ÁLABES DE RODETE MEZCLADOR CON PUNTAS PREVIAMENTE CONFORMADAS Y PROCEDIMIENTOS DE FABRICACIÓN.
Álabe de rodete (14) para un dispositivo mezclador, comprendiendo el álabe de rodete (14):
un elemento de superficie superior (20); un elemento de superficie inferior (22); y un elemento de punta unitario previamente conformado (16) unido al elemento de superficie superior e inferior (20, 22) sin un armazón interno y dispuesto en el extremo exterior radial del álabe de rodete, caracterizado por el hecho de que el elemento de punta unitario previamente conformado (16) presenta una lengüeta (40) que sobresale radialmente hacia el interior hacia el álabe de rodete (14) hacia una abertura formada entre el elemento de superficie superior (20) y el elemento de superficie inferior (22)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E06013034.
Solicitante: SPX CORPORATION.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 13515 BALLANTYNE CORPORATE PLACE CHARLOTTE, NC 28277 ESTADOS UNIDOS DE AMERICA.
Inventor/es: Gigas,Bernd, Kehr,Frederick W.,III, Taylor,Thomas A.
Fecha de Publicación: .
Fecha Solicitud PCT: 23 de Junio de 2006.
Clasificación Internacional de Patentes:
- B21D53/78 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 53/00 Fabricación de otros objetos especiales (fabricación de cadenas o de partes de cadenas B21L). › de palas de hélices; de palas de turbinas.
- B23K33/00B
- B23P15/00E
- B23P15/04 B […] › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23P OTROS PROCEDIMIENTOS PARA EL TRABAJO DEL METAL NO PREVISTOS EN OTRO LUGAR; OPERACIONES MIXTAS; MAQUINAS HERRAMIENTAS UNIVERSALES (dispositivos para el copiado o el control B23Q). › B23P 15/00 Fabricación de objetos determinados por medio de operaciones no cubiertas en alguna sola de las otras subclases o por algún grupo de esta subclase. › de paletas de turbina u órganos equivalentes, de varias piezas.
- F04D29/38D
Clasificación PCT:
- B23P15/04 B23P 15/00 […] › de paletas de turbina u órganos equivalentes, de varias piezas.
- F04D29/38 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F04 MAQUINAS DE LIQUIDOS DE DESPLAZAMIENTO POSITIVO; BOMBAS PARA LIQUIDOS O PARA FLUIDOS COMPRESIBLES. › F04D BOMBAS DE DESPLAZAMIENTO NO POSITIVO (bombas de inyección de combustible para motores F02M; bombas iónicas H01J 41/12; bombas electrodinámicas H02K 44/02). › F04D 29/00 Partes constitutivas, detalles o accesorios (elementos de máquinas en general F16). › Alabes.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2361973_T3.pdf
Fragmento de la descripción:
CAMPO DE LA INVENCIÓN
La invención se refiere en general a álabes de rodete y a la fabricación de álabes de rodete de acuerdo con el preámbulo de las reivindicaciones 1 y 10 respectivamente.
ANTECEDENTES DE LA INVENCIÓN
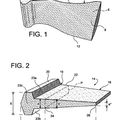
Los dispositivos mezcladores y agitadores se utilizan ampliamente en la industria. Por ejemplo, son conocidos dispositivos mezcladores en industrias de procesamiento de materiales, en la industria farmacéutica, en biotecnología, y otras. En un tipo común de mezclador, un recipiente contiene el material a mezclar junto con un eje giratorio que presenta uno o más grupos de rodetes que se extienden radialmente desde el eje. Típicamente, una serie de rodetes quedan separados circunferencialmente de manera uniforme alrededor de una parte central. Los rodetes pueden presentar por ejemplo forma de perfil de álabe substancialmente plana, una forma de perfil de álabe curva, o una forma de perfil del álabe de tipo ala, en función de la aplicación de mezclado y las consideraciones de diseño del dispositivo mezclador.
En el caso de álabes planos o álabes curvos o doblados simples, ha sido relativamente conveniente fabricar estos álabes tomando una lámina metálica de partida y doblándola según sea necesario y soldando la pieza plana, doblada o curva, realizada en una única lámina, a la parte central.
Sin embargo, en el caso de álabes que presentan formas curvas más complejas o compuestas, particularmente en tres dimensiones, tal como es necesario para álabes en forma de pala (o ala), el proceso de construcción resulta más complejo. En un tipo de álabe de rodete en forma de ala de la técnica anterior, el álabe se ha construido tal como sigue. Primero se construye una estructura interna que presenta una armadura substancialmente a modo de entramado que tiene como parte del armazón una primera pieza de barra alargada que se convertirá en el borde anterior del álabe y una segunda pieza de barra alargada que se convertirá en el borde posterior del álabe. La primera barra presenta típicamente una sección transversal circular. La segunda barra presenta típicamente una sección transversal de forma cónica a medida.
Después se monta sobre el entramado una superficie superior y una superficie inferior, quedando el borde anterior de la superficie superior soldado a una superficie superior de la barra anterior, y quedando el borde anterior de la superficie inferior soldado a un borde inferior de la barra anterior. De este modo se forma un borde anterior del álabe. Con el fin de proporcionar un flujo más suave en la zona del borde anterior, después de realizar las soldaduras éstas se pulen para alisarlas y formar una conexión suave entre la barra y la placa superior e inferior respectivamente.
En el borde trasero, o posterior, del diseño descrito anteriormente, la placa superior también se ha soldado a una superficie superior del borde posterior y la placa inferior se ha soldado a una superficie inferior del borde posterior. Como que se desea que el borde posterior presente una conicidad relativamente puntiaguda, el borde posterior ha sido una pieza relativamente difícil de conformar, y generalmente ha sido un elemento mecanizado a medida. Las soldaduras en las que la superficie superior se encuentra con la pieza del borde posterior y en las que la superficie inferior se encuentra con la pieza del borde posterior se pulen substancialmente para alisarlas con el fin de formar un contorno liso entre la superficie superior e inferior respectivamente y su conexión en la parte superior e inferior de la pieza del borde posterior mecanizada.
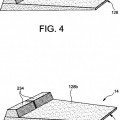
Además, en el diseño descrito anteriormente, se ha montado una pieza en punta en el borde exterior radial del rodete en forma de ala. Se requiere que esta punta presente una forma compuesta relativamente compleja, ya que es necesario que siga el perfil del lado del ala cuando se ve desde el extremo, y generalmente presenta también una superficie exterior redondeada cuando se ve en planta. En la técnica anterior, la punta se realizaba generalmente de una pieza sobredimensionada y algo tapada que después era contorneada en todos los tres ejes mediante un pulido manual intensivo para encajar en el perfil tridimensional deseado.
Aunque el procedimiento de construcción descrito anteriormente proporciona rodetes satisfactorios, presenta algunos inconvenientes. En primer lugar, es necesario un total de cuatro soldaduras en el borde anterior y posterior (es decir, dos soldaduras en el borde anterior y dos soldaduras en el borde posterior). También se requiere una pieza de barra anterior y una pieza de barra posterior. Se necesita además un armazón interior para extenderse entre la barra anterior y posterior y situarlas mutuamente durante el proceso de montaje. Debido al peso añadido del armazón, el peso total del rodete acabado aumenta así para un grosor de superficie determinado. Los álabes de rodete que se mueven por el material están sometidos a erosión con el tiempo. La eficacia de la erosión puede resultar particularmente marcada con la mezcla de material abrasivo tal como por ejemplo materiales que contienen aluminio. La erosión es particularmente indeseable en la zona soldada, ya que donde la barra se encuentra con la soldadura, que a su vez se encuentra con la superficie superior o inferior, los materiales pueden desgastarse a diferentes velocidades provocando rugosidad o discontinuidad en el flujo en esa posición, lo cual agrava más el problema de la erosión en esa posición, produciendo una mayor discontinuidad y más erosión, etc.
**(Ver fórmula)**
Además, en la superficie superior del perfil del ala se producen típicamente zonas de gran desgaste, y como consecuencia las soldaduras que se unen a la superficie superior tienden a ser las primeras en desgastarse ya que están expuestas a la superficie de la trayectoria del fluido superior. Además, el proceso de conformar la punta del extremo después de haberla soldado sobre el álabe resulta algo laborioso y es complicado por el hecho de que el conformado no se realiza hasta que la punta ha sido soldada en el extremo del álabe, en lugar de en un momento y una posición posiblemente más convenientes en el proceso de fabricación global del álabe.
Un álabe de rodete según el preámbulo de la reivindicación 1 es conocido de WO 94/16804 A1. Los álabes se construyen a partir de unas placas en una configuración de perfil de ala. Por lo menos sobre la zona del borde anterior del álabe se dispone una capa resistente a la erosión. En la punta se disponen unas aletas en el lado de succión del álabe.
EP 0 158 048 A2 se refiere a un sistema de mezclado que tiene un rodete. En una zona que se extiende aproximadamente un 10% de la longitud de cada una de las superficies superior e inferior desde el borde anterior y posterior de cada álabe se dispone un encaje. Este encaje es preferiblemente un cuerpo de material plástico que presenta una superficie que tiene un bajo coeficiente de rozamiento. El álabe está construido también por un par de placas. Las placas se sueldan entre sí cerca del borde anterior y posterior.
US 48 02 771 se refiere a un aparato para mezclar y también recoger un líquido o una suspensión líquida. El álabe del rodete está formado por dos placas o superficies que están unidas entre sí por soldadura en el borde anterior y el borde posterior del álabe. Alternativamente, el álabe puede estar formado por una única placa curvada adecuadamente en una prensa. En las puntas de los álabes se conectan unas aletas.
US 25 44 450 se refiere a un álabe de rodete que se utiliza para generar un impulso de aire. En el extremo hueco del álabe se inserta un tapón y luego se une a éste. Los tapones están realizados en materiales de tipo caucho o materiales plásticos y se describe en detalle la correspondiente técnica de unión. El objeto de la descripción incluida en esta referencia es proporcionar características de resistencia a la intemperie y de amortiguación de las vibraciones, especialmente para amortiguar la vibración de las placas de los álabes en su zona de la punta.
A la vista de lo anterior, sería deseable disponer una estructura de álabe de rodete y un procedimiento mejorados que puedan paliar las dificultades descritas anteriormente, por lo menos hasta cierto punto.
DESCRIPCIÓN DE LA INVENCIÓN
Los problemas mencionados anteriormente pueden paliarse por lo menos hasta cierto punto mediante un álabe de rodete según la reivindicación 1 y un procedimiento... [Seguir leyendo]
Reivindicaciones:
1. Álabe de rodete (14) para un dispositivo mezclador, comprendiendo el álabe de rodete (14):
un elemento de superficie superior (20);
un elemento de superficie inferior (22); y
un elemento de punta unitario previamente conformado (16) unido al elemento de superficie superior e inferior (20, 22) sin un armazón interno y dispuesto en el extremo exterior radial del álabe de rodete, caracterizado por el hecho de que el elemento de punta unitario previamente conformado (16) presenta una lengüeta (40) que sobresale radialmente hacia el interior hacia el álabe de rodete (14) hacia una abertura formada entre el elemento de superficie superior (20) y el elemento de superficie inferior (22).
2. Álabe de rodete (14) según la reivindicación 1, caracterizado por el hecho de que el elemento de punta
(16) está fundido a partir de un material de fundición.
3. Álabe de rodete (14) según la reivindicación 1, caracterizado por el hecho de que el elemento de punta
(16) presenta una forma extrema redondeada.
4. Álabe de rodete (14) según la reivindicación 1, caracterizado por el hecho de que el elemento de punta
(16) está soldado al elemento de superficie superior y al elemento de superficie inferior (20, 22).
5. Álabe de rodete (14) según la reivindicación 4, caracterizado por el hecho de que el elemento de punta
(16) presenta un chaflán en la posición de la soldadura.
6. Álabe de rodete (14) según la reivindicación 5, caracterizado por el hecho de que el elemento de superficie superior (20) presenta un borde que queda en contacto con el elemento de punta (16), y por el hecho de que el elemento de superficie inferior (22) presenta un borde que queda en contacto con el elemento de punta (16), y por el hecho de que se disponen respectivos chaflanes en el primer y el segundo borde adyacentes al chaflán (46) del elemento de punta (16) para facilitar la soldadura.
7. Álabe de rodete (14) según la reivindicación 1, caracterizado por el hecho de que el álabe de rodete
(14) presenta un perfil conformado a modo de perfil de ala.
8. Álabe de rodete (14) según la reivindicación 1, caracterizado por el hecho de que el elemento de superficie superior e inferior (20, 22) forman un recinto hueco.
9. Dispositivo mezclador, que comprende: una parte central (12); y una pluralidad de álabes de rodete (14) según una de las reivindicaciones 1 a 8 unidos a la parte central
(12).
10. Procedimiento para fabricar un álabe de rodete (14) para un dispositivo mezclador, que comprende: disponer un elemento de superficie superior (20); disponer un elemento de superficie inferior (22); soldar el elemento de superficie superior y el elemento de superficie inferior (20, 22) entre sí; y unir un elemento de punta previamente conformado (16) al elemento de superficie superior e inferior (20,
22) sin un armazón interno para formar el extremo exterior radial del álabe de rodete (14), caracterizado por el hecho de que el elemento de punta unitario previamente conformado (16) presenta una lengüeta
(40) que sobresale radialmente hacia el interior hacia el álabe de rodete (14) hacia una abertura formada entre el elemento de superficie superior (20) y el elemento de superficie inferior (22).
11. Álabe según la reivindicación 10, caracterizado por el hecho de que el elemento de punta (16) está fundido a partir de un material de fundición.
12. Álabe según la reivindicación 10, caracterizado por el hecho de que el elemento de punta (16) presenta una forma extrema redondeada.
13. Álabe según la reivindicación 10, caracterizado por el hecho de que el elemento de punta (16) está soldado al elemento de superficie superior (20) y al elemento de superficie inferior (22).
Patentes similares o relacionadas:
Método para producir una cubierta de borde de un componente de pala de un motor de avión o de una turbina de gas y cubierta de borde para un componente de pala, del 18 de Marzo de 2020, de LEISTRITZ Turbinentechnik GmbH: Método para producir una cubierta de canto metálica en forma de V en la sección transversal para cubrir una zona de borde de un componente de pala de un grupo […]
Componente para una turbina, del 26 de Febrero de 2020, de MTU Aero Engines AG: Componente de turbina, que comprende un cuerpo base fabricado de manera generativa, hecho de un primer material, y al menos una sección de componente (4, 4a, […]
Aparato para ensamblar secciones de pala, del 6 de Febrero de 2019, de youWINenergy GmbH: Un aparato para ensamblar secciones de pala para formar una pala, comprendiendo el aparato: • al menos dos miembros móviles uno con respecto al otro, teniendo […]
Disposición en el sentido de la cuerda de material de lámina de fibra para palas de turbina, del 18 de Octubre de 2017, de VESTAS WIND SYSTEMS A/S: Un método de fabricación de una concha superficial aerodinámica de pala de turbina eólica que comprende disponer materiales de lámina de fibra […]
Estructura de soporte para un motor de turbina de gas, motor de turbina de gas, avión y método de construcción correspondientes, del 14 de Septiembre de 2016, de VOLVO AERO CORPORATION: Una estructura de soporte para un motor de turbina de gas, teniendo dicha estructura de soporte una extensión axial en una dirección axial (A) y una extensión […]
Disposición de álabes para una turbomáquina, del 11 de Mayo de 2016, de MTU Aero Engines AG: Disposición de álabes de rodete para una turbomáquina, especialmente una turbina de gas, con un rotor y varios álabes fijados al mismo, que están conformados de forma […]
 PROCEDIMIENTO DE FABRICACIÓN DE UN ÁLABE HUECO PARA TURBOMÁQUINA, del 30 de Mayo de 2011, de SNECMA: Procedimiento de fabricación de un álabe hueco para turbomáquina que comprende un pie y una pala , comprendiendo el procedimiento una etapa de realización […]
PROCEDIMIENTO DE FABRICACIÓN DE UN ÁLABE HUECO PARA TURBOMÁQUINA, del 30 de Mayo de 2011, de SNECMA: Procedimiento de fabricación de un álabe hueco para turbomáquina que comprende un pie y una pala , comprendiendo el procedimiento una etapa de realización […]
 PROCEDIMIENTO DE FABRICACION DE UN ALABE HUECO PARA TURBOMAQUINA, del 16 de Julio de 2009, de SNECMA MOTEURS: Procedimiento de fabricación de un álabe hueco para turbomáquina, que consta de un pie y una pala , comprendiendo dicho procedimiento una etapa […]
PROCEDIMIENTO DE FABRICACION DE UN ALABE HUECO PARA TURBOMAQUINA, del 16 de Julio de 2009, de SNECMA MOTEURS: Procedimiento de fabricación de un álabe hueco para turbomáquina, que consta de un pie y una pala , comprendiendo dicho procedimiento una etapa […]