APARATO PARA LA FORMACIÓN DE UN EMBALAJE.
Un aparato para la formación de un embalaje o envase (2), comprendiendo dicho embalaje un manguito que tiene al menos caras superior e inferior (8,
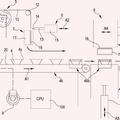
10) y paredes laterales opuestas (12, 14) y un artículo (4) que es insertado en el manguito cuando está en estado erigido o construido para formar el embalaje, dicho manguito puede moverse entre los estados de pieza elemental y erigido, dicho aparato incluye una pluralidad de útiles de conformado (30) medios de accionamiento (32) y medios de colocación para mover un manguito en un estado de pieza elemental para colocarlo sucesivamente en los útiles de conformado (30) dicho manguito es movido al estado erigido con inserción del mismo en el útil de conformado, dichos útiles de conformado montados para su movimiento sobre los medios de accionamiento a lo largo de un trayecto (34), y una vez erigido, el artículo es insertado en el manguito, y caracterizado porque el manguito incluye una línea de plegado intermedia (22) y es insertado en el útil de conformado por medios de colocación giratorios (24) de tal modo que la línea de plegado intermedia es el borde sobresaliente de la pieza elemental cuando es movido al útil de conformado para un primer contacto con el útil de conformado haciendo contacto con una primera pared lateral (46) del útil de conformado cuando el útil de conformado se está moviendo de tal modo que el movimiento de la pieza elemental al útil de conformado combinado con el movimiento del propio útil de conformado hace que una primera línea de plegado (16) de la pieza elemental se sitúe con una parte de labio (48) del útil de conformado y a su vez, una segunda línea de plegado (18) de la pieza elemental se sitúe con una esquina (50) del útil de conformado y a su vez, la cara inferior (10) de la pieza elemental hace contacto con una base (52) del útil de conformado y la pared lateral (14) de la pieza elemental se sitúa con una segunda pared lateral (54) del útil de conformado de tal modo que la pieza elemental es movida al estado erecto.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E03251420.
Solicitante: T FREEMANTLE LTD.
Nacionalidad solicitante: Reino Unido.
Dirección: 13 ATKINSON WAY, FOXHILLS INDUSTRIAL ESTATE DN 15 8QW SCUNTHORPE REINO UNIDO.
Inventor/es: Freemantle,Tony.
Fecha de Publicación: .
Fecha Solicitud PCT: 8 de Marzo de 2003.
Clasificación PCT:
- B65B43/26 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 43/00 Formación, alimentación, abertura o montaje de receptáculos o recipientes, en unión con el embalaje (formación de bolsas en las hojas, los elementos de envoltura o en las bandas, presionando el material en las matrices o desplazándolo sobre matrices de plegado B65B 47/00). › Abertura o hinchado de sacos; Abertura, enderezado de cajas, montaje de cajas, cartones o cintas de cartón.
- B65B5/02 B65B […] › B65B 5/00 Embalaje de objetos individuales en receptáculo o recipientes, p. ej. sacos, bolsas, cajas, cartones, latas, tarros. › Máquinas caracterizadas por la incorporación de medios para fabricar los receptáculos o recipientes (fabricación de receptáculos o recipientes con un fin diferente de la presente aplicación, ver las subclases apropiadas).
Clasificación antigua:
- B65B43/26 B65B 43/00 […] › Abertura o hinchado de sacos; Abertura, enderezado de cajas, montaje de cajas, cartones o cintas de cartón.
- B65B5/02 B65B 5/00 […] › Máquinas caracterizadas por la incorporación de medios para fabricar los receptáculos o recipientes (fabricación de receptáculos o recipientes con un fin diferente de la presente aplicación, ver las subclases apropiadas).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2366779_T3.pdf
Fragmento de la descripción:
El invento al que se refiere esta solicitud es un aparato y un método para erigir o construir un manguito o funda tubular de embalaje o envasado a partir de una pieza elemental, plegada sustancialmente en estado plano a un estado de uso para la inserción subsiguiente de un artículo, la mayor parte de las veces típicamente una bandeja, en él para formar un embalaje o envase.
Aquí se ha hecho referencia a la inserción de un artículo forma de una bandeja pero esta referencia no limita el invento para uso exclusivamente con una bandeja. Además la referencia a un manguito incorpora muchos diseños de manguito diferentes, ejemplos de los cuales son proporcionados aquí de una manera no limitativa.
Particularmente aunque no necesariamente de forma exclusiva, el manguito es lo que es conocido como un manguito de cinco pliegues o dobleces formado a partir de cartulina y que tiene una cara superior, una cara inferior, y dos paredes laterales opuestas que se unen a dichas caras superior e inferior y teniendo una de las paredes laterales una línea de plegado alargada intermedia. El manguito, cuando es erigido o construido, define un paso con una altura en cada extremo del mismo en la que puede ser insertada una bandeja. Típicamente, dos de las líneas de plegado definen las esquinas entre la cara frontal y las paredes laterales, dos líneas de plegado definen las esquinas entre las paredes laterales y la cara inferior, con la quinta línea de plegado situada entre las líneas de plegado de esquina de una de las paredes laterales. Cuando es proporcionado en el estado plegado o de pieza elemental como se ha denominado aquí, los extremos libres del manguito están ya unidos juntos, típicamente pegando, con solapamiento, dicha unión típicamente pero no siempre, posicionada en o junto a una de las paredes laterales.
Típicamente, los embalajes o envases son proporcionados como embalajes de venta al por menor, previstos para contener un producto alimentario tal como un producto alimentario congelado o refrigerado para su compra en un almacén de minoristas y subsiguientemente, mediante la retirada del manguito, y típicamente de una película que lo encierra, el producto alimentario puede ser comido o cocinado en primer lugar en la bandeja en el hogar.
Un gran número de dichos embalajes es vendido sobre una base diaria y convencionalmente los embalajes son formados manualmente o de forma automática usando maquinaria apropiada. En cada caso hay un problema significativo en términos de la capacidad de producción relativamente lenta de los embalajes debido al proceso de formación del embalaje y al aparato, si lo hay. Si se usa un proceso manual, el manguito es movido desde una pieza elemental a una forma erigida a mano y la bandeja es insertada en el paso del manguito a través de una de las aberturas. En un proceso automático el manguito es movido desde una pieza elemental a una forma erigida por la previsión de dedos mecánicos que se posicionan sobre la cara inferior de la pieza elemental y estiran de la misma hacia abajo y alejándose de la cara superior y así mueven el manguito a un formador en el que la bandeja puede a continuación ser insertad bien manualmente o bien mediante empujadores automáticos. En una realización, los dedos incluyen medios de succión tales como ventosas para hacer el vacío para posicionar y mover el manguito.
Así, si el proceso es realizado manualmente, el mismo es intensivo en términos de personal y, si es realizado automáticamente, el proceso es lento debido al hecho de que no tiene lugar una operación de formación continua. Es conocido otro aparato de formación automatizada de embalajes pero tiende a relacionarse a la construcción de cajas a partir de piezas elementales en vez de a partir de piezas elementales de manguito y, como tal, no es aplicable o utilizable en términos prácticos como se ha puesto en evidencia por el aparato y métodos convencionales usados comúnmente para manguitos. Un aparato para la erección de una pieza elemental de una caja está descrito en el documento US
2.900.880 en el que se forma una caja con caras laterales inclinadas en ángulo recto con respecto a las caras frontal e inferior. Otra forma de aparato está mostrada en el documento US 3.956.868 en el que el cartón es colocado en un espacio entre bloques espaciados para erigir el mismo.
El propósito del presente invento es proporcionar un aparato formador de embalajes y un útil o herramienta de conformado para usar con él, que permite la formación de un embalaje que comprende un manguito erigido con un artículo colocado en él y permitir que el embalaje sea formado de modo eficiente y fiable al tiempo que se mejora también la velocidad y la capacidad de producción del mismo.
En un primer aspecto del invento se ha creado un aparato para la formación de un embalaje de acuerdo con la reivindicación 1.
De manera típica la formación del embalaje como se ha descrito es repetida para sucesivas piezas elementales de manguito cuando son retiradas de un almacén y los artículos son una serie de bandejas que incluyen productos alimentarios en ellas y cuyos productos alimentarios puedan ser cerrados herméticamente en la bandeja.
En una realización preferida las piezas elementales de manguito son movidas desde el almacén para ser posicionadas en el útil de conformado por rotación de los medios de colocación. Típicamente en el movimiento el manguito gira aproximadamente al menos 180 grados pero más típicamente al menos 240 grados.
De forma típica los útiles de conformado están montados de una manera espaciada a lo largo de un medio de accionamiento, teniendo dicho medio de accionamiento un trayecto de avance durante el cual las piezas elementales son erigidas, el artículo insertado y el embalaje retirado, y un trayecto de retorno por el que los útiles de conformado son devueltos a una posición de partida para la recepción de una nueva pieza elemental de manguito.
En una realización los medios de accionamiento que en un trayecto de avance y un trayecto de retorno lineales.
Preferiblemente, varios de dichos útiles de conformado están situados a intervalos espaciados sobre el medio de accionamiento para su movimiento lineal. Típicamente, a la retirada del embalaje formado, cada útil de conformado es movido a una posición de partida para repetir la operación de conformado para la siguiente pieza elemental de manguito insertada en él, y así sucesivamente, proporcionando de este modo un aparato de conformado de embalajes en continuo.
De forma típica, las piezas elementales de manguito son mantenidas en un almacén para alimentar al aparato de colocación rotacional que presenta cada pieza elemental a su vez para su inserción en un útil de conformado respectivo, cuando pasa la posición para la presentación de la pieza elemental por el útil de colocación.
Típicamente, los mecanismos de accionamiento para el aparato de colocación rotacional y los medios de accionamiento del útil de conformado están unidos mecánicamente de modo que sean sincronizados, asegurando con ello que cada pieza elemental de manguito es insertada en un útil de conformado respectivo en la posición y trayecto requeridos cuando los útiles de conformado se mueven. Se prefiere que los útiles de conformado se muevan de forma continua o al menos se muevan de forma continua en la proximidad de los medios de colocación ya que el movimiento relativo entre los medios de colocación en una primera dirección y el útil de conformado causan el comienzo de la erección o construcción de la pieza elemental de manguito
De manera típica, la pieza elemental de manguito es insertada en el útil de conformado con la línea de plegado intermedia doblada para encontrarse hacia fuera de la pieza elemental de tal modo que la superficie lateral con la línea de plegado intermedia hace contacto en primer lugar con el útil de conformado.
En una realización, hay previstos dedos de erección y/o a una barra para ayudar además a la erección de la pieza elemental del manguito, y a retener el manguito en el útil de conformado. En una realización dichos dedos pueden hacer contacto en primer lugar con la pieza elemental antes que con el útil de conformado.
A fin de ayudar a la retirada del embalaje formado del útil de conformado, pueden preverse medios de retirada para situarse con el embalaje formado y para llevar el mismo lejos del útil de conformado al final del trayecto de formación del embalaje. En una realización preferida, al menos una, pero... [Seguir leyendo]
Reivindicaciones:
1. Un aparato para la formación de un embalaje o envase (2), comprendiendo dicho embalaje un manguito que tiene al menos caras superior e inferior (8, 10) y paredes laterales opuestas (12, 14) y un artículo (4) que es insertado en el manguito cuando está en estado erigido o construido para formar el embalaje, dicho manguito puede moverse entre los estados de pieza elemental y erigido, dicho aparato incluye una pluralidad de útiles de conformado (30) medios de accionamiento (32) y medios de colocación para mover un manguito en un estado de pieza elemental para colocarlo sucesivamente en los útiles de conformado (30) dicho manguito es movido al estado erigido con inserción del mismo en el útil de conformado, dichos útiles de conformado montados para su movimiento sobre los medios de accionamiento a lo largo de un trayecto (34), y una vez erigido, el artículo es insertado en el manguito, y caracterizado porque el manguito incluye una línea de plegado intermedia (22) y es insertado en el útil de conformado por medios de colocación giratorios
(24) de tal modo que la línea de plegado intermedia es el borde sobresaliente de la pieza elemental cuando es movido al útil de conformado para un primer contacto con el útil de conformado haciendo contacto con una primera pared lateral
(46) del útil de conformado cuando el útil de conformado se está moviendo de tal modo que el movimiento de la pieza elemental al útil de conformado combinado con el movimiento del propio útil de conformado hace que una primera línea de plegado (16) de la pieza elemental se sitúe con una parte de labio (48) del útil de conformado y a su vez, una segunda línea de plegado (18) de la pieza elemental se sitúe con una esquina (50) del útil de conformado y a su vez, la cara inferior
(10) de la pieza elemental hace contacto con una base (52) del útil de conformado y la pared lateral (14) de la pieza elemental se sitúa con una segunda pared lateral (54) del útil de conformado de tal modo que la pieza elemental es movida al estado erecto.
2. Un aparato según la reivindicación 1 caracterizado porque varios útiles de conformado están situados a intervalos espaciados en los medios de accionamiento para su movimiento a lo largo de trayectos de avance y de retorno.
3. Un aparato según la reivindicación 2 caracterizado porque el movimiento relativo del útil de conformado y los medios de colocación hacen que la pieza elemental del manguito cuando es posicionada en el útil de conformado sea erigida.
4. Un aparato según la reivindicación 3, caracterizado porque después de la retirada del embalaje formado, el útil de conformado es movido hacia la posición de partida y más allá para repetir la operación de conformado para la siguiente pieza elemental de manguito insertada en él de tal modo que el movimiento de los útiles de conformado es un bucle continuo.
5. Un aparato según la reivindicación 1 caracterizado porque las piezas elementales de manguito están contenidas en un almacén (25) para su retirada por medios de colocación para presentar cada pieza elemental a su vez para la inserción en un útil de conformado respectivo.
6. Un aparato según la reivindicación 5 caracterizado porque los mecanismos de accionamiento para los medios de colocación y el accionamiento del útil de conformado están sincronizados.
7. Un aparato según la reivindicación 1 caracterizado porque los dedos de erección están previstos para ayudar además a la erección de la pieza elemental.
8. Un aparato según la reivindicación 7 caracterizado porque dichos dedos hacen contacto con la pieza elemental antes que el útil de conformado.
9. Un aparato según la reivindicación 1, caracterizado porque para ayudar a la retirada del embalaje formado del útil de conformado, hay previstos medios de retirada para llevar el embalaje formado lejos del útil de conformado.
10. Un aparato según la reivindicación 9 caracterizado porque los medios de retirada incluyen una cinta.
11. Un aparato según la reivindicación 1 caracterizado porque el útil de conformado puede ser retirado de los medios de accionamiento de modo que permita la sustitución con útiles de conformado adecuadamente configurados para diseños de manguito particulares.
12. Un aparato según la reivindicación 1, caracterizado porque es formado un embalaje que comprende un manguito que tiene caras superior e inferior y paredes laterales opuestas y una bandeja que es posicionado en el manguito cuando está en un estado erigido o construido, siendo dicho manguito móvil entre los estados de pieza elemental y erigido y dicho aparato incluye una almacén (25) de manguitos en forma de pieza elemental, medios de colocación para seleccionar y mover un manguito desde el almacén para su colocación en un útil de conformado, dicho útil de conformado montado para su movimiento a lo largo del trayecto y dicha pieza elemental retenida por el útil de colocación cuando ha hecho contacto con el útil de conformado (30) con movimiento relativo entre el útil de conformado y los medios de colocación para al menos erigir parcialmente el manguito después de lo cual el manguito es liberado por los medios de colocación, posicionado en forma erecta en el útil de conformado con lo cual la bandeja es colocada para que se encuentre dentro del manguito y el embalaje formado es retirado del útil de conformado (30).
Patentes similares o relacionadas:
Máquina de conversión, del 22 de Abril de 2020, de Packsize, LLC: Un método para formar una plantilla de embalaje para su ensamblaje dando una caja u otro material de embalaje, comprendiendo el método: colocar uno o más artículos […]
Una máquina de empaquetado mejorada, del 20 de Noviembre de 2019, de SYSTEM CERAMICS S.P.A.: Una máquina de empaquetado, que comprende: una superficie de descanso para soportar una o más piezas (B) en blanco destinados a formar un empaquetado […]
Una estación de cierre para cerrar una caja de cartón formada alrededor de un artículo y una máquina para embalar un artículo en el interior de una caja de cartón obtenida a partir de una preforma plana de cartón, del 20 de Noviembre de 2019, de F.L. AUTO S.R.L: Una estación de cierre (S5) para cerrar una caja de cartón (SCA) formada alrededor de un artículo (D) y parcialmente abierta, siendo la caja de cartón […]
Máquina estuchadora, del 7 de Noviembre de 2019, de I.M.A. INDUSTRIA MACCHINE AUTOMATICHE S.P.A.: Máquina estuchadora para empaquetar uno o más productos (P) en una caja de cartón respectiva que incluye un transportador de productos para transportar […]
 Aparato y procedimiento para envasar un producto, del 31 de Julio de 2019, de Cryovac, LLC: Un aparato para envasar un producto (P) dispuesto en una bandeja ,
comprendiendo dicho aparato un conjunto de envasado configurado para fijar […]
Aparato y procedimiento para envasar un producto, del 31 de Julio de 2019, de Cryovac, LLC: Un aparato para envasar un producto (P) dispuesto en una bandeja ,
comprendiendo dicho aparato un conjunto de envasado configurado para fijar […]
Sistema de embalaje de última caja, del 22 de Mayo de 2019, de Packsize, LLC: En relación con un sistema de embalaje que incluye una máquina de conversión que hace plantillas de embalaje, que pueden ensamblarse en cajas de tamaño personalizado, […]
Sistema y método para formar un paquete de tamaño personalizado, del 8 de Mayo de 2019, de Ponti, Lorenzo: Una jaula reutilizable para contener una pluralidad de artículos a embalar, que comprende: una pared de fondo ; una pared externa , que se eleva […]
Procedimiento y aparato de embalaje de productos, del 17 de Abril de 2019, de CAVANNA S.P.A.: Un procedimiento de formación de paquetes , que comprende las etapas de: - plegar una película de embalaje en forma de manguito tubular […]