CABEZAL VIRUTEADOR/ASERRADOR CÓNICO MODULAR Y PROCEDIMIENTO.
Cabezal de corte modular (20) para el giro alrededor de un eje (R),
que comprende: un módulo de planeado anular (20a); y un módulo del cubo sólido cónico (20b), en el que (a) dichos módulos de planeado (20a) y de cubo (20b) están adaptados para ser montados de forma desmontable en posiciones fijas uno con respecto al otro, concéntricos con el eje (R) y (b) dicho módulo del cubo (20b) está adaptado para montar de forma desmontable una o más cuchillas viruteadoras (14) en posiciones angularmente separadas, estando montada la combinación de dichos módulos de cubo (20b) y de planeado (20a) tal como se enumera en (a) y estando montadas dicha una o más cuchillas viruteadoras (14) en dicho módulo de cubo (20b) tal como se enumera en (b), que definen una versión montada del cabezal de corte modular (20) caracterizado porque dicho módulo de planeado (20a) presenta uno o más limitadores (32) que definen una superficie de limitación (32a), en el que, en dicha versión montada del cabezal de corte (20), dicha superficie de limitación (32a) varía de forma curvilíneamente suave en una elevación radial medida desde el eje (r) y dicha superficie de limitación (32a) está asociada con dicha una o más cuchillas viruteadoras (14) mediante la intersección con un plano, el cual (i) es perpendicular al eje (R) y el cual (ii) también interseca dicha una o más cuchillas viruteadoras (14)
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2007/024950.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 19100 S.W. 125TH COURT TUALATIN, OREGON 97062 ESTADOS UNIDOS DE AMERICA.
Inventor/es: GREINER,John P.
Fecha de Publicación: .
Fecha Solicitud PCT: 5 de Diciembre de 2007.
Clasificación Internacional de Patentes:
B27B33/20TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B27TRABAJO O CONSERVACION DE LA MADERA O DE MATERIALES SIMILARES; MAQUINAS PARA CLAVAR, GRAPAR O COSER EN GENERAL. › B27B SIERRAS PARA MADERA O MATERIALES SIMILARES; PARTES CONSTITUTIVAS O ACCESORIOS DE LAS SIERRAS (sierras especialmente adaptadas a la poda de árboles A01G 3/08; aparatos de serrar especialmente adaptados para el derribo de árboles A01G 23/091; características no limitadas a un tipo particular de sierras de madera B23D, p. ej. fijación de hojas de sierra B23D 51/00; bastidores, bancos, apoyos o elementos similares de las máquinas-herramientas, en general B23Q 1/01). › B27B 33/00 Herramientas de aserrado para las serrerías, máquinas de aserrar, o dispositivos de aserrado. › Hojas de sierra o herramientas para desbastado, combinadas con medios para despedazar los recortes.
B27L11/00D
Clasificación PCT:
B27B33/20B27B 33/00 […] › Hojas de sierra o herramientas para desbastado, combinadas con medios para despedazar los recortes.
B27L11/00B27 […] › B27L DESCORTEZADO O QUITADO DE VESTIGIOS DE RAMAS (silvicultura A01G ); RAJADO DE LA MADERA; FABRICACION DE HOJAS DE MADERA PARA CHAPADO, VARILLAS, BASTONCILLOS, VIRUTAS, FIBRAS O POLVO DE MADERA. › Fabricación de virutas, partículas, polvo, o productos similares, a partir de madera (desintegración en general B02C; hojas de sierra para desbastar o herramientas de serrar combinadas con medios para desmenuzar los recortes B27B 33/20; obtención de fibras para la hilatura D01B 1/00; por procedimientos húmedos D21B 1/12 ); Herramientas a este efecto.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia.
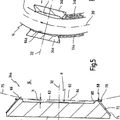
Cabezal viruteador/aserrador cónico modular y procedimiento. Campo de la invención La presente invención se refiere a un cabezal viruteador/aserrador cónico, tal como se utiliza típicamente para cortar y trocear troncos en un aserradero, para procesar los troncos en maderaje para su utilización en construcción. Antecedentes En los aserraderos, los troncos se cortan en artículos aserrados en losas escuadrados de madera en el proceso de convertir los troncos en maderaje utilizable. Para este propósito, el tronco se alimenta en el interior de un dispositivo referido como una viruteadora o aserradora (en adelante "viruteadora/aserradora"). La viruteadora/aserradora presenta un cabezal de corte giratorio que incorpora una pluralidad de elementos de corte, típicamente cuchillas, sierras o una combinación de las mismas que se pueden quitar. El cabezal de corte es referido de forma diversa como un cabezal viruteador, cabezal aserrador, cabezal de desbastar, o cabezal cónico. El término "viruteador" se refiere a una función de la viruteadora/aserradora, esto es, para producir virutas que se utilizan para formar otros productos de madera, tal como pulpa, papel y tablero de aglomerado. El término aserradora se refiere a otra función de la viruteadora/aserradora, esto es, para cortar una pieza a partir del tronco, referido como un "canto", que tiene por lo menos dos lados paralelos sustancialmente planos o desbastados y el término "aserrado en losas" se refiere a producir uno o más de estos lados. Todos estos cabezales se denominan cabezales "cónicos" debido a su geometría; la superficie de corte definida por el giro del cabezal es realmente de forma troncocónica. El cabezal de corte gira alrededor de su eje de simetría y el tronco es trasladado hacia el cabezal en una dirección que está alineada con el eje longitudinal del tronco y perpendicular al eje de giro del cabezal, causando que el tronco interfiera con la superficie de corte del cabezal y cortando de ese modo el tronco para producir artículos aserrados en losas escuadrados alargados de madera y virutas. Típicamente, existen dos cabezales de corte opuestos que trabajan sobre el tronco sustancialmente al mismo tiempo para producir, durante una pasada del tronco, dos cantos escuadrados y a menudo existen cuatro cabezales de corte para fabricar cuatro cantos escuadrados a partir del tronco en una única operación de corte. Puesto que la superficie de corte definida por el cabezal de corte cónico que gira es realmente troncocónica, incluye una parte anular plana así como una parte cónica de forma acampanada hacia fuera desde la parte anular. El plano de la parte anular de esta superficie de corte está en el plano de los lados aserrados en losas del artículo de madera y produce un acabado en estos lados. Sin embargo, el tronco primero encuentra la parte cónica de la superficie de corte del cabezal de corte giratorio, el cual corta y desprende virutas del tronco en preparación para el acabado provisto por la parte anular a medida que continúa la traslación del tronco en la dirección recién indicada. La parte anular de la superficie de corte definida por el cabezal de corte cónico giratorio típicamente se produce tanto mediante una pluralidad de cuchillas separadas circunferencialmente como de discos de sierra. Cualquier estructura de este tipo es denominada en adelante parte "de planeado" del cabezal de corte porque produce un corte "de planeado" del tronco que define los lados aserrados en losas del maderaje. La parte cónica de la superficie de corte típicamente está producida por una pluralidad de cuchillas al tres bolillo que a menudo están dispuestas en modelos circulares separados o alternativamente en un modelo en espiral, de modo que trazan una superficie troncocónica a medida que gira el cabezal. Cualquier estructura de este tipo es denominada parte "de trocear" del cabezal de corte porque corta las virutas del tronco. Se apreciará que un volumen significativo del tronco debe ser extraído como virutas porque el tronco es aproximadamente circular y el maderaje producido a partir del mismo es rectilíneo. Por lo tanto las virutas son un producto de desecho de la conversión del tronco en maderaje, pero al mismo tiempo son útiles como constituyentes de productos fabricados de madera. Son particularmente útiles cuando sus dimensiones están controladas y un parámetro dimensional de la viruta que es particularmente importante de controlar es la longitud de la viruta. Las cuchillas de la parte viruteadora están fijadas a un cuerpo del cabezal tanto directamente como a través de elementos intermedios y el cuerpo del cabezal, él mismo, puede ser o no de forma esencialmente troncocónica. El cuerpo a menudo es denominado en la técnica como "sólido". La figura 1 muestra esquemáticamente un tronco 2 que está siendo procesado, esto es, cortado, cortado en virutas o serrado en maderaje mediante un par de cabezales de corte viruteadores/aserradores opuestos que giran alrededor de un eje de giro "L". Cada cabezal de corte incluye unas cuchillas viruteadoras provistas de bordes de corte que definen una superficie de corte de la viruta indicada como 3, cuchillas encaradas secas o alternativamente dientes de sierra, que tienen bordes de corte que definen una superficie de corte de la cara indicada como 4. Los cabezales de corte establecen una profundidad de corte "d" entre las caras aserradas en losas escuadradas "f" del maderaje 2 cortado, la ubicación estando indicada mediante una línea de referencia "REF" y la superficie exterior curvada original "s" del tronco. Para ajustar la profundidad del corte, los cabezales se mueven hacia dentro y hacia fuera, esto es axialmente, en la dirección de las flechas, en la dirección del eje de giro L. La figura 2 muestra un cabezal de corte de la técnica anterior 5 en una vista isométrica y la figura 3 muestra el mismo cabezal mirando hacia abajo el eje "L", en el plano del giro del cabezal. La superficie cónica de corte de las virutas es 6 y la superficie de planeado anular es 7. La superficie de corte de la viruta está definida por cuchillas viruteadoras 8 esto es 8a y 8b, que tienen bordes de corte 9. Las cuchillas 8 están separadas por una distancia angular y el cabezal de gira a una velocidad angular . También se representa el tronco 2 a punto de ser alimentado en el interior del cabezal de corte a una velocidad de alimentación "v". La longitud de la viruta es la distancia que se desplaza el tronco en el momento en el que el cabezal gira suficientemente para mover una cuchilla (por ejemplo, 8b) a la misma posición en la que estaba la cuchilla precedente (por ejemplo, 8a). Por lo tanto, la longitud de la pelota es igual a v · / . Una estructura "limitadora" 10 típicamente está provista entre unas cuchillas adyacentes 8. El limitador tiene una superficie exterior (en adelante "superficie de limitación") 10a que limita el movimiento radial del tronco, manteniendo el tronco en su sitio, para evitar, o por lo menos minimizar las oscilaciones y la oposición. La superficie de limitación está, globalmente, a una elevación radial algo inferior "r" que aquellas de las cuchillas adyacentes y además su elevación radial decrece suavemente de forma curvilínea sobre la distancia angular entre las cuchillas adyacentes desde su elevación próxima a la primera cuchilla que entra en contacto con la madera, por ejemplo, la cuchilla 8a, hasta la siguiente cuchilla, por ejemplo, la cuchilla 8b. Este cambio en la elevación radial de la superficie limitadora se ve mejor en la figura 4 (compárense las elevaciones radiales "r1 y "r2") que muestran la superficie limitadora por sí misma. La cantidad de la caída de la elevación global, o "relieve" provista por las superficies de limitación con relación a los bordes de corte de la cuchilla está dictada por los mismos parámetros que determinan la longitud de la viruta. Por lo tanto, el ajuste de la longitud de la viruta requiere el cambio de esta elevación. Más particularmente, la reducción de la longitud de la viruta, por ejemplo reduciendo la velocidad de alimentación del tronco o aumentando la velocidad angular del cabezal de corte, requiere aumentar la elevación radial de las superficies de limitación, para mover las superficies de limitación más cerca de la elevación de los bordes de corte de las cuchillas viruteadoras. La forma de la curva que define cuánto cae la elevación de las superficies de limitación entre cuchillas adyacentes está dictada también por los mismos parámetros que determinan la longitud de la viruta. El limitador 10 como se representa en las figuras 2-4 está formado en un anillo continuo el cual no es típico, aunque ilustra mejor la variación de la elevación anteriormente mencionada. Sin embargo, típicamente, la superficie de limitación está provista como elementos del limitador modulares discretos... [Seguir leyendo]
Reivindicaciones:
1. Cabezal de corte modular (20) para el giro alrededor de un eje (R), que comprende: un módulo de planeado anular (20a); y un módulo del cubo sólido cónico (20b), en el que (a) dichos módulos de planeado (20a) y de cubo (20b) están adaptados para ser montados de forma desmontable en posiciones fijas uno con respecto al otro, concéntricos con el eje (R) y (b) dicho módulo del cubo (20b) está adaptado para montar de forma desmontable una o más cuchillas viruteadoras (14) en posiciones angularmente separadas, estando montada la combinación de dichos módulos de cubo (20b) y de planeado (20a) tal como se enumera en (a) y estando montadas dicha una o más cuchillas viruteadoras (14) en dicho módulo de cubo (20b) tal como se enumera en (b), que definen una versión montada del cabezal de corte modular (20) caracterizado porque dicho módulo de planeado (20a) presenta uno o más limitadores (32) que definen una superficie de limitación (32a), en el que, en dicha versión montada del cabezal de corte (20), dicha superficie de limitación (32a) varía de forma curvilíneamente suave en una elevación radial medida desde el eje (r) y dicha superficie de limitación (32a) está asociada con dicha una o más cuchillas viruteadoras (14) mediante la intersección con un plano, el cual (i) es perpendicular al eje (R) y el cual (ii) también interseca dicha una o más cuchillas viruteadoras (14). 2. Cabezal de corte según la reivindicación 1, en el que dicha superficie de limitación (32a) está asociada asimismo con dicha una o más cuchillas viruteadoras (14) en dicha versión montada del cabezal de corte modular (20) mediante la disminución en elevación radial entre una primera de dicha una o más cuchillas viruteadoras (14) para pasar, como resultado del giro del cabezal de corte (20), una línea que se origina en el eje (R) y que se extiende desde el mismo en un ángulo arbitrario pero fijo en el plano de dicho giro y la siguiente de dicha una o más cuchillas viruteadoras (14) para pasar dicha misma línea. 3. Cabezal de corte según la reivindicación 1 o la reivindicación 2, en el que dicho módulo de planeado (20a) está adaptado para el montaje de una o más cuchillas de planeado (30). 4. Cabezal de corte según cualquiera de las reivindicaciones anteriores, que comprende asimismo una o más placas de control (40) para separar dicho módulo de planeado (20a) y dicho módulo de cubo (20b). 5. Cabezal de corte según la reivindicación 4, en el que dicha una o más placas de control (40) incluye uno o más orificios (24) para recibir unos respectivos elementos de fijación (21). 6. Procedimiento para ajustar un cabezal de corte (20) que gira alrededor de un eje (R) para cortar un artículo para adaptarse a un cambio deseado en la longitud de las virutas cortadas del artículo, que comprende: proporcionar un módulo de planeado anular (20a) para realizar cortes de planeado en el artículo; proporcionar un módulo de cubo sólido cónico (20b) para montar una o más cuchillas viruteadoras (14) para realizar cortes de planeado en el artículo, y produciendo de este modo las virutas; y caracterizado porque por lo menos uno de entre (a) la instalación de una o más placas de control (40) entre dicho módulo de planeado (20a) y dicho módulo de cubo (20b) y (b) la extracción de dicha una o más placas de control (40) de entre dicho módulo de planeado (20a) y dicho modelo del cubo (20b), para recolocar relativamente de manera axial dichos módulos de planeado (20a) y del cubo (20b) para ajustar el cabezal de corte (20) con el fin de adaptarse al cambio deseado en la longitud de las virutas. 7. Procedimiento según la reivindicación 6, en el que dicho módulo de planeado (20a) incluye uno o más limitadores (32) que proporcionan una superficie de limitación (32a) correspondiente a dicha una o más cuchillas viruteadoras (14), intersecando dicha superficie de limitación (32a) tanto antes como después de dicha etapa de instalación un plano, el cual es perpendicular a dicho eje (R) e intersecando también dicha una o más cuchillas viruteadoras (14). 8. Procedimiento según cualquiera de las reivindicaciones 6 o 7, que comprende asimismo la recolocación axial de dicha una o más cuchillas viruteadoras (14) para compensar dicha recolocación axial relativa de dicho módulo de planeado (20a) y del cubo (20b) para mantener una separación axial entre los bordes de corte (14a) de dicha una o más cuchillas viruteadoras (14) y el módulo de planeado (20a). 8 9 11 12 13 14
Patentes similares o relacionadas:
PROCEDIMIENTO Y DISPOSITIVO PARA TRANSPORTAR Y MECANIZAR TRONCOS DE ARBOL, del 25 de Febrero de 2010, de ESTERER WD GMBH & CO. KG: Dispositivo para transportar y mecanizar troncos de árbol con ángulo de cono natural (2alfa), compuesto de un transportador longitudinal […]
PROCEDIMIENTO PARA LA FABRICACION DE ORGANOS DE ESTRUCTURA DE ALTA RESISTENCIA, MEDIANTE TRENZADOS DE HILOS, Y MAQUINA PARA LA PUESTA EN PRACTICA DE TAL PROCEDIMIENTO, del 16 de Noviembre de 1986, de VENDRAMINI,DANTE: PROCEDIMIENTO PARA LA FABRICACION DE ORGANOS DE ESTRUCTURA DE ALTA RESISTENCIA. CONSISTENTE EN FABRICAR ORGANOS FORMADOS POR ALMAS PARALELAS ENTRE LOS QUE SE INTERPONE ARROLLAMIENTOS […]
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION DE TABLAS RANURADAS O MOLDURADAS, del 1 de Junio de 1986, de S.A.FERMETURE ROSA., ROSA,JEAN: PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION DE TABLAS RANURADAS O MOLDURADAS, TALES COMO HOJAS DE POSTIGOS Y MOLDURAS DE CARPINTERIA O DE CONSTRUCCION, A PARTIR DE UN TABLON […]
HERRAMIENTA PARA CORTAR, del 30 de Octubre de 2009, de LEITZ GMBH & CO. KG: Herramienta para cortar con un cuerpo de base y con múltiples cuchillas de corte dispuestas distribuidas por el perímetro en al menos una […]
Procedimiento de fabricación de polvo de nudos de madera enriquecido, del 1 de Julio de 2020, de Norske Skog Golbey, SASU: Procedimiento de fabricación de polvo de nudos de madera enriquecida, que comprende las siguientes etapas:
a) Recuperación de astillas de […]
Dispositivo para el recorte de madera, del 1 de Enero de 2020, de Eschlböck - Maschinenbau Gesellschaft m.b.H: Dispositivo para el recorte de madera, que comprende una pluralidad de discos de rotor dispuestos sobre un eje de rotor de un rotor, […]
UN PROCESO DE OBTENCIÓN DE UN MATERIAL FIBROSO A PARTIR DE CORTEZA ÚTIL PARA FABRICAR MATERIALES AISLANTES, del 5 de Julio de 2018, de UNIVERSIDAD DE CONCEPCION: : Un proceso de obtención de un material fibroso a partir de corteza útil para fabricar materiales aislantes, el cual utiliza corteza de Eucalyptus […]
MAQUINA PARA PROCESAR TRONCOS DE ALCORNOQUE, del 6 de Noviembre de 2017, de MARTORELL BUSQUETS, Joan: 1. Máquina para procesar troncos de alcornoque, caracterizado por comprender una unidad dentada , para recepcionar los troncos a procesar y conducirlos […]
Utilizamos cookies para mejorar nuestros servicios y mostrarle publicidad relevante. Si continua navegando, consideramos que acepta su uso. Puede obtener más información aquí. .
 PROCEDIMIENTO Y DISPOSITIVO PARA TRANSPORTAR Y MECANIZAR TRONCOS DE ARBOL, del 25 de Febrero de 2010, de ESTERER WD GMBH & CO. KG: Dispositivo para transportar y mecanizar troncos de árbol con ángulo de cono natural (2alfa), compuesto de un transportador longitudinal […]
PROCEDIMIENTO Y DISPOSITIVO PARA TRANSPORTAR Y MECANIZAR TRONCOS DE ARBOL, del 25 de Febrero de 2010, de ESTERER WD GMBH & CO. KG: Dispositivo para transportar y mecanizar troncos de árbol con ángulo de cono natural (2alfa), compuesto de un transportador longitudinal […]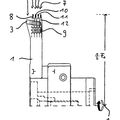 HERRAMIENTA PARA CORTAR, del 30 de Octubre de 2009, de LEITZ GMBH & CO. KG: Herramienta para cortar con un cuerpo de base y con múltiples cuchillas de corte dispuestas distribuidas por el perímetro en al menos una […]
HERRAMIENTA PARA CORTAR, del 30 de Octubre de 2009, de LEITZ GMBH & CO. KG: Herramienta para cortar con un cuerpo de base y con múltiples cuchillas de corte dispuestas distribuidas por el perímetro en al menos una […]