa de protección temporal, del 1 de Abril de 2020, de SAINT-GOBAIN GLASS FRANCE: Artículo que comprende un sustrato que comprende dos caras principales que definen dos superficies principales separadas por bordes, llevando dicho sustrato: - un recubrimiento […]
Acristalamiento de vehículo de transporte con recubrimiento repelente al agua y anti-polvo asociado con un dispositivo de detección, del 19 de Febrero de 2020, de SAINT-GOBAIN GLASS FRANCE: Acristalamiento de vehículo de transporte que comprende, sobre su superficie destinada a ser expuesta a la atmósfera exterior, al menos en una […]
Método para la fabricación de un recipiente de vidrio que tiene una imagen impresa por chorro de tinta, del 25 de Diciembre de 2019, de Anheuser-Busch InBev S.A: Método para imprimir por chorro de tinta una imagen sobre un recipiente de vidrio que comprende las etapas de: a) fabricar un recipiente de vidrio que tiene […]
Hoja de vidrio revestida, del 5 de Agosto de 2019, de AGC GLASS EUROPE: Una hoja de vidrio que tiene un revestimiento provisto sobre una superficie de la misma en donde el revestimiento comprende en orden desde el vidrio, una primera capa que comprende […]
Artículos revestidos, del 19 de Junio de 2019, de Vitro, S.A.B. de C.V: Un artículo laminado , que comprende: - un primer sustrato que tiene una primera superficie principal ; - un revestimiento funcional […]
Lámina de vidrio recubierta, del 5 de Junio de 2019, de AGC GLASS EUROPE: Lámina de vidrio que tiene un recubrimiento de esmalte proporcionado sobre al menos una superficie de dicha lámina de vidrio, estando el recubrimiento […]
Procedimiento para la fabricación de un cristal óptico con revestimiento antivaho, del 2 de Abril de 2019, de Carl Zeiss Vision International GmbH: Procedimiento para la fabricación de un cristal óptico con revestimiento antivaho con los pasos: a. puesta a disposición de un cristal óptico, b. fabricación de una […]