PROCEDIMIENTO DE FABRICACIÓN DE UN BLOQUE DE CONSTRUCCIÓN.
Procediminto para la fabricación de un bloque de construcción (2),
en particular un bloque hueco, que consta de un parte exterior (2a) y una parte interior (2b), que están unidas entre sí mediante tabiques transversales (3) que se extienden a lo largo de solo una parte de la altura del bloque (2), en un molde (1), en el que el material del bloque de construcción es compactado por medio de un sello de prensado (4) desde una altura inicial (H1) hasta una altura final (H2) del bloque terminado, y que se caracteriza por que la sección de compactación en el molde (1) se escoge menor para área de encima de los tabiques transversales (3) que para el área de los tabiques, efectuándose la compactación de tal forma, que en el área de los tabiques (3) se obtiene una compactación más elevada que en el área restante del bloque de construcción
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E05027698.
Solicitante: BAUSTOFFWERKE GEBHART & SOHNE GMBH & CO. KG.
Nacionalidad solicitante: Alemania.
Dirección: HOCHSTRASSE 2 88317 AICHSTETTEN ALEMANIA.
Inventor/es: GEBHART, SIEGFRIED, Gebhart,Friedrich.
Fecha de Publicación: .
Fecha Solicitud PCT: 17 de Diciembre de 2005.
Clasificación Internacional de Patentes:
- B28B3/02A
- B28B7/18B
- E04C1/41 CONSTRUCCIONES FIJAS. › E04 EDIFICIOS. › E04C ELEMENTOS ESTRUCTURALES; MATERIALES DE CONSTRUCCION (para puentes E01D; especialmente concebidos para aislamiento o cualquier otra protección E04B; elementos utilizados como auxiliares para la construcción E04G; para minas E21; para túneles E21D; elementos estructurales con un campo de aplicación más amplio que el de la industria de la edificación F16, concretamente F16S). › E04C 1/00 Elementos de construcción en forma de bloques o cualquier otra para la construcción de partes de edificios (de espesor relativamente pequeño E04C 2/00; elementos de construcción de forma alargada, concebidos para soportar cargas E04C 3/00, p. ej. columnas o pilares E04C 3/30; fabricación o materiales de construcción de albañilería, de piedra o similares B28, C03, C04; elementos para el revestimiento de carreteras E01C; estructura general de los edificios E04B, p. ej. muros E04B 2/00, suelos E04B 5/00, tejados E04B 7/00, techos E04B 9/00; elementos estructurales especialmente concebidos para chimeneas u otros conductos incorporados E04F; elementos especiales para hornos u hogares F24B, F27D). › compuestos de material aislante y hormigón, de piedra o de otro material semejante a la piedra capaz de soportar cargas.
Clasificación PCT:
- B28B3/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B28 TRABAJO DEL CEMENTO, DE LA ARCILLA O LA PIEDRA. › B28B CONFORMACION DE LA ARCILLA O DE OTRAS COMPOSICIONES CERAMICAS; CONFORMACIÓN DE ESCORIAS; CONFORMACIÓN DE MEZCLAS QUE CONTENGAN SUSTANCIAS ANALOGAS AL CEMENTO, p. ej. YESO (moldeo en fundición B22C; trabajo de la piedra o de materiales similares B28D; conformación de sustancias en estado plástico en general B29C; fabricación de productos estratificados no compuestos enteramente de estas sustancias B32B; conformación in situ , ver las clases correspondientes de la sección E). › B28B 3/00 Fabricación de objetos conformados mediante la utilización de prensas (conformación sobre transportadores móviles B28B 5/00 ); Prensas especialmente adaptadas a la realización de este trabajo (prensas en general B30B). › en la que un punzón ejerce una presión sobre el material en una cavidad de moldeo; Punzones de forma particular.
- B28B7/18 B28B […] › B28B 7/00 Moldes; Machos; Mandriles (especialmente adaptados para la fabricación de objetos de forma tubular B28B 21/00). › atravesando las aberturas el objeto de parte a parte.
- E04C1/41 E04C 1/00 […] › compuestos de material aislante y hormigón, de piedra o de otro material semejante a la piedra capaz de soportar cargas.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2358119_T3.pdf
Fragmento de la descripción:
La invención se refiere al procedimiento de fabricación de un bloque de construcción, en particular de un bloque hueco, 5 que consta de una parte interior y otra exterior conectadas entre sí mediante tabiques transversales que se extienden a lo largo de solo una parte de la altura del bloque de construcción, en un molde, en el que el material del bloque es compactado mediante un sello de prensado desde una altura inicial H1 hasta una altura final H2. La invención se refiere también a un dispositivo para ejecutar del procedimiento y a un bloque de construcción fabricado según el procedimiento. 10
Un bloque de construcción del tipo antes mencionado, o sea, un bloque hueco de material de hormigón, en general, hormigón ligero, con una capa aislante intermedia entre las partes interior y exterior del bloque de construcción, es conocido, por ejemplo, a través de los DE 27 06 714 C2, DE 24 40 466 y DE 32 12 582 A1.
15
Mediante la subdivisión del bloque de construcción en una parte interior y una parte exterior, que están conectadas únicamente mediante tabiques transversales, en general, dos tabiques transversales, cada uno de ellos dispuestos a cierta distancia de los extremos laterales del bloque y que se extienden a lo largo de solo una parte de la altura del bloque, se consigue un bloque de construcción con un alto efecto aislante. Esto se debe especialmente a que en el espacio hueco que media entre ambas partes del bloque se introduce una capa aislante. Sin embargo, es desfavorable 20 que los tabiques transversales supongan un puente térmico inevitable que reduce el efecto aislante. Por ello se pretende reducir tanto como sea posible la altura y/o la anchura de los tabiques transversales, así como su grosor . Sin embargo, por razones de estabilidad se imponen aquí ciertos límites, para que no se produzcan roturas del bloque de construcción durante su transporte y manipulación.
25
La US 4,670,204 muestra un procedimiento para la fabricación de un bloque de construcción, que consta de una parte interior y otra exterior, las cuales están conectadas entre sí mediante tabiques transversales que se extienden a lo largo de solo una parte de la altura del bloque, en un molde, en el que el material del bloque de construcción es compactado mediante un sello de prensado desde una altura inicial hasta una altura final del bloque terminado.
30
La presente invención tiene por objeto optimizar la sección transversal de los tabiques transversales un bloque de construcción del tipo antes mencionado, de tal forma que, por una parte, se satisfagan los requisitos de resistencia exigidos y, por otra parte, su sección quede reducida a la menor posible, para así reducir al máximo los inevitables puentes térmicos y mejorar el efecto termoaislante general del bloque de construcción .
35
Esta tarea se resuelve mediante un procedimiento conforme a la reivindicación 1.
Un dispositivo para ejecutar el procedimiento es descrito en la reivindicación 5 y un bloque de construcción conforme a la invención es descrito en la reivindicación 10.
40
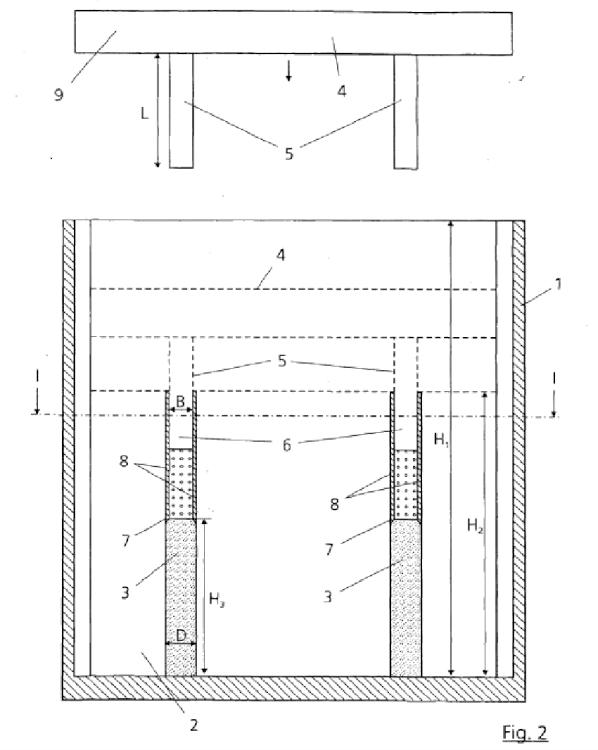
La fabricación de un bloque de construcción tiene lugar normalmente dentro de un molde y en la posición inversa a la posición en la que será utilizada posteriormente. El molde tiene una forma que corresponde por lo general a la forma en negativo del bloque de construcción a fabricar, se llena con el material de hormigón y, a continuación, un sello de prensado efectúa una compactación, comenzando desde arriba, desde una altura inicial H1 hasta una altura final H2 del bloque terminado. En el área de los tabiques transversales, que se extienden a lo largo de solo una parte de la altura del 45 bloque, sobresalen del sello de prensado unos miembros de compactación que sirven para que el material de hormigón del área de los tabiques transversales sea empujado más profundamente y, de esta forma, al finalizar el proceso de compactación, los tabiques transversales ocupen tan solo una parte de la altura. Al realizar el proceso de compactación mediante los miembros de compactación se podría intentar obtener una relación de compactación más elevada en el área de los tabiques transversales, empleando miembros de compactación correspondientemente más largos que 50 comprimieran el material de hormigón en el área de los tabiques transversales aún con más fuerza hacia abajo y redujeran más la altura de los tabiques, en relación al resto del área del bloque, pero, debido a la forma de los tabiques y a un recorrido de compactación máximo posible se imponen aquí ciertos límites. Si se aumentara la presión de compactación, por una parte, se elevaría tanto la presión de compresión en el área directamente debajo de los miembros de compactación, que se ocasionarían daños y la rotura de granos en el hormigón y, por otra parte, al mismo tiempo 55 quedaría aún material de hormigón suelto en la parte inferior del área de formación del tabique transversal.
Mediante el procedimiento según la invención se evita esta situación problemática. Debido a que la sección de compactación en el área de compactación situada encima de los tabiques transversales, y con ello también la seccion de los propios miembros de compactación, es menor que en el área de formación de los tabiques transversales, durante el 60 proceso de compactación desde la altura inicial H1 hasta la altura final H2 no es necesario desalojar tanto material de
hormigón. Durante el proceso de compactación, el material desalojado del área situada encima de los tabiques transversales puede ser distribuido más fácilimente en el área en la que los tabiques transversales son compactados. Al mismo tiempo se da de esta forma también una compactación más homogénea en el área de los tabiques transversales.
De acuerdo con la invención, dependiendo de la elección de las posibles relaciones de proporcionalidad entre la sección 5 del área por encima de los tabiques transversales, y, por tanto, la sección de los miembros de compactación, y la anchura definida para los tabiques, es posible obtener diferentes condiciones de compactación, independientes de la relación de compactación escogida para el área restante del bloque. De esta forma es posible obtener densidades del material considerablemente más elevadas en el área de los tabiques transversales y, por tanto, mejorar la resistencia de los tabiques transversales. Esto significa que se puede reducir la sección transversal y/o la altura de los tabiques 10 transversales y con ello mejorar el efecto termoaislante general del bloque de construcción.
En un dispositivo para la ejecución del procedimiento se pueden conseguir fácilmente las secciones diferentes: en el área de compactación de encima de los tabiques transversales y en el área de los tabiques transversales en sí, desarrollando con este fin diferentemente la anchura del molde del bloque en el área de los tabiques y en la de por 15 encima de los tabiques, teniéndose en cuenta que la sección de los miembros de compactación debe de ser adaptada correspondientemente. En la práctica se ha hallado que esto se puede realizar fácilmente mediante placas de estrechamiento que son introducidas en el molde y que reducen la anchura del molde por los laterales del área de encima de los tabiques transversales.
20
Otras configuraciones y desarrollos ventajosos surgen de las reivindicaciones secundarias así como del ejemplo de realización que a continunación se describe como principio haciendo uso del dibujo.
Se muestra:
25
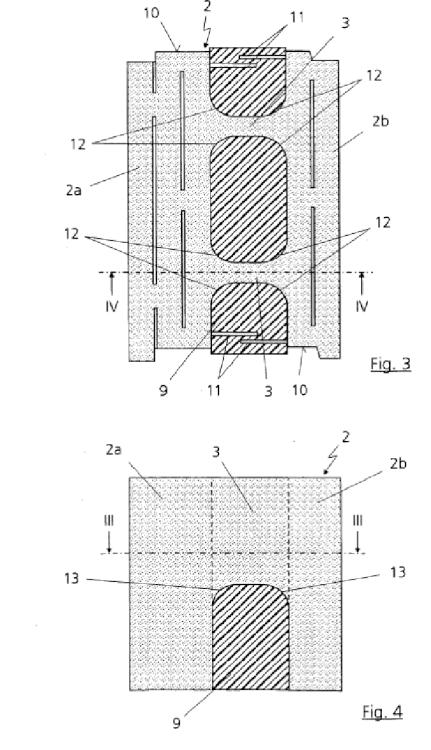
Fig. 1 un corte a través de un dispositivo, respectivamene, de un molde conteniendo un bloque hueco a fabricar, según la línea I-I de la Fig. 2;
Fig. 2 un corte longitudinal a través del dispositivo, respectivamente, del molde conforme a la Fig. 1, según la línea II-II;
30
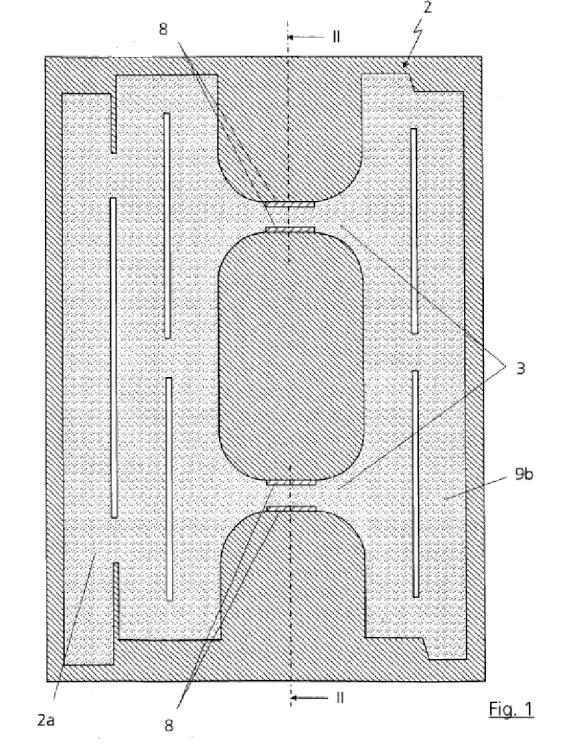
Fig. 3 un corte horizontal según la línea III-III de la Fig. 4 a través de un bloque de construcción finalizado; y
Fig. 4 un corte longitudinal según la línea IV-IV de la Fig. 3.
La fabricación de un bloque de construcción 2, p. ej. un bloque hueco, se realiza normalmente en un dispositivo y/o en 35 un molde 1 que reproduce la forma en negativo... [Seguir leyendo]
Reivindicaciones:
REIVINDICACIONES:
1. Procediminto para la fabricación de un bloque de construcción (2), en particular un bloque hueco, que consta de un parte exterior (2a) y una parte interior (2b), que están unidas entre sí mediante tabiques transversales (3) que se extienden a lo largo de solo una parte de la altura del bloque (2), en un molde (1), en el que el material del bloque de construcción es compactado por medio de un sello de prensado (4) desde una altura inicial (H1) hasta una altura final 5 (H2) del bloque terminado, y que se caracteriza por que la sección de compactación en el molde (1) se escoge menor para área de encima de los tabiques transversales (3) que para el área de los tabiques, efectuándose la compactación de tal forma, que en el área de los tabiques (3) se obtiene una compactación más elevada que en el área restante del bloque de construcción.
10
2. Procedimiento según la reivindicación 1, que se caracteriza por que se escoge una relación de compactación para los tabiques transversales (3) de valor < 0,7, referido al recorrido de compactación.
3. Procedimiento según la reivindicación 2, caracterizado por que la relación de compactación se halla entre 0,45 y 0,6.
15
4. Procedimiento según la reivindicación 3, caracterizado por que la relación de compactación es de al menos aproximadamente 0,5.
5. Dispositivo para la ejecución del procedimiento según las reivindicaciones 1 a 4, caracterizado por que en el área de compactación de los tabiques transversales (3), el sello de prensado (4) está provisto de miembros de compactación (5) 20 que sobresalen en la dirección de compactación del bloque de construcción, que tienen un grosor, referido a la dirección longitudinal del bloque de construcción, menor que el grosor de los tabiques transversales (3), y por que el molde (1) está provisto de unos escalones (7) situados encima de los tabiques transversales (3) del bloque (2), que se encuentran, al menos aproximadamente, a la altura final (H2), del bloque terminado.
25
6. Dispositivo según la reivindicación 5, caracterizado por que los escalones (7) estan formados por placas de estrechamiento (8) insertadas en el molde (1).
7. Dispositivo según la reivindicación 6, caracterizado por que las placas de estrechamiento (8) y los miembros de compactación (5), en sus extremos que apuntan hacia el bloque a fabricar (2) tienen una forma redondeada o 30 achaflanada.
8. Dispositivo según la reivindicación 7, caracterizado por que los redondeamientos (12,13) poseen un radio de 20 a 40 mm, preferiblemente 30 mm.
35
9. Dispositivo según una de las reivindicaciones de la 6 hasta la 8, caracterizado por que para cada tabique transversal (3) se preveen dos placas de estrechamiento (8) laterales, estando la relación del grosor de los tabiques respecto al grosor de ambas placas (8), tomadas conjuntamente, comprendida entre 1:3 y 1:7, preferiblemente al menos aproximadamente 1:5.
40
10. Bloque de construcción (2), en particular un bloque hueco, que consta de una parte interior y otra exterior (2a, 2b), las cuales están conectadas entre sí mediante tabiques transversales que se extienden a lo largo de solo una parte de la altura del bloque, caracterizado por que el área de los tabiques transversales (3) presenta una compactación más elevada que el área restante del bloque de construcción.
45
11. Bloque de construcción según la reivindicación 10, caracterizado por que la relación de la altura del bloque (H1) respecto a la altura de los tabiques transversales es < 0,7.
12. Bloque de construcción según la reivindicación 11, caracterizado por que la relación de la altura del bloque (H1) respecto a la altura de los tabiques transversales tiene un valor entre 0,5 y 0,6, preferiblemente 0,55. 50
13. Bloque de construcción según las reivindicaciones 10 a 12, caracterizado por que por un lado del bloque los tabiques transversales (3) se encuentran alineados, al menos aproximadamente, al ras de una cara externa del bloque, mientras que por el otro lado del bloque cada uno de los tabiques posee un radio de transición de > 30 mm hacia las partes del bloque interior (2a) y exterior (2b) respectivamente. 55
14. Bloque de construcción según las reivindicaciones 10 hasta 13, caracterizado por que cada uno de los tabiques transversales (3) está provisto de radios de transición laterales de > 30 mm.
15. Bloque de construcción según una de las reivindicaciones de la 10 hasta la 14, caracterizada por que el área que media entre la parte interior (2a) y la parte exterior (2b) del bloque de construcción está rellena por una capa aislante (9).
16. Bloque de construcción según la reivindicación 15, caracterizado por que la capa aislante (9) consiste en una plancha de poliestireno que, al menos por un lado, sobresale del bloque (2), estando la plancha de poliestireno (9) 5 provista de entalladuras, agujeros o taladros por el lado que sobresale del bloque.
17. Bloque de construcción según la reivindicación 16, caracterizado por que la plancha de poliestireno (9) está provista de una o más ranuras (11) en el lado por el que sobresale del bloque, las cuales se extienden al menos aproximadamente a lo largo de toda la altura del bloque. 10
Patentes similares o relacionadas:
Bloque de construcción prefabricado, elemento modular con geometría optimizada, proceso para obtener el elemento modular, construcción, método para obtener un edificio ensamblando los elementos modulares, del 16 de Octubre de 2019, de Breaz, Laurentiu Dumitru: Bloque prefabricado para la construcción que comprende una zona superior (a), una zona inferior (b), una cara interior para entrar en contacto […]
ESTRUCTURA DE PARAMENTO PREFABRICADO, del 15 de Octubre de 2019, de EXSITU, S.L: 1. Estructura de paramento prefabricado que combina elementos verticales y elementos horizontales, formados por paneles prefabricados realizados en […]
Elemento de construcción de mampostería provisto de panel intermedio fabricado de material termoaislante y absorbente de sonido, del 4 de Septiembre de 2019, de Vinci, Salvatore: Un elemento de construcción de mampostería que comprende al menos un primer bloque y un segundo bloque de hormigón, y un panel aislante […]
ELEMENTO CONSTRUCTIVO PARA FORJADOS, del 2 de Julio de 2019, de KNAUF MIRET S.L.U. (100.0%): 1. Elemento constructivo adecuado para construir un forjado de viguetas aligerado, que comprende al menos un bloque ligero fabricado […]
ELEMENTO CONSTRUCTIVO PARA FORJADOS, del 2 de Julio de 2019, de KNAUF MIRET S.L.U. (100.0%): 1. Elemento constructivo adecuado para construir un forjado que comprende: al menos una placa de soporte de configuración plana, que a su vez comprende […]
CASETÓN PARA LA CONSTRUCCIÓN DE FORJADOS, del 30 de Abril de 2019, de KNAUF MIRET S.L.U. (100.0%): Casetón para la construcción de forjados. La presente solución se refiere a un casetón para la construcción de forjados, caracterizado por una composición estructurada en […]
Material poroso a base de sílice y de portlandita para el relleno de ladrillos de aislamiento de estructura controlada y procedimiento de elaboración asociado, del 28 de Febrero de 2018, de L'AIR LIQUIDE, SOCIETE ANONYME POUR L'ETUDE ET L'EXPLOITATION DES PROCEDES GEORGES CLAUDE: Procedimiento de preparación de un ladrillo que comprende un material poroso que comprende del 25% másico al 75% másico de sílice, y del 75% másico […]
BLOQUE CONSTRUCTIVO COMPUESTO DE ARMADURA CONTINUA, del 21 de Junio de 2017, de Octaedro Innovaciones Constructivas SL: 1. Bloque constructivo compuesto de armadura continua especialmente destinado a la construcción configurado como un cuerpo de forma paralelepipédica conformado […]