DISPOSITIVO Y PROCEDIMIENTO PARA EL MECANIZADO CONTINUO DE PIEZAS DE TRABAJO EN LA ZONA DE BORDE.
Dispositivo para el mecanizado de piezas de trabajo (1) esencialmente planas o en forma de listón de materiales derivados de la madera de poros abiertos o similares en la zona de borde,
con un dispositivo de revestimiento para la aplicación y alisado de una masa de revestimiento (B) sobre la al menos una sección de borde (1'), en el que el dispositivo de revestimiento presenta un elemento de de tobera (4), que posee una abertura de tobera (6) que está dirigida hacia la al menos una sección de borde (1') y está delimitada al menos por una primera superficie (8) y una segunda superficie (10), y la primera superficie (8) está dispuesta delante de la segunda superficie (10) en una dirección de revestimiento y sobresale respecto a la segunda superficie (10), caracterizado porque el elemento de tobera (4) presenta una cavidad (12) que está en conexión con la abertura de tobera (6) y el dispositivo de suministro, poseyendo la cavidad (12) una sección transversal mayor que la sección transversal de la abertura de tobera (6).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E04009203.
Solicitante: HOMAG HOLZBEARBEITUNGSSYSTEME AG.
Nacionalidad solicitante: Alemania.
Dirección: HOMAGSTRASSE 3-5 72296 SCHOPFLOCH ALEMANIA.
Inventor/es: SCHMID, JOHANNES, KALMBACH, KURT.
Fecha de Publicación: .
Fecha Solicitud PCT: 19 de Abril de 2004.
Clasificación PCT:
- B27N7/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B27 TRABAJO O CONSERVACION DE LA MADERA O DE MATERIALES SIMILARES; MAQUINAS PARA CLAVAR, GRAPAR O COSER EN GENERAL. › B27N FABRICACION DE OBJETOS POR PROCEDIMIENTOS EN SECO, CON O SIN AGENTES AGLOMERANTES ORGANICOS, A PARTIR DE PARTICULAS O DE FIBRAS DE MADERA O DE OTRAS MATERIAS LIGNOCELULOSICAS O SUSTANCIAS ORGANICAS ANALOGAS (conteniendo materias de cemento B28B; formación de sustancias en estado plástico B29C; tableros de fibras hechos a partir de suspensiones de fibras D21J; secado F26B 17/00). › Postratamiento, p. ej. reducción del abultamiento o contracción, alisamiento; Protección de los bordes de los tableros contra la humedad.
Clasificación antigua:
- B27N7/00 B27N […] › Postratamiento, p. ej. reducción del abultamiento o contracción, alisamiento; Protección de los bordes de los tableros contra la humedad.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2369268_T3.pdf
Fragmento de la descripción:
Dispositivo y procedimiento para el mecanizado continuo de piezas de trabajo en la zona de borde
Ámbito técnico
La presente invención se refiere a un dispositivo para el mecanizado continuo o estacionario de piezas de trabajo esencialmente planas o en forma de listón de materiales derivados de la madera de poros abiertos o similares en la zona de borde según el preámbulo de la reivindicación 1, así como un procedimiento correspondiente según el preámbulo de la reivindicación 13.
Estado de la técnica
En el caso de piezas de trabajo en forma de placa, en forma de listón o similares de materiales derivados de la madera, como por ejemplo, placas de viruta de madera, placas de fibras de densidad media, etc., que se mecanizan en la zona de los bordes, en muchos casos de aplicación es necesaria una mejora o revestimiento del borde, ya que las superficies de corte de las piezas de trabajo de poros abiertos presentan una calidad superficial y resistencia demasiado bajas. Con esta finalidad se emplean de forma extendida dispositivos y procedimiento del tipo mencionado al inicio.
Así el documento EP 0 744 260 B1 da a conocer un dispositivo para el mecanizado continuo en la zona de borde según el preámbulo de la reivindicación 1. En este caso un medio de mejora, como laca o similares, se aplica en primer lugar mediante una estación de aplicación, por ejemplo, un cilindro o una tobera, sobre un borde de la pieza de trabajo. A continuación se realiza un aplastamiento y alisado del medio de mejora aplicado en una estación de emplastecido en caliente que presenta elementos de racleo, espátulas y similares.
Aunque esté dispositivo ha demostrado ser útil por ello, posee una serie de desventajas. Así en la zona de la estación de emplastecido en caliente se quita de nuevo una parte del medio de mejora aplicado, lo que es antieconómico y contribuye al ensuciamiento en la zona de la estación de emplastecido en caliente. Además, el dispositivo presenta una construcción costosa, en la que la estación de aplicación y la estación de emplastecido en caliente se deben fabricar, montar y ajustar respectivamente por separado y por ello se produce un trayecto de mecanizado comparablemente largo. Pero en particular se ha demostrado que la calidad superficial de los bordes, que determinan de forma decisiva el aspecto de componentes como frentes de muebles, puede mejorarse sólo de forma limitada con el dispositivo según el documento EP 0 744 260 B1.
Además, el documento EP 1 068 026 B1 da a conocer un procedimiento y un sistema para la aplicación de laca sobre bordes de placas y listones con estructura porosa. Según el documento EP 1 068 026 B1, la laca se dosifica en primer lugar mediante una unidad de dosificación y a continuación se transfiere a un primer cilindro mediante el que se aplica la laca finalmente sobre el borde de la pieza de trabajo. Por último la laca aplicada se alisa mediante otro cilindro en sentido contrario. En este caso la cantidad de laca, que se aplica por la unidad de dosificación en el primer cilindro, debe ser adaptada a la porosidad del borde de la pieza de trabajo.
A pesar de esta construcción muy cara y costosa se ha demostrado que con el dispositivo del documento EP 1 068 026 B1 se puede obtener igualmente sólo una calidad superficial limitada entre la capa de laca y la superficie de la pieza de trabajo. Además, en la zona del segundo cilindro se producen en cierto modo elevadas pérdidas de laca, que se deben compensar conforme al documento EP 1 068 026 B1 con un dispositivo de retorno de laca, lo que complica aun más la construcción del dispositivo.
El documento US 3, 967, 581 da a conocer un dispositivo para la aplicación de un revestimiento sobre una pieza de trabajo según el preámbulo de la reivindicación 1 independiente.
Representación de la invención
El objetivo de la presente invención es proporcionar un dispositivo y un procedimiento para el mecanizado de piezas de trabajo en la zona de borde, que permitan una construcción simplificada o un desarrollo simplificado del procedimiento con buena calidad superficial.
Este objetivo se resuelve según la presente invención mediante un dispositivo o un procedimiento con las características de las reivindicaciones 1 ó 13 independientes. Ampliaciones ventajosas de la invención están indicadas en las reivindicaciones dependientes.
La presente invención se basa en la idea de simplificar la construcción o el desarrollo del procedimiento, dado que la aplicación, así como un impregnado o alisado de una masa de revestimiento se engloban o reúnen en tanto sea posible. Con esta finalidad está previsto en el dispositivo según la invención que el dispositivo de revestimiento presente un elemento de tobera, que posea una abertura de tobera que esta dirigida hacia al menos una sección de borde y esta delimitada al menos por una primera superficie y una segunda superficie, estando dispuesta la primera superficie en la dirección de paso delante de la segunda superficie y sobresale respecto a la segunda superficie.
Según se deduce todavía más claramente de la descripción abajo mencionada, la segunda superficie colocada detrás respecto a la primera superficie actúa tanto como delimitación de la abertura de tobera, mediante la que se realiza la aplicación de la masa de revestimiento, como también como superficie de presión y alisado, mediante la que la masa de revestimiento se alisa directamente después de la aplicación y – en el caso de la sección de borde correspondientemente porosa – se presiona en la sección de borde.
Por consiguiente está previsto en el procedimiento según la invención que la aplicación y alisado de la masa de revestimiento se lleve a cabo en un paso de trabajo común.
De esta manera se pueden englobar según la presente invención varios componentes del dispositivo o pasos del procedimiento, lo que simplifica considerablemente la construcción del dispositivo y permite un desarrollo del procedimiento rápido y sin molestias. La diferencia de nivel de la primera y segunda superficie se ocupa de que sin raedera, rodillo o similares separados se consiga un prensado y alisado de la masa de revestimiento. Además, mediante la amplia integración de la aplicación y alisado de la masa de revestimiento se puede mejorar claramente la calidad superficial en la zona de borde de la pieza de trabajo, ya que la masa de revestimiento se “arrastra” desde el principio en la capa deseada y no es necesario una retirada posterior de la masa de revestimiento mediante raederas, cilindros o similares. Por ello se minimiza en último lugar también la necesidad de material de la masa de revestimiento, mientras que igualmente no son necesarios dispositivos de retorno o eliminación para la masa de revestimiento retirada.
En este caso se prefiere especialmente según la invención, que el resalto de la primera superficie respecto a la segunda superficie se corresponda esencialmente con el espesor de la masa de revestimiento a aplicar. Por ello se permite que la primera superficie pueda estar en contacto con el borde de la pieza de trabajo a revestir durante la aplicación de la masa de revestimiento y al mismo tiempo se regule automáticamente el espesor de capa deseado de la masa de revestimiento aplicada, sin que sean necesarios costosos trabajos de ajuste o regulación en el dispositivo o el suministro de la masa de revestimiento. Además, se regula, dado que la primera superficie está en contacto al menos por tramos o gracias a un borde con la sección de borde a revestir de la pieza de trabajo, un caudal en la zona de la abertura de tobera que se dirige por la primera superficie en la dirección de la segunda superficie, de forma que la masa de revestimiento se puede aplicar y alisar de forma dirigida sobre la sección de borde.
Con vistas a un espesor constante del material de revestimiento aplicado y una conservación del contorno de la al menos una sección de borde, según una ampliación de la presente invención se prefiere que el contorno de la primera y/o segunda superficie se corresponda esencialmente con el contorno de la al menos una sección de borde.
Según una ampliación de la presente invención está previsto un dispositivo de suministro, mediante el que se puede suministrar la masa de revestimiento a la abertura de tobera, a fin de permitir un modo de trabajo continuo y económico del dispositivo según la invención. En este caso se prefiere especialmente que se pueda controlar la temperatura de la masa de revestimiento... [Seguir leyendo]
Reivindicaciones:
1. Dispositivo para el mecanizado de piezas de trabajo (1) esencialmente planas o en forma de listón de materiales derivados de la madera de poros abiertos o similares en la zona de borde, con un dispositivo de revestimiento para la aplicación y alisado de una masa de revestimiento (B) sobre la al menos una sección de borde (1') , en el que el dispositivo de revestimiento presenta un elemento de de tobera (4) , que posee una abertura de tobera (6) que está dirigida hacia la al menos una sección de borde (1') y está delimitada al menos por una primera superficie (8) y una segunda superficie (10) , y la primera superficie (8) está dispuesta delante de la segunda superficie (10) en una dirección de revestimiento y sobresale respecto a la segunda superficie (10) ,
caracterizado porque
el elemento de tobera (4) presenta una cavidad (12) que está en conexión con la abertura de tobera (6) y el dispositivo de suministro, poseyendo la cavidad (12) una sección transversal mayor que la sección transversal de la abertura de tobera (6) .
2. Dispositivo según la reivindicación 1, caracterizado porque el resalto (S) de la primera superficie (8) respecto a la segunda superficie (10) se corresponde esencialmente al espesor de la masa de revestimiento (B) a aplicar.
3. Dispositivo según la reivindicación 1 ó 2, caracterizado porque la primera superficie (8) posee un borde (8') que está en contacto, al menos por trozos, con la al menos una sección de borde (1') durante el funcionamiento del dispositivo.
4. Dispositivo según una de las reivindicaciones precedentes, caracterizado porque el contorno de la primera y/o segunda superficie (8, 10) se corresponde esencialmente con el contorno de la al menos una sección de borde (1') .
5. Dispositivo según una de las reivindicaciones precedentes, caracterizado porque está previsto un dispositivo de suministro, mediante el que se puede suministrar la masa de revestimiento (B) a la abertura de tobera (6) .
6. Dispositivo según una de las reivindicaciones precedentes, caracterizado porque se puede controlar la temperatura de la masa de revestimiento (B) por el dispositivo de suministro.
7. Dispositivo según una de las reivindicaciones precedentes, caracterizado porque el elemento de tobera (4) presenta al menos una primera sección (4') y una segunda sección (4'') que están conectadas entre sí, poseyendo al menos una de las secciones, en una superficie dirigida hacia la otra sección, al menos una depresión para la formación de la abertura de tobera y/o de la cavidad.
8. Dispositivo según una de las reivindicaciones precedentes, caracterizado porque está previsto un dispositivo de endurecimiento (5) , mediante el que se puede endurecer la masa de revestimiento (B) aplicada sobre la al menos una sección de borde (1') .
9. Dispositivo según la reivindicación 8, caracterizado porque el dispositivo de endurecimiento (5) presenta un dispositivo para la generación de rayos ultravioletas.
10. Dispositivo según una de las reivindicaciones precedentes, además con:
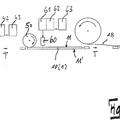
un dispositivo de transporte (20) para el transporte de una pieza de trabajo (1) a mecanizar en una dirección de paso, y/o un dispositivo de fresado (2) para proveer de un contorno la al menos una sección de borde (1') de la pieza de contorno (1) , y/o al menos un dispositivo de amoladura (3, 3') para la amoladura, en particular amoladura de precisión (3') del al menos una sección de borde y/o la masa de revestimiento (B) aplicada.
11. Procedimiento para el mecanizado de piezas de trabajo (1) esencialmente planas o en forma de listón, utilizando un dispositivo según una de las reivindicaciones 1 a 10 precedentes, con los pasos:
aplicación de una masa de revestimiento (B) sobre la al menos una sección de borde (1') , alisado de la masa de revestimiento (B) , caracterizado porque la aplicación y alisado de la masa de revestimiento (B) se realizan en un paso de trabajo común.
12. Procedimiento según la reivindicación 11, caracterizado porque la masa de revestimiento (B) se aplica y alisa mediante un elemento de tobera (4) .
13. Procedimiento según la reivindicación 11 ó 12, caracterizado porque la pieza de trabajo (1) se provee de un contorno en la zona de la al menos una sección de borde (1') por fresado y/o amoladura antes de la aplicación de la masa de revestimiento (B) .
14. Procedimiento según una de las reivindicaciones 11 a 13, caracterizado porque la masa de revestimiento (B) se endurece después de la aplicación en la zona de la al menos una sección de borde (1') , en particular mediante rayos ultravioletas.
15. Procedimiento según una de las reivindicaciones 11 a 14, caracterizado porque la masa de revestimiento (B) se amuela con precisión en la zona de la al menos una sección de borde (1') después de la aplicación y endurecimiento.
16. Procedimiento según una de las reivindicaciones 11 a 15, caracterizado porque se realiza en continuo y/o de forma estacionaria.
Patentes similares o relacionadas:
Tablero de material derivado de la madera, en particular en forma de un material compuesto de madera-plástico, y un procedimiento para su fabricación, del 1 de Julio de 2020, de FLOORING TECHNOLOGIES LTD.: Tablero de material derivado de la madera de un material compuesto de madera-plástico (WPC), de una mezcla de fibras de madera y fibras de plástico, que comprende fibras […]
Procedimiento para la fabricación de un panel de OBS con superficie lisa, del 10 de Junio de 2020, de SWISS KRONO Tec AG: Procedimiento para la fabricación de un panel de OSB , en el que se dispersan virutas de madera largas, encoladas con adhesivo orientadas en al menos tres capas (1, 2, […]
Herramienta de prensar diseñada como chapa de presión, del 1 de Abril de 2020, de HUECK RHEINISCHE GMBH: Herramienta de prensar para el revestimiento de placas de material de madera en prensas hidráulicas calentadas que está realizada como una chapa […]
Procedimiento para estructurar la superficie de un panel de material derivado de la madera y un panel de material derivado de la madera con estructuración superficial fabricado de acuerdo con el procedimiento, del 11 de Diciembre de 2019, de SWISS KRONO Tec AG: Procedimiento para estructurar por lo menos una superficie de un tablero de material derivado de la madera OSB con una superficie antideslizante, en donde la estructuración […]
 Procedimiento para fabricar un OSB, del 25 de Septiembre de 2019, de SWISS KRONO Tec AG: Procedimiento para fabricar un OSB , en el que una torta formada esparciendo varias capas de virutas encoladas se prensa en una […]
Procedimiento para fabricar un OSB, del 25 de Septiembre de 2019, de SWISS KRONO Tec AG: Procedimiento para fabricar un OSB , en el que una torta formada esparciendo varias capas de virutas encoladas se prensa en una […]
Método de fabricación de un panel de construcción y panel de construcción, del 28 de Agosto de 2019, de VALINGE INNOVATION AB: Método de fabricación de un panel de construcción, que comprende aplicar un primer aglutinante y partículas lignocelulósicas o celulósicas libres sobre […]
Procedimiento para fabricar una OSB con superficie lisa y una OSB, del 14 de Agosto de 2019, de SWISS KRONO Tec AG: Procedimiento para fabricar una placa OSB, en el que virutas de madera largas, encoladas con un adhesivo, se esparcen de forma orientada […]
Método de procesamiento continuo de bordes de placas y dispositivo de procesamiento de bordes, del 3 de Julio de 2019, de ULMADAN-R.D. APS: Un método de procesamiento continuo de bordes de placas , mediante el cual las placas se transportan continuamente en una dirección de […]