CONTENEDOR PARA FILTROS DE CARBURANTE DE AUTOMOVILES Y PROCEDIMIENTO PARA SU FABRICACION.
Contenedor para filtros de carburante de automóviles y procedimiento para su fabricación.
El contenedor para filtros de carburante de automóviles comprende dos piezas (1, 2) unidas entre sí, y se caracteriza por el hecho de que una de dichas piezas (1) es transparente a luz láser y la otra pieza (2) es absorbente de luz láser, estando unidas dichas piezas (1, 2) mediante soldadura láser, comprendiendo la pieza (2) absorbente de la luz láser un aditivo de negro de humo. El procedimiento para la fabricación del contenedor comprende la unión de dos piezas (1, 2) que forman dicho contenedor, caracterizado por el hecho de que dicha unión se realiza mediante soldadura láser.Se consigue una reducción del ciclo productivo de soldadura en un 70% respecto al actual; una mayor robustez y estabilidad del proceso de unión; una reducción de piezas defectuosas; y una ligera reducción del peso de la pieza, ya que la zona de unión requiere menos material
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P200801067.
Solicitante: SOGEFI FILTRATION, S.A.
Nacionalidad solicitante: España.
Provincia: GUIPÚZCOA.
Inventor/es: NORTE FERNANDEZ, PEDRO.
Fecha de Solicitud: 15 de Abril de 2008.
Fecha de Publicación: .
Fecha de Concesión: 6 de Octubre de 2011.
Clasificación PCT:
- B01D27/08 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B01 PROCEDIMIENTOS O APARATOS FISICOS O QUIMICOS EN GENERAL. › B01D SEPARACION (separación de sólidos por vía húmeda B03B, B03D, mesas o cribas neumáticas B03B, por vía seca B07; separación magnética o electrostática de materiales sólidos a partir de materiales sólidos o de fluidos, separación mediante campos eléctricos de alta tensión B03C; aparatos centrifugadores B04B; aparato de vórtice B04C; prensas en sí para exprimir los líquidos de las sustancias que los contienen B30B 9/02). › B01D 27/00 Filtros de cartucho del tipo desechable. › Construcción del bastidor.
- B29C65/16 B […] › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 65/00 Ensamblado de elementos preformados; Aparatos a este efecto. › Rayos láser.
Fragmento de la descripción:
Contenedor para filtros de carburante de automóviles y procedimiento para su fabricación.
La presente invención se refiere a un contenedor para filtros de carburante de automóviles y también al procedimiento para su fabricación.
Antecedentes de la invención
Los filtros de carburante utilizados actualmente en los automóviles comprenden un contenedor, en cuyo interior se aloja el filtro. Estos filtros comprenden dos piezas de un material termoplástico unidas entre sí.
De una manera convencional, la unión entre dichas piezas de material termoplástico se realiza mediante soldadura por la aplicación de radiación de calor por placa caliente.
Sin embargo, este proceso de soldadura presenta el inconveniente de que no es un proceso de soldadura estable, lo que implica un alto nivel de rechazo de los contenedores que se realizan de esta manera.
El documento EP-A-1 229 983 describe una construcción de filtro para líquidos, su procedimiento y su utilización. En este documento algunas de las piezas del filtro están unidas mediante soldadura láser. Sin embargo, estas piezas son de acero.
Descripción de la invención
Con el contenedor y el procedimiento de la invención se consiguen resolver los inconvenientes citados, presentando otras ventajas que se describirán.
Según un primer aspecto, la presente invención se refiere a un contenedor para filtros de carburante de automóviles, que comprende dos piezas unidas entre sí, y se caracteriza por el hecho de que una de dichas piezas es transparente a la luz láser y la otra pieza es absorbente de la luz láser, estando unidas dichas piezas mediante soldadura láser.
Según una realización preferida, la pieza absorbente de la luz láser comprende un aditivo de negro de humo, y dicho aditivo de negro de humo está presente en una cantidad comprendida entre el 0,4 y el 0,5% en peso.
Preferentemente, dichas piezas son de resina acetálica, según una realización preferida, dichas piezas son de polioximetileno (POM).
Ventajosamente, la zona de contacto entre ambas piezas está situada en un único plano, es decir, no hay ninguna separación entre las mismas, para conseguir una soldadura adecuada mediante láser.
Según una realización preferida, cada pieza comprende un reborde, comprendiendo uno de dichos rebordes un anillo, siendo dicho anillo la zona de contacto con el reborde de la pieza adyacente.
Según un segundo aspecto, la presente invención se refiere a un procedimiento para la fabricación de un contenedor para filtros de carburante de automóviles, que comprende la unión de dos piezas que forman dicho contenedor, y se caracteriza por el hecho de que dicha unión se realiza mediante soldadura láser.
Preferentemente, dicha soldadura láser se realiza a lo largo de un periodo de tiempo comprendido entre 10 y 20 segundos, aplicando una presión de una pieza contra la otra comprendida entre 0 y 8 bars (0 y 0,8 MPa) y con una luz láser Nd-YAG con una potencia de 250 W.
Con el contenedor y el procedimiento de la presente invención se consigue las siguientes ventajas en comparación con los contenedores en los que la soldadura se realiza mediante placa caliente:
- Reducción del ciclo productivo de soldadura en un 70% respecto al actual;
- Mayor robustez y estabilidad del proceso de unión;
- Reducción de piezas defectuosas; y
- Ligera reducción del peso de la pieza, ya que la zona de unión requiere menos material.
En particular, respecto al documento EP-A-1 229 983 citado anteriormente, las diferencias respecto a la presente invención son en que ambas partes a soldar por tecnología láser son en material polimérico termoplástico, en lugar de acero, y que en el caso de la presente invención es sustitución de un proceso que se realiza ya sin junta y para la limpieza interna del elemento filtrante con soldadura de placa caliente. Además, el procedimiento de la presente invención pretende buscar la mayor productividad, buscando la estabilidad de un procedimiento robusto, en el que todas las piezas tengan la misma cota de altura soldada. También se busca que la resistencia interna sea estable y por igual, superando los 24 bares en el 100% de las piezas, y la reducción de las piezas defectuosas respecto al proceso anterior y de los tiempos de puesta en marcha de serie de lote de primera pieza buena efectiva sea realmente la primera pieza producida, tras un paro total de la máquina.
Breve descripción de los dibujos
Para mejor comprensión de cuanto se ha expuesto se acompañan unos dibujos en los que, esquemáticamente y tan sólo a titulo de ejemplo no limitativo, se representa un caso práctico de realización.
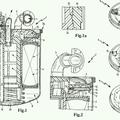
La figura 1 es una vista en perspectiva de un contenedor para filtros de carburante de automóviles según la presente invención; y
La figura 2 es una vista en sección del detalle de la unión entre las dos piezas del contenedor para filtros de carburante de automóviles según la presente invención.
Descripción de una realización preferida
Tal como se puede apreciar en la figura 1, el contenedor para filtros de carburante de automóviles de la presente invención comprende dos piezas 1, 2 unidas entre sí.
La unión de estas dos piezas 1, 2 se realiza mediante unos rebordes circulares 3, 4 correspondientes de dichas piezas 1, 2, que definen una zona de contacto entre ambas piezas 1, 2. En la realización representada, cada pieza comprende un reborde 3, 4, comprendiendo uno de dichos rebordes 4 un anillo 5, siendo dicho anillo la zona de contacto con el reborde 3 de la pieza adyacente.
Debe indicarse, sin embargo, que puede haber otro anillo, similar al representado en una zona más interna de dichas piezas para realizar también la unión mediante soldadura, tal como se describirá a continuación.
Según la invención, una de las piezas 1 es transparente a la luz láser, mientras que la otra pieza 2 es absorbente de luz láser. De esta manera, la unión de dichas dos piezas se realiza mediante soldadura láser.
Según una realización preferida, ambas piezas 1, 2 son de resina acetálica, preferentemente dichas piezas son de polioximetileno (POM).
Dicha pieza 2 absorbente de luz láser comprende un aditivo para proporcionarle dicha característica. En concreto, dicho aditivo es negro de humo, en una cantidad comprendida entre un 0,4 y un 0,5% en peso. Este aditivo proporciona a la pieza 2 un color negro característico.
Debido a la soldadura de ambas piezas mediante láser, es critico que dicha zona de unión esté en un único plano, es decir, haya un contacto perfecto entre dichos rebordes 3, 4 de las piezas 1, 2, sin que haya ninguna separación entre los mismos.
Debe indicarse que por motivos de simplicidad no se considera necesario describir el resto del contenedor, ya que es similar a un contenedor para filtro de carburante de automóvil convencional y, por lo tanto, no forma parte de la presente invención y es evidente para un experto en la materia.
La presente invención, según un segundo aspecto, también se refiere a un procedimiento para la fabricación de dicho contenedor.
Dicho procedimiento comprende la soldadura de dichas dos piezas entre sí mediante láser, preferiblemente durante un período de tiempo comprendido entre 10 y 20 segundos, y aplicando una presión de una pieza contra la otra comprendida entre 0 y 8 bars (0 y 0,8 MPa).
Según una realización preferida, la soldadura láser se realiza con una luz láser Nd-YAG con una potencia de 250 W, aunque debe indicarse que se podría realizar mediante cualquier láser adecuado.
El principio básico de la soldadura láser es colocar las dos piezas 1, 2 que se han de soldar superpuestas y en perfecto contacto, es decir, sin presencia de aire entre las mismas, en la dirección de acción del láser, de manera que primero incida sobre la pieza transparente 1 y a continuación llegue a la pieza absorbente 2. De esta manera se calienta hasta el punto de fusión del material y, por conducción térmica la pieza absorbente 2 calienta la pieza transparente 1, llegando al punto de fusión y, en consecuencia, a la unión de las dos piezas 1, 2 entre sí.
Una ventaja adicional a las indicadas anteriormente de la soldadura láser respecto a...
Reivindicaciones:
1. Contenedor para filtros de carburante de automóviles, que comprende dos piezas (1, 2) unidas entre si, caracterizado por el hecho de que una de dichas piezas (1) es transparente a luz láser y la otra pieza (2) es absorbente de luz láser, estando unidas dichas piezas (1, 2) mediante soldadura láser.
2. Contenedor según la reivindicación 1, caracterizado por el hecho de que la pieza (2) absorbente de la luz láser comprende un aditivo de negro de humo.
3. Contenedor según la reivindicación 2, caracterizado por el hecho de que dicho aditivo de negro de humo está presente en una cantidad comprendida entre el 0,4 y el 0,5% en peso.
4. Contenedor según cualquiera de las reivindicaciones anteriores, caracterizado por el hecho de que dichas piezas (1, 2) son de resina acetálica.
5. Contenedor según la reivindicación 4, caracterizado por el hecho de que dichas piezas (1, 2) son de polioximetileno (POM).
6. Contenedor según cualquiera de las reivindicaciones anteriores, caracterizado por el hecho de que la zona de contacto (3, 5) entre ambas piezas (1, 2) está situada en un único plano.
7. Contenedor según cualquiera de las reivindicaciones anteriores, caracterizado por el hecho de que cada pieza comprende un reborde (3, 4), comprendiendo uno de dichos rebordes (4) un anillo (5), siendo dicho anillo la zona de contacto con el reborde (3) de la pieza adyacente.
8. Procedimiento para la fabricación de un contenedor para filtros de carburante de automóviles, que comprende la unión de dos piezas (1, 2) que forman dicho contenedor, caracterizado por el hecho de que dicha unión se realiza mediante soldadura láser.
9. Procedimiento según la reivindicación 8, caracterizado por el hecho de que dicha soldadura láser se realiza a lo largo de un periodo de tiempo comprendido entre 10 y 20 segundos.
10. Procedimiento según la reivindicación 8, caracterizado por el hecho de que la soldadura láser se realiza aplicando una presión de una pieza contra la otra comprendida entre 0 y 8 bars (0 y 0,8 MPa).
11. Procedimiento según la reivindicación 8, caracterizado por el hecho de que la soldadura láser se realiza con una luz láser Nd-YAG con una potencia de 250 W.
Patentes similares o relacionadas:
Equipo de filtro para una instalación de filtro de un vehículo motorizado, del 8 de Julio de 2020, de DAIMLER AG: Elemento de filtro para un equipo de filtro de una instalación de filtro de un vehículo motorizado, con una pluralidad de medios de fijación , mediante los cuales el […]
Sistemas, componentes y procedimientos de filtración de líquidos, del 23 de Octubre de 2019, de A.O. Smith Water Treatment (North America), Inc: Un módulo de filtro que comprende: - una carcasa de filtro que tiene una cámara de filtro, comprendiendo la carcasa de filtro: […]
Canasta de soporte de filtro mejorada, del 21 de Agosto de 2019, de Parker Hannifin Filtration (US), Inc: Recipiente de filtración , que comprende: una carcasa externa que define una cámara de filtración , teniendo la carcasa un orificio […]
Filtro para emplear en un depósito de almacenamiento de agua de un electrodoméstico, concretamente de una máquina dispensadora de bebida, del 7 de Agosto de 2019, de AQUIS WASSER-LUFT-SYSTEME GMBH LINDAU, ZWEIGNIEDERLASSUNG REBSTEIN: Filtro para su empleo en un depósito de almacenamiento de agua de una máquina dispensadora de bebida, como una cafetera expreso, de una cafetera automática […]
Conjunto de cartucho de filtro y procedimiento de fabricación del mismo, del 7 de Agosto de 2019, de Clarcor Engine Mobile Solutions, LLC: Un elemento de filtro que tiene un eje longitudinal que comprende: un primer capuchón de extremo que tiene una porción de cuerpo principal , definiendo el […]
 Dispositivo de filtración para fluidos, en particular para combustibles, del 27 de Junio de 2018, de MANN + HUMMEL GMBH: Dispositivo de filtración para fluidos, en particular para el combustible de un motor de combustión interna, con un elemento filtrante dispuesto […]
Dispositivo de filtración para fluidos, en particular para combustibles, del 27 de Junio de 2018, de MANN + HUMMEL GMBH: Dispositivo de filtración para fluidos, en particular para el combustible de un motor de combustión interna, con un elemento filtrante dispuesto […]
SISTEMA DE CIERRE ESTANCO PARA FILTRO DE CARTUCHOS Y PROCESO DE MONTAJE DEL MISMO, del 7 de Diciembre de 2017, de FLUYTEC, S.A.: Sistema de cierre estanco para un filtro de cartuchos con un cuerpo , de configuración cilíndrica con un cajeado diametral, donde el sistema […]
SISTEMA DE CIERRE ESTANCO PARA FILTRO DE CARTUCHOS Y PROCESO DE MONTAJE DEL MISMO, del 7 de Diciembre de 2017, de FLUYTEC, S.A.: Sistema de cierre estanco para filtro de cartuchos, que comprende un cuerpo , de configuración cilíndrica, y una tapa , que cierra de forma estanca el cuerpo , donde […]