PROCEDIMIENTO DE FABRICACIÓN DE UNA HOJA CORTANTE.
Procedimiento de fabricación de una hoja para herramienta cortante,
concretamente para un cuchillo, un par de tijeras, una sierra, un aparato doméstico o electrodoméstico, o incluso una máquina industrial, realizándose esta hoja (1) de un acero o una aleación de aceros inoxidables y que comprende al menos una arista (3; 103) cortante que se extiende sobre al menos una parte de su periferia, que comprende las siguientes etapas: - realizar un cuerpo (2; 102) de hoja que presenta al menos un borde (F; 4) libre previsto en las proximidades de la ubicación de la o de cada arista (3; 103) cortante, - proyectar sobre al menos un borde (F; 4) libre un material (M; M') complementario, en forma de un polvo (5; 105) de una dureza superior a la dureza del cuerpo de la hoja, - someter el polvo (5; 105) de material complementario a un haz (8) láser de manera que se forma un cordón (6) o una banda (109) sobre al menos una parte de dicho borde (4; F) libre, - formar el filo (3; 103) cortante en el cordón (6) o la banda (109) de material (M; M') complementario, procedimiento en el que el polvo (5, 105) comprende al menos dos elementos (50, 51) unidos entre sí y en el que se realiza una operación de templado y revenido sobre el cuerpo (2; 102) de la hoja equipado con el cordón (6) o con la banda (109) de material (M; M') complementario, y se realiza la totalidad de la etapa de conformación de esta arista cortante en frío, cuando el cuerpo de hoja así como el cordón o la banda ya no son maleables, tras la operación de templado y revenido
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/FR2005/000390.
Solicitante: SOCIETE D'EXPLOITATION TARRERIAS BONJEAN.
Nacionalidad solicitante: Francia.
Dirección: CHABENTY 63250 CELLES SUR DUROLLE FRANCIA.
Inventor/es: TARRERIAS, ERIC.
Fecha de Publicación: .
Fecha Solicitud PCT: 18 de Febrero de 2005.
Clasificación Internacional de Patentes:
- B23D65/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23D CEPILLADO; MORTAJADO; CIZALLADO; BROCHADO; ASERRADO; LIMADO; RASPADO; OPERACIONES ANALOGAS NO PREVISTAS EN OTRO LUGAR, PARA EL TRABAJO DE METALES CON ARRANQUE DE MATERIAL (fabricación de ruedas dentadas o de órganos similares B23F; corte del metal por calentamiento localizado B23K; dispositivos para copiar o controlar B23Q). › Fabricación de herramientas para las máquinas de aserrar o los dispositivos de aserrado que sirvan para cortar cualquier clase de material.
- B23P15/40 B23 […] › B23P OTROS PROCEDIMIENTOS PARA EL TRABAJO DEL METAL NO PREVISTOS EN OTRO LUGAR; OPERACIONES MIXTAS; MAQUINAS HERRAMIENTAS UNIVERSALES (dispositivos para el copiado o el control B23Q). › B23P 15/00 Fabricación de objetos determinados por medio de operaciones no cubiertas en alguna sola de las otras subclases o por algún grupo de esta subclase. › de herramientas de cizallado.
- B26B9/00 B […] › B26 HERRAMIENTAS MANUALES DE CORTE; CORTE; SEPARACION. › B26B HERRAMIENTAS MANUALES DE CORTE, NO PREVISTAS EN OTRO LUGAR (para la recolección A01D; para la horticultura o la silvicultura A01G; para la carnicería o el tratamiento de la carne A22; para la fabricación o reparación de calzado A43D; pinzas de uñas o cortauñas A45D 29/02; utensilios de cocina A47J; para la cirugía A61B 17/00; para el trabajo del metal B23D; corte mediante chorros de fluidos abrasivos B24C 5/02; herramientas en forma de pinzas B25B 7/22; tenazas B25C 11/02; mangos para utensilios manuales, en general B25G; herramientas de corte del tipo de guillotina B26D; raspadores B43L 19/00; para materiales textiles D06H). › Hojas de cuchillos manuales.
Clasificación PCT:
- B23D65/00 B23D […] › Fabricación de herramientas para las máquinas de aserrar o los dispositivos de aserrado que sirvan para cortar cualquier clase de material.
- B23K26/34 B23 […] › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 26/00 Trabajo por rayos láser, p. ej. soldadura, corte o taladrado. › Soldadura láser con otros fines que no sean los de unión.
Clasificación antigua:
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania.
PDF original: ES-2356469_T3.pdf
Fragmento de la descripción:
La invención se refiere a un procedimiento de fabricación de una hoja para herramienta cortante, concretamente para un cuchillo, un par de tijeras, una sierra, un aparato doméstico o electrodoméstico o incluso una máquina industrial, comprendiendo esta hoja al menos una arista cortante que se extiende sobre al menos una parte de su periferia.
En el sentido de la invención, una herramienta cortante de un aparato doméstico o electrodoméstico comprende hojas de picadora, de cortadora, tanto si la herramienta cortante tiene una hoja dotada de una arista rectilínea como no rectilínea, tanto si se activa manualmente como por una fuerza motriz externa. Esta herramienta puede ser, por ejemplo, una máquina industrial con hoja circular,
o incluso con hoja anular, usada en las industrias agroalimentarias, concretamente en los mataderos.
Estas hojas se usan para rebanar o cortar diferentes materiales y se realizan de metal o de una aleación metálica. Concretamente, estas hojas se realizan de aceros inoxidables cuyas durezas son adecuadas para el uso de la herramienta. En todos los casos, estos aceros son ventajosamente conformes a las normas y/o reglamentos en vigor sobre la alimentariedad, es decir referentes a las propiedades físicas y/o químicas de los materiales en contacto con los alimentos. También pueden encontrarse hojas realizadas a partir de una o de varias cerámicas o de otros materiales susceptibles de garantizar el corte o el rebanado cuando se usan en condiciones particulares.
Estas hojas tienen en común que están equipadas con al menos una arista cortante, formando esta arista la zona de la hoja en contacto, por al menos un punto, con el material que va a cortarse. Las hojas de este tipo son susceptibles de presentar un desgaste prematuro de la arista cortante, concretamente en caso de uso repetido y/o de mal uso. Entonces es necesario volver a formar esta arista cortante mediante afilamiento, aguzado o esmerilado. En todos los casos, esta operación no puede repetirse indefinidamente. En efecto, es necesaria la formación de la arista cortante en una zona de la hoja, próxima a la parte posterior de esta última, de espesor creciente a medida que se repite esta operación.
Se conocen procedimientos en los que la arista cortante tiene una dureza superior a la dureza del resto de la hoja con el fin de limitar su desgaste. En particular, el documento WO-A-03/000457 describe un procedimiento en el que, en la hoja de una sierra, se deposita un material en forma pulverulenta, se mezcla y se solidifica con ayuda de un láser, previamente a la conformación de la arista cortante. La conformación de la arista cortante se realiza entre rodillos de tipo laminador que conforman, en caliente, la arista cortante. El láser permite llevar el material a temperatura. Un dispositivo de este tipo está particularmente adaptado a las hojas en forma de banda pero no puede usarse en cualquier tipo de hoja. Además, la unión entre el cuerpo de hoja y el material que se conforma no es óptima.
También se conocen procedimientos denominados de recargue en los que se deposita sobre una arista de una hoja cortante un revestimiento de material duro. Tales procedimientos, que usan por ejemplo la microsoldadura, se describen en PATENT ABSTRACTS OF JAPAN vol. 2000 n.º 17, documento JP-A01029288.
PATENT ABSTRACTS OF JAPAN vol. 0120 n.º 27, documento JP-A-62 18 1836 describe el recargue con ayuda de una película sobre la arista cortante de una hoja mediante enchapado iónico. Esto también puede hacerse mediante vaporización bajo el efecto de una llama según se describe en el documento EP-A-0707921. También puede considerarse la deposición de un 5 material complementario sobre una hoja tras haber calentado ese material a una temperatura inferior a su temperatura de fusión y presionar sobre el cuerpo de hoja de manera que se adhiere al mismo, antes de la conformación de la parte cortante, esto se ha descrito concretamente en el documento DE-A-3208153.
En ninguno de esos documentos se encuentra un procedimiento que permita unir de manera eficaz y duradera un material complementario al resto de la hoja de manera que, durante la formación de la arista cortante, se conserven la solidez y las propiedades mecánicas del conjunto.
Son estos inconvenientes los que pretende remediar más particularmente la invención proponiendo un procedimiento de fabricación de una hoja que permite conservar la arista cortante de la hoja y, por tanto, aumentar la vida útil de esta última.
Para ello, la invención tiene como objeto un procedimiento de fabricación según la reivindicación 1 adjunta.
El documento US 2003/0019111 se considera el estado de la técnica más próximo y muestra un procedimiento de fabricación de una hoja para herramienta cortante, (concretamente para un cuchillo), realizándose esta hoja de un acero o una aleación de aceros inoxidables y comprendiendo al menos una arista cortante que se extiende sobre al menos una parte de su periferia, que comprende las siguientes etapas:
- realizar un cuerpo de hoja que tiene al menos un borde libre previsto en las proximidades de la ubicación de la o de cada arista cortante,
- alimentar sobre al menos un borde libre un material complementario de una dureza superior a la dureza del cuerpo de la hoja,
- someter el material complementario a un haz láser de manera que se forma una banda sobre al menos una parte de dicho borde libre,
- formar la arista cortante en la banda de material complementario,
se realiza una operación de templado y revenido sobre el cuerpo de la hoja, equipado con el cordón o la banda de material complementario, y se realiza la totalidad de la etapa de conformación de esta arista cortante en frío, cuando el cuerpo de hoja así como el cordón o la banda ya no son maleables, tras la operación de templado y revenido.
Así, gracias al procedimiento de la invención, se realiza una hoja cuya arista cortante se forma de un material complementario de una dureza superior a la hoja. Esto permite obtener una hoja cuya calidad y la vida útil de la parte cortante son superiores a las encontradas habitualmente. Este procedimiento de fabricación de una hoja confiere a la misma una gran modularidad y el uso de un haz láser garantiza una fusión íntima entre el cuerpo de la hoja y el material complementario.
Aspectos ventajosos pero no obligatorios de la invención son objeto de las reivindicaciones 2 a 11 adjuntas.
La invención se entenderá mejor y otras ventajas de la misma aparecerán más claramente a la luz de la siguiente descripción de dos modos de puesta en práctica de un procedimiento de fabricación según la invención, facilitada únicamente a modo de ejemplo y realizada haciendo referencia a los dibujos adjuntos, en los que:
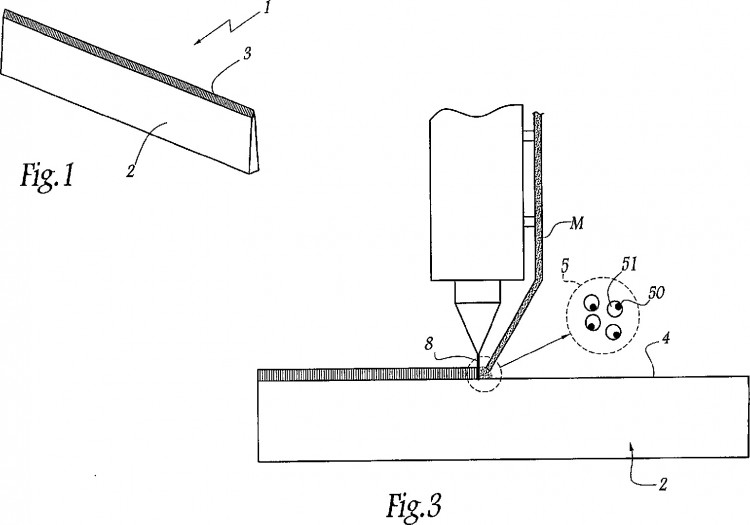
- la figura 1 es una vista en perspectiva de una hoja para herramienta cortante realizada según la invención,
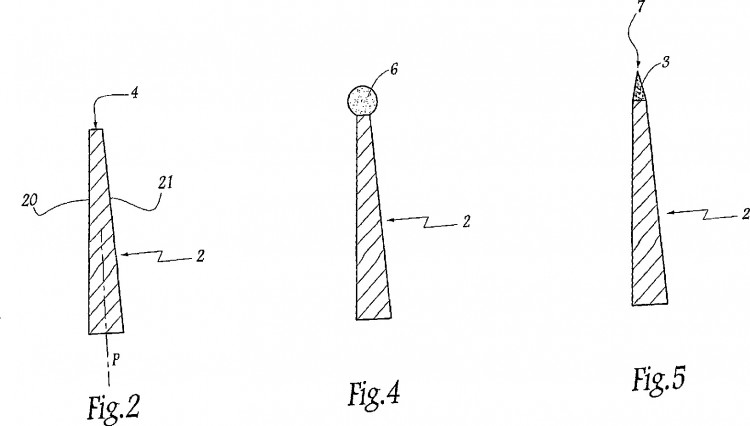
- la figura 2 es una vista en sección del cuerpo de la hoja representado en la figura 1, durante la etapa a) de un primer modo de puesta en práctica del procedimiento, sin el material complementario,
- la figura 3 es una vista frontal que ilustra las etapas b) y c) de ese procedimiento de fabricación, un aumento que ilustra un tipo de polvo que comprende dos elementos,
- las figuras 4 y 5 son vistas en sección análogas a la figura 2 que ilustran la etapa d) de ese procedimiento y
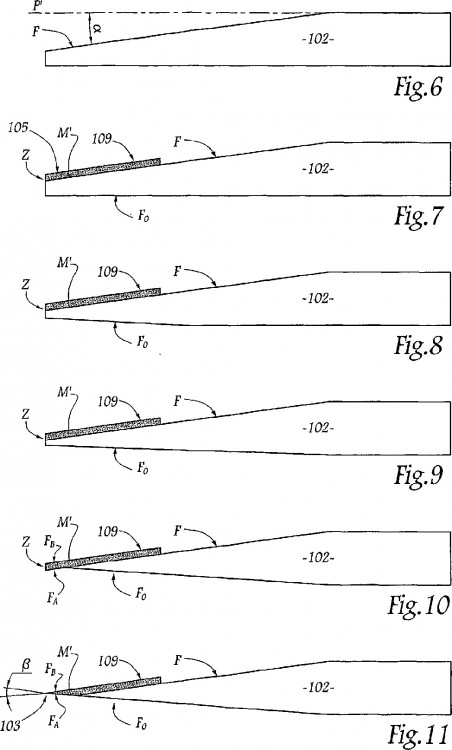
- las figuras 6 a 11 ilustran un segundo modo de puesta en práctica del procedimiento.
La hoja 1 representada en la figura 1 es una representación simplificada de una hoja. Además, ésta está equipada con un soporte o con un medio de fijación, no representado, de la hoja, y/o con un medio de agarre tampoco representado de la hoja, por ejemplo un mango. Esta hoja 1 presenta un cuerpo 2 de hoja cuyas dimensiones son ligeramente inferiores a la dimensión global de la hoja 1 terminada. Este cuerpo 2 de hoja soporta una arista 3 cortante de la cual al menos el filo, es decir la zona en contacto con el producto que va a cortarse, está formado por material complementario. El cuerpo 2 de hoja se realiza de al menos un acero inoxidable, ventajosamente de calidad alimentaria. Se trata por ejemplo de aceros de tipo según la norma AISI: 304L, 316L, 410, 420A, 420B, 420 C, 425, 431, 440A, 440B, 440C, o de aceros tales como los comercializados por la empresa SANDVIK con las referencias 12C27 y 19C27. La realización del cuerpo 2 de la hoja se realiza mediante técnicas conocidas en sí mismas, como por ejemplo el mecanizado, el moldeado, el forjado,... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento de fabricación de una hoja para herramienta cortante, concretamente para un cuchillo, un par de tijeras, una sierra, un aparato doméstico o electrodoméstico, o incluso una máquina industrial, realizándose esta hoja (1) de un acero o una aleación de aceros inoxidables y que comprende al menos una arista (3; 103) cortante que se extiende sobre al menos una parte de su periferia, que comprende las siguientes etapas:
- realizar un cuerpo (2; 102) de hoja que presenta al menos un borde (F; 4) libre previsto en las proximidades de la ubicación de la o de cada arista (3; 103) cortante,
- proyectar sobre al menos un borde (F; 4) libre un material (M; M') complementario, en forma de un polvo (5; 105) de una dureza superior a la dureza del cuerpo de la hoja,
- someter el polvo (5; 105) de material complementario a un haz (8) láser de manera que se forma un cordón (6) o una banda (109) sobre al menos una parte de dicho borde (4; F) libre,
- formar el filo (3; 103) cortante en el cordón (6) o la banda (109) de material (M; M') complementario,
procedimiento en el que el polvo (5, 105) comprende al menos dos elementos (50, 51) unidos entre sí y en el que se realiza una operación de templado y revenido sobre el cuerpo (2; 102) de la hoja equipado con el cordón (6) o con la banda (109) de material (M; M') complementario, y se realiza la totalidad de la etapa de conformación de esta arista cortante en frío, cuando el cuerpo de hoja así como el cordón o la banda ya no son maleables, tras la operación de templado y revenido.
2. Procedimiento según la reivindicación anterior, caracterizado porque se realiza la totalidad de la etapa de conformación de esta arista cortante mediante eliminación de material.
3. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque la arista cortante tiene dos caras que definen un filo cortante.
4. Procedimiento según la reivindicación anterior, caracterizado porque las dos caras están orientadas según un ángulo comprendido entre 5 y 60º.
5. Procedimiento según una de las reivindicaciones 1 a 4, caracterizado porque dicho borde libre está formado por una parte (4) plana que se extiende en perpendicular a un plano (P) principal del cuerpo (2) de la hoja.
6. Procedimiento según una de las reivindicaciones 1 a 4, caracterizado porque dicho borde libre está formado por una parte (F) del cuerpo (102) de la hoja que se extiende según un plano principal orientado según un ángulo () no nulo con respecto a un plano (P') principal del cuerpo
(102) de la hoja.
7. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque el cuerpo (2; 102) de la hoja presenta dimensiones ligeramente inferiores a las de la hoja (1) definitiva.
8. Procedimiento según una de las reivindicaciones 2 a 7, caracterizado porque se realiza la arista (3; 103) cortante mediante esmerilado, mecanizado o abrasión al menos del cordón (6) o de la banda (109) de material (M; M') complementario.
9. Procedimiento según la reivindicación 8, caracterizado porque se mecaniza o se esmerila el cuerpo (2; 102) de la hoja al mismo tiempo que se realiza la arista (3; 103) cortante mediante mecanizado o esmerilado.
10. Procedimiento según la reivindicación 8, caracterizado porque se mecaniza o se esmerila el cuerpo (2) de la hoja antes de la etapa de formación del cordón (6) de material complementario.
11. Procedimiento según la reivindicación 5 ó 6, caracterizado porque dicha retirada de material se realiza a partir de un borde (F0) del cuerpo (102) de la hoja opuesto con respecto al plano principal (P') al borde (F) del cuerpo (102) de la hoja sobre el que se deposita el material (M') complementario.
Patentes similares o relacionadas:
Bucle de cordón de sierra y un método para la producción de tal bucle, del 1 de Julio de 2020, de NV BEKAERT SA: Método para la producción de un bucle de cordón de sierra que comprende las etapas de: - proporcionar un cordón de acero que tiene una hebra de núcleo y hebras […]
 Manguito metálico para soportar la capa abrasiva de una perla de sierra en un cable de sierra y método para su producción, del 27 de Junio de 2019, de NV BEKAERT SA: Un manguito metálico para utilizar como un soporte para la capa abrasiva de una perla de sierra en un cable de sierra, teniendo dicho manguito metálico […]
Manguito metálico para soportar la capa abrasiva de una perla de sierra en un cable de sierra y método para su producción, del 27 de Junio de 2019, de NV BEKAERT SA: Un manguito metálico para utilizar como un soporte para la capa abrasiva de una perla de sierra en un cable de sierra, teniendo dicho manguito metálico […]
Perlas de aserrado y método para fabricarlas, del 5 de Junio de 2019, de NV BEKAERT SA: Un método para producir una perla de aserrado, comprendiendo dicha perla de aserrado una capa abrasiva sobre un manguito de metal, comprendiendo dicha capa […]
Método de fabricación de un elemento de sierra y elemento de sierra, del 30 de Enero de 2019, de NV BEKAERT SA: Método de fabricación de un elemento de sierra que comprende un sustrato metálico y una capa abrasiva, que comprende las etapas de: • proporcionar un sustrato metálico; […]
Método para fabricar una sierra circular con puntas, del 16 de Enero de 2019, de KANEFUSA KABUSHIKI KAISHA: Método para fabricar una hoja de sierra circular con puntas, que comprende una primera etapa de formar una base de metal con forma de disco de […]
Manguito para perla de sierra obtenido por moldeo por inyección de metal, del 21 de Febrero de 2018, de NV BEKAERT SA: Un método para producir un manguito de metal para su uso como un soporte de una capa abrasiva de una perla de sierra, teniendo dicho manguito una pared interior axial […]
Perla de sierra, del 8 de Febrero de 2017, de NV BEKAERT SA: Una perla para su uso en una cuerda de sierra, dicha perla teniendo un manguito tubular metálico rodeado por una capa abrasiva que comprende […]
Método para producir un perla de aserrado, del 28 de Diciembre de 2016, de NV BEKAERT SA: Método para producir una perla para su uso con un cable de aserrado que comprende las etapas de: - sujetar un tubo metálico en al menos uno de sus extremos; […]