COQUILLA PARA LA COLADA CONTINUA DE METAL.
Coquilla para la colada continua de metal que comprende una cavidad de formado (2),
en donde la cavidad de formado (2) presenta una abertura de colada (3), una abertura de salida (4) y un cono de colada (6), y está previsto por lo menos un contorno cóncavo (7, 7a, 7b) que se extiende en la dirección de colada (G), caracterizada porque el comienzo del por lo menos un contorno cóncavo (7) se encuentra en un sector inicial, extendiéndose el sector inicial de 30% a 70% de la longitud de la cavidad de formado (L) medida desde la abertura de colada (3), en donde la conicidad (K, K3) en el fondo (9) del por lo menos un contorno cóncavo (7) se reduce más rápidamente que en el borde (8) del por lo menos un contorno cóncavo (7)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E06019527.
Solicitante: KME GERMANY AG & CO. KG.
Nacionalidad solicitante: Alemania.
Dirección: KLOSTERSTRASSE 29 49074 OSNABRÜCK ALEMANIA.
Inventor/es: WOBKER, HANS-GUNTER, DR., RODE, DIRK, DR., HUGENSCHUTT, GERHARD, KOLBECK, DIETMAR, PIWOWAR, HANS-DIRK, BOLDT,RAIMUND, MAIWALD,FRANK, REINELT,DANIEL.
Fecha de Publicación: .
Fecha Solicitud PCT: 19 de Septiembre de 2006.
Clasificación Internacional de Patentes:
- B22D11/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B22 FUNDICION; METALURGIA DE POLVOS METALICOS. › B22D COLADA DE METALES; COLADA DE OTRAS MATERIAS POR LOS MISMOS PROCEDIMIENTOS O CON LOS MISMOS DISPOSITIVOS (trabajo de materias plásticas o sustancias en estado plástico B29C; tratamientos metalúrgicos, empleo de sustancias específicas que se añaden al metal C21, C22). › B22D 11/00 Colada continua de metales, es decir, obteniendo productos de longitud indefinida (estirado, extrusión del metal B21C). › en moldes sin fondo (B22D 11/06, B22D 11/07 tienen prioridad; instalaciones para colada continua, p. ej. para tirar hacia arriba de la barra lingote, B22D 11/14).
- B22D11/041 B22D 11/00 […] › para colada vertical (B22D 11/043, B22D 11/049 - B22D 11/059 tienen prioridad).
- B22D11/043 B22D 11/00 […] › Moldes curvos (B22D 11/049 - B22D 11/059 tienen prioridad).
- B22D11/04P
Clasificación PCT:
- B22D11/04 B22D 11/00 […] › en moldes sin fondo (B22D 11/06, B22D 11/07 tienen prioridad; instalaciones para colada continua, p. ej. para tirar hacia arriba de la barra lingote, B22D 11/14).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2356554_T3.pdf
Fragmento de la descripción:
La invención se refiere a una coquilla para la colada continua de metal con las características del concepto general de la reivindicación de patente 1.
Las coquillas de forma tubular de cobre o aleaciones de cobre para la colada de perfiles de acero u otros metales con elevado punto de fusión han sido descriptas muchas veces en el estado de la técnica. Los tubos de coquilla poseen comúnmente en un plano transversal horizontal un espesor de pared uniforme que aumenta en dirección de la colada debido a la conicidad interior del tubo de coquilla. La conicidad puede ser igual a lo largo de toda la longitud de la coquilla. Pero también podrán utilizarse a lo largo de la longitud conicidades variables, especialmente la conicidad podrá ser mayor en el sector de la abertura de colada y disminuir en dirección de la colada, para un eficaz seguimiento de la contracción de la barra de colada durante el enfriamiento y con ello asegurar una buena disipación del calor.
Básicamente las medidas para la optimización de la conicidad tienen el objeto principal de mejorar la disipación de calor en dirección de la colada mediante la adaptación del contorno interior a la contracción de la camisa de la barra de la colada continua. La mayor parte de las coquillas utilizadas actualmente están optimizadas con respecto a la conicidad para un determinado punto de trabajo, en donde el punto de trabajo depende de varios parámetros como, por ejemplo, la velocidad de colada, la composición del acero y las condiciones de enfriamiento. Cuando ocurren desviaciones del punto de trabajo predeterminado, la geometría elegida podrá llevar a fallas en el proceso de colada y en la calidad de la barra de colada continua, porque con el comienzo de la solidificación de la masa fundida metálica se forma en la barra de colada continua la así llamada camisa de colada continua. Con una geometría de coquilla incorrecta del tubo de coquilla la camisa de colada continua podrá levantarse y retorcerse o en caso contrario, es decir, con una contracción demasiado reducida, podrá producirse un rozamiento elevado en el tubo de coquilla. La consecuencia podrá ser una sacudida de la barra de colada continua, fisuras en la barra de colada continua o hasta roturas. El espacio entre el tubo de coquilla y la camisa de colada continua provoca también una disipación de calor no uniforme, la camisa de colada continua se funde nuevamente con la consecuencia de fisuras externas e internas en la barra de colada continua. Por lo tanto, se realizan numerosos esfuerzos para ajustar la conicidad exactamente a un caso de utilización determinada, para alcanzar con ello velocidades de colada óptimas.
En el documento EP 0 958 871 A1, se propone para este fin que la conicidad varíe por lo menos en un tramo parcial del cono de colada a lo largo de una línea circunferencial de manera que cada tramo de la línea circunferencial entre las zonas de esquina formen una curva lisa y en donde la conicidad se reduce en dirección de la colada. Si bien esta forma de realización de la cavidad de formado para un conjunto de parámetros determinado representa teóricamente la geometría óptima, sin embargo en la práctica se producen variaciones en los parámetros, por ejemplo, debido a la transmisión de la temperatura o debido a composiciones del acero modificadas, que hacen imposible mantener en forma constante y exacta el punto de trabajo predeterminado de la coquilla. Está previsto ubicar el nivel de colada en el extremo superior del cono de colada. La posición del nivel de colada podrá desplazarse por lo tanto en los sectores del cono de colada, o estar también por encima. Estas oscilaciones pueden tener influencia también debido a la diferente geometría dentro y delante del cono de colada sobre las características de la colada continua definitiva. Además en la práctica es difícil mantener en forma exacta la posición del nivel de colada en el inicio del cono de colada, lo que se corresponde con el óptimo teórico.
Partiendo de aquí, el objeto de la invención es presentar una coquilla para la colada continua de metales en la cual podrán emplearse altas velocidades de colada con una calidad de barras de colada continua deseada, aún cuando se produzcan desviaciones del punto de trabajo y se modifiquen las condiciones de contracción del metal dentro de la coquilla.
Este objeto se logra con una coquilla con las características de la reivindicación de patente 1.
Formas de realización ventajosas de la invención son objeto de las subreivindicaciones.
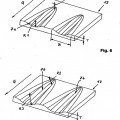
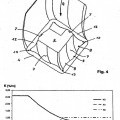
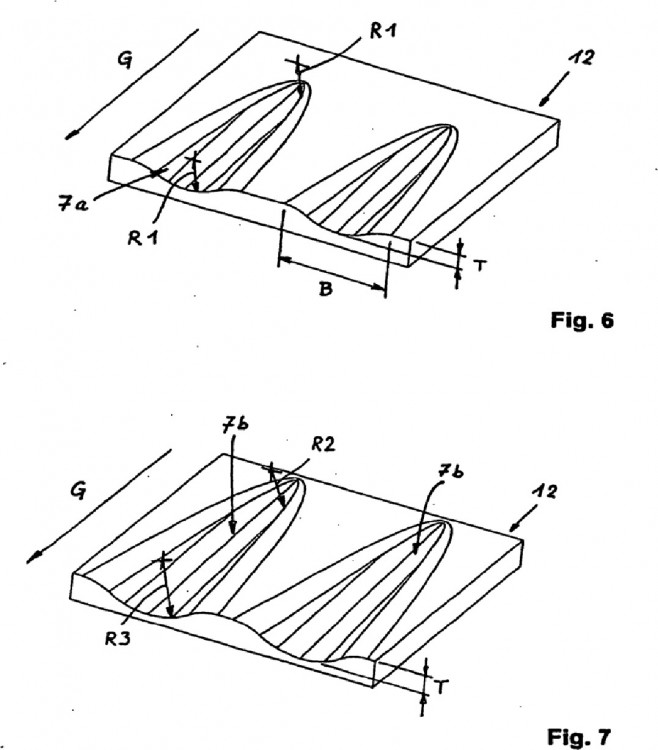
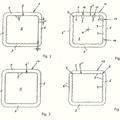
En la coquilla de acuerdo con la invención es esencial que por lo menos esté previsto por lo menos un contorno cóncavo, que se extiende en dirección de la colada hasta la abertura de salida. Preferentemente, están previstos varios contornos cóncavos de manera que se forme en el tramo de altura inferior de la coquilla un perfil ondulado en toda la periferia o sólo en zonas periféricas parciales, al contrario de las superficies laterales rectas en el caso normal. El por lo menos un contorno cóncavo permite que la camisa de colada continua del material solidificado, en el caso de desviaciones del punto de trabajo, es decir, con una contracción modificada, se deposite más o menos fuertemente en el contorno previsto para ello. En este caso la camisa de colada continua es guiada todo el tiempo en forma segura de manera que, por ejemplo, se pueda evitar un retorcimiento o una rombocidad de la camisa de colada continua. En los parámetros de colada que llevan a una mayor contracción, la geometría de coquilla propuesta permite que la camisa de colada continua sea guiada preferentemente en las superficies ubicadas más arriba, es decir, en los bordes de los contornos cóncavos. En el caso contrario, es decir, cuando la contracción de la camisa de colada continua es demasiado pequeña, ésta podrá penetrar un poco más en los contornos cóncavos. A pesar de la penetración, el rozamiento entre la camisa de colada continua y el cuerpo hueco de forma es mucho menor, que en el caso de contornos transversales con contornos periféricos sustancialmente rectos.
Si bien con la coquilla conformada de acuerdo con la invención debe aceptarse, que el contacto de la barra de colada continua no se produce en toda la superficie desde la posición de un nivel de colada hasta la abertura de salida, y debido a un enfriamiento algo menor resultante de esto no se pueden obtener velocidades de colada máximas, no obstante la seguridad del procedimiento mejora sustancialmente, sin que se llegue a una pérdida sustancial de la calidad. Además, la parte sustancial de la superficie de la cavidad de formado se encuentra en contacto directo con la masa fundida y/o la camisa de colada continua que se está solidificando, dado que los contornos no se extienden en todo el largo de la cavidad de formado sino que comienzan recién a una distancia debajo de la posición del nivel de colada predeterminado. Esto significa que el sector que se encuentra encima de los contornos es sustancialmente liso, es decir, no presenta los tipos de contornos que están previstos recién en el sector de altura inferior de la coquilla. De aquí están excluidos por supuesto los embudos de colada, los cuales, por ejemplo, en los tubos Convex comienzan aproximadamente a la altura del nivel de colada y se extienden hasta aproximadamente la mitad de la longitud de la cavidad de formado.
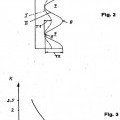
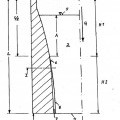
El por lo menos un contorno cóncavo comienza en un sector inicial, que se extiende medido desde la abertura de colada del 30% al 70%, preferentemente del 40% al 60%, de la longitud de la cavidad de formado. Especialmente el por lo menos un contorno comienza a la mitad de la longitud de la cavidad de formado. No es necesario que todos los contornos comiencen en exactamente la misma posición de altura. También es posible que los contornos comiencen en diferentes posiciones de altura. Es importante que los contornos comiencen en un sector en el que ya se haya formado una camisa de colada continua suficientemente gruesa, que ya posea una cierta estabilidad de forma. Es por ello que deberá medirse en forma suficientemente grande la distancia entre la posición del nivel de colada predeterminada y el por lo menos un contorno cóncavo. Preferentemente la distancia deberá ser mayor del 10%, especialmente mayor del 20% de la longitud de la cavidad de formado. Es ventajoso tener que esté previsto por lo menos un contorno cóncavo por superficie de la cavidad de formado.
Especialmente la conicidad en la zona más profunda del contorno cóncavo podrá reducirse hasta el 0% por metro, mientras que la conicidad en los bordes de los contornos se reduce hasta una zona del 0,6%... [Seguir leyendo]
Reivindicaciones:
1. Coquilla para la colada continua de metal que comprende una cavidad de formado (2), en donde la cavidad de formado (2) presenta una abertura de colada (3), una abertura de salida (4) y un cono de colada (6), y está previsto por lo menos un contorno cóncavo (7, 7a, 7b) que se extiende en la dirección de colada (G), caracterizada porque el comienzo del por lo menos un contorno cóncavo (7) se encuentra en un sector inicial, extendiéndose el sector inicial de 30% a 70% de la longitud de la cavidad de formado (L) medida desde la abertura de colada (3), en donde la conicidad (K, K3) en el fondo (9) del por lo menos un contorno cóncavo (7) se reduce más rápidamente que en el borde (8) del por lo menos un contorno cóncavo (7).
2. Coquilla de acuerdo con la reivindicación 1, caracterizada porque el por lo menos un contorno cóncavo (7) comienza a la mitad de la longitud (L) de la cavidad de formado (2).
3. Coquilla de acuerdo con la reivindicación 1 ó 2, caracterizada porque la conicidad (K2) en el fondo (9) del por lo menos un contorno cóncavo (7) se reduce hasta un máximo de 0% por metro.
4. Coquilla de acuerdo con una de las reivindicaciones 1 a 3, caracterizada porque la conicidad (K1) en los bordes (8) de los contornos (7) se reduce a un rango del 0,6% por metro al 1,5% por metro.
5. Coquilla de acuerdo con una de las reivindicaciones 1 a 4, caracterizada porque los contornos cóncavos (7) están dispuestos simétricamente en una cavidad de formado (2) de sección rectangular, poligonal o cilíndrica.
6. Coquilla de acuerdo con la reivindicación 5, caracterizada porque los contornos cóncavos (7) están dispuestos diametralmente en una cavidad de formado (2) de sección cilíndrica.
7. Coquilla de acuerdo con una de las reivindicaciones 1 a 6, caracterizada porque está previsto por lo menos un contorno cóncavo (7) en cada lado de coquilla (12) de una cavidad de formado
(2) de sección rectangular o poligonal.
8. Coquilla de acuerdo con una de las reivindicaciones 1 a 7, caracterizada porque la conicidad (K) de la cavidad de formado (2) dependiente del lugar en la dirección de colada (G) es una curva que se puede representar por una función continua.
9. Coquilla de acuerdo con una de las reivindicaciones 1 a 7, caracterizada porque la conicidad (K) de la cavidad de formado (2) dependiente del lugar en la dirección de colada (G) es definida por una sucesión de segmentos de curvas y/o rectas.
10. Coquilla de acuerdo con una de las reivindicaciones 1 a 9, caracterizada porque el contorno del por lo menos un contorno cóncavo (7) transversalmente a la dirección de colada (G) es una curva descripta por una función continua.
11. Coquilla de acuerdo con una de las reivindicaciones 1 a 10, caracterizada porque el contorno del por lo menos un contorno cóncavo (7) transversalmente a la dirección de colada (G) es definida por una sucesión de segmentos de curvas y/o rectas.
12. Coquilla de acuerdo con una de las reivindicaciones 1 a 11, caracterizada porque el contorno del por lo menos un contorno cóncavo es realizado por lo menos parcialmente mediante un procedimiento de deposición.
13. Coquilla de acuerdo con una de las reivindicaciones 1 a 11, caracterizada porque el contorno del por lo menos un contorno cóncavo es realizado por lo menos parcialmente mediante un procedimiento de remoción de material.
Patentes similares o relacionadas:
Refinado de grano por ultrasonidos, del 15 de Enero de 2020, de Hans Tech, LLC: Un dispositivo de procesamiento de metal fundido que comprende: una estructura de contención de metal fundido para la recepción y transporte de metal fundido a lo largo […]
Proceso de colada continua de metal, del 15 de Octubre de 2019, de Arcelormittal: Proceso de colada continua de un semielaborado de acero que comprende: - una etapa de colada que emplea una buza de chorro hueco ubicada entre una artesa de colada […]
 Molde para la colada continua de metal, del 30 de Mayo de 2019, de KME Germany GmbH & Co. KG: Molde de colada continua para la colada de una barra de metal, que comprende una cavidad de molde que tiene una abertura de colada para metal líquido y una abertura de […]
Molde para la colada continua de metal, del 30 de Mayo de 2019, de KME Germany GmbH & Co. KG: Molde de colada continua para la colada de una barra de metal, que comprende una cavidad de molde que tiene una abertura de colada para metal líquido y una abertura de […]
Método e instalación para la producción de lingotes alargados de grandes secciones transversales, del 1 de Abril de 2019, de INTECO SPECIAL MELTING TECHNOLOGIES GMBH: Método para la producción de lingotes de fundición de metales, en especial de acero, con secciones transversales de por lo menos 0,10 m², preferiblemente […]
Procedimiento de fabricación de alambres de aleaciones de Cu-Ag, del 29 de Marzo de 2019, de KGHM Polska Miedz Spólka Akcyjna: Un procedimiento de fabricación de alambres, incluyendo microalambres, de aleaciones de Cu-Ag, en particular de aleaciones con Cu-(3÷7,9) % de Ag en peso caracterizado porque […]
Boquilla de losa delgada para la distribución de altos caudales de masa, del 17 de Enero de 2019, de Arvedi Steel Engineering S.p.A: Boquilla de losa delgada para la fundición de losas delgadas hechas de metal, teniendo dicha boquilla de losa delgada una geometría simétrica con respecto […]
Método de colada continua de acero, del 26 de Diciembre de 2018, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Un método de colada continua de un acero que especifica un modo para aplicar corriente a una bobina electromagnética de doble propósito , que comprende: […]
Aparato de agitación electromagnética y método de colada continua, del 3 de Enero de 2018, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Un agitador electromagnético configurado para controlar el flujo de acero fundido en el interior de una lingotera de un aparato de colada continua para palanquillas, […]